

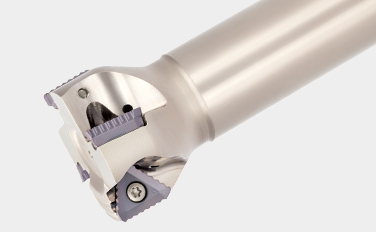
Hochproduktiver Schruppfräser mit gezahnten Kanten
Hochleistungsfräser mit Spanbrecher für verbesserte Ratterstabilität und Effizienz beim Schruppfräsen mit langem Überhang

Anwendungen & Eigenschaften
Anwendungen


Eigenschaften
1. Anti-Ratter-Design
Die gezahnte Schneide erzeugt kleinere Späne und reduziert so das Rattern.

2. Intelligentes und benutzerfreundliches Design
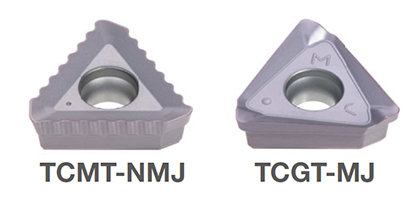
3. 2 Arten von Wendeschneidplatten passen auf denselben Fräskörper
Wendeschneidplatten & Sorten
Wendeschneidplatten

Haupt-Sorten
AH3135
![]()
![]()
- Hohe Bruchsicherheit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
T3225
![]()
![]()
- Hohe Zerspanungs- und Bruchsicherheit
- Geeignet zum Fräsen von Stahl und rostfreiem Stahl
T1215
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Zerspanungsfestigkeit
- Geeignet zum Fräsen von Gusseisen
Fräs-Körper


Praxis-Beispiele
Beispiel 1
Allgemeiner Maschinenbau
| Werkstück: | Maschinenteile |
| Material: | SS400 |
| Fräser: | LPTC16J063B25.4L061R03 (ø63, z = 3) |
| Wendeschneidplatte: | TCMT160620PDER-NMJ |
| Sorte: | AH3135 |
| Schnittbedingungen: | Vc = 150 (Competitor: Vc = 105) (m/min) fz = 0.2 (mm/Z) Vf = 455 (mm/min) ap = 50 (mm) ae = 10 (mm) Anwendung: Schulterfräsen Kühlmittel: Luft Maschine: Tower M/C, BT50 |

Beispiel 2
Automobilindustrie
| Werkstück: | Halterung |
| Material: | SCSiMn2H |
| Fräser: | LPTC16M080B32.0L076R04 (ø80, z = 4) |
| Wendeschneidplatte: | TCMT160620PDER-NMJ |
| Sorte: | AH3135 |
| Schnittbedingungen: | Vc = 135 (Competitor: Vc = 126) (m/min) fz = 0.33 (Competitor: fz = 0.3) (mm/Z) Vf = 709 (mm/min) ap = 75 (mm) ae = 5 (mm) Anwendung: Schulterfräsen Kühlmittel: Luft Maschine: Vertikal M/C, BT40 |

Beispiel 3
Allgemeine Maschinenbauindustrie
| Werkstück: | Flansch |
| Material: | FC300 / GG30 |
| Fräser: | TPTC16M050B22.0R04 (ø50, z = 4) |
| Wendeschneidplatte: | TCMT160620PDER-NMJ |
| Sorte: | AH120 |
| Schnittbedingungen: | Vc = 150 (m/min) fz = 0.18 (mm/Z) Vf = 700 (mm/min) ap = 2 (mm) ae = 10 (mm) Anwendung: Schulterfräsen Kühlmittel: Nass Maschine: Horizontal M/C, BT40 |

Standard-Schnittbedingungen
| ISO | Workpiece materials | Hardness | Priority | Grade | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|
| Low carbon steel S15C, S20S, etc. C15, C20, etc. |
– 300HB | First choice | AH3225 | NMJ* | 100 – 250 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | MJ | 100 – 250 | 0.08 – 0.15 | |||
| Wear resistance | T3225 | NMJ* | 100 – 300 | 0.08 – 0.15 | |||
| For finishing | AH3225 | MJ | 100 – 250 | 0.08 – 0.20 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55, 42CrMo4, etc. |
– 300HB | First choice | AH3225 | NMJ* | 100 – 230 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | MJ | 100 – 230 | 0.08 – 0.15 | |||
| Wear resistance | T3225 | NMJ* | 100 – 280 | 0.08 – 0.15 | |||
| For finishing | AH3225 | MJ | 100 – 230 | 0.08 – 0.20 | |||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | NMJ* | 100 – 180 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | MJ | 100 – 180 | 0.08 – 0.15 | |||
| Wear resistance | T3225 | NMJ* | 100 – 200 | 0.08 – 0.15 | |||
| For finishing | AH3225 | MJ | 100 – 180 | 0.08 – 0.20 | |||
| Stainless steel SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
– 250HB | First choice | AH3135 | NMJ* | 90 – 200 | 0.08 – 0.15 | |
| Wear resistance | T3225 | NMJ* | 90 – 250 | 0.08 – 0.15 | |||
| For finishing | AH3135 | MJ | 90 – 200 | 0.08 – 0.20 | |||
| Grey cast iron FC250, FC300, etc. 250, 300, etc. |
150 – 250HB | First choice | AH8015 | NMJ* | 140 – 250 | 0.08 – 0.15 | |
| Wear resistance | T1215 | NMJ* | 150 – 300 | 0.08 – 0.15 | |||
| For finishing | AH8015 | MJ | 140 – 250 | 0.08 – 0.25 | |||
| Ductile cast iron FCD400, FCD600, etc. 400-15S, 600-3, etc. |
150 – 250HB | First choice | AH8015 | NMJ* | 140 – 250 | 0.08 – 0.15 | |
| Wear resistance | T1215 | NMJ* | 150 – 300 | 0.08 – 0.15 | |||
| For finishing | AH8015 | MJ | 140 – 250 | 0.08 – 0.25 | |||
| Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH8015 | NMJ* | 20 – 60 | 0.08 – 0.15 | |
| Fracture resistance | AH3135 | NMJ* | 20 – 60 | 0.08 – 0.15 | |||
| For finishing | AH8015 | MJ | 20 – 60 | 0.08 – 0.18 | |||
| Heat-resistant alloys Inconel718, etc. |
– | First choice | AH8015 | NMJ* | 20 – 40 | 0.08 – 0.13 | |
| For finishing | AH8015 | MJ | 20 – 40 | 0.08 – 0.15 |
* Beim Einsatz des -NMJ-Spänebrechers nicht mit mehr als 0,15 mm/Z vorschieben.
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
Metrisch
Imperial

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System