

Fräser mit kleinem Durchmesser und hohem Vorschub, stabile Konstruktion für Stabilität und Effizienz
Wendeschneidplattenfräser mit hohem Vorschub, erhältlich ab ø8 mm Durchmesser, bieten Freischneiden und effektive Spankontrolle in einer Vielzahl von Anwendungen


Anwendungen & Eigenschaften
Anwendungen











Eigenschaften
1. Konstruiert für schwierige Bearbeitungsbedingungen
Die starke und dicke Wendeschneidplatte ist so konstruiert, dass sie den Schnittkräften bei hohen Vorschüben standhält.

Dicke Wendeschneidplatten – Max. 10% dicker als Mitbewerber
M2-Schrauben reduzieren das Abscheren des Schraubenhalses bei hohen Schnittkräften. Eine größere Schraube verbessert die Fixierung der Wendeschneidplatte und die einfache Handhabung.
2. Positiver Neigungswinkel der Wendeschneidplatte sorgt für reibungslosen Späneabtransport
Die positive Schneidenposition trägt zu einer kontrollierten Spanbildung und einer einfachen Spanabfuhr bei der Bearbeitung neben der Schulter und beim Nutenfäsen bei.
Positiver Neigungswinkel
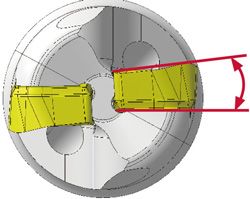
3. Die Wendeschneidplatte von TungForceFeed wurde mit einem kleinen Eintrittswinkel für Ratterstabilität entwickelt und verbessert die Effizienz und die Werkzeugstandzeit selbst bei der Bearbeitung in Bereichen mit großer Reichweite erheblich
Wendeschneidplatten & Sorten
Wendeschneidplatten

LSMT-HM
- Wendeschneidplatte mit hohem Vorschub
- Max. Schnitttiefe: 0,5 mm
- Bietet eine effiziente Bearbeitung in einer Vielzahl von Anwendungen
- Wendeschneidplatte erster Wahl für verschiedene Anwendungen wie Schlitzen, Taschenfräsen oder Bereiche mit großer Reichweite

LSMT-MM
- R2 Wendeschneidplatte
- Max. Schnitttiefe: 2,0 mm
- Vollprofilierte Wendeschneidplatte, ideal zum Halbschruppen und Halbschlichten von Gesenk- und Formteilen
- Die Freischneidgeometrie verhindert Rattererscheinungen und verbessert die Oberflächengüte
- Eingebauter Spanbrecher reduziert die Gratbildung an Wänden und Ecken und verbessert die Wandgenauigkeit
Sorten
AH3225
![]()
![]()
- Nano-Multilayer-Beschichtungstechnologie mit drei Haupteigenschaften für optimale Schneidkantenintegrität
- Erhöhte Beständigkeit gegen Verschleiß, Bruch, Oxidation, Aufbauschneiden und Delamination
AH8015
![]()
![]()
![]()
![]()
- Hartmetallsubstrat mit harter Beschichtung
- Hohe Beständigkeit gegen Verschleiß, Hitze und Aufbauschneiden, ideal für die Bearbeitung harter oder schwieriger Materialien
Fräs-Körper

Modular

HXLS (ø8 – ø25mm)
Modularer Kopf für Hochvorschubfräsen, anschraubbar (TungFlex)
Praxis-Beispiele
Beispiel 1
Luft- und Raumfahrtindustrie
| Werkstück: | Turbinenschaufel |
| Material: | Inconel 939 |
| Fräser: | EXLS02M008C8.0LH16R01 (ø8, CICT = 1) |
| Wendeschneidplatte: | LSMT0202ZER-HM |
| Sorte: | AH8015 |
| Schnittbedingungen: | Vc = 30 (m/min) fz = 0.2(mm/Z) (Wettbewerber:fz = 0.05) ap = 0.3 (mm) ae = 8 (mm) Anwendung: Nutenfräsen Kühlmittel: Trocken Maschine: Vertikal MC, BT50 |

Beispiel 2
Werkzeug- und Formenbau
| Werkstück: | Stanzformteil |
| Material: | SKD11 (vor dem Härten) |
| Fräser: | HXLS02M010M06R02 (ø10, CICT = 2) |
| Wendeschneidplatte: | LSMT0202ZER-HM |
| Sorte: | AH3225 |
| Schnittbedingungen: | Vc = 120 (m/min) fz = 0.6 (mm/Z) ap = 0.3 (mm) ae = 5 (mm) Anwendung: Taschenfräsen Kühlmittel: Trocken Maschine: Vertikal MC, BT40 |

Beispiel 3
Werkzeug- und Formenbau
| Werkstück: | Stanzformteil |
| Material: | SKD61 (45HRC) |
| Fräser: | EXLS02M012C12.0LH50R02 (ø12, CICT = 2) |
| Wendeschneidplatte: | LSMT0202ZER-HM |
| Sorte: | AH3225 |
| Schnittbedingungen: | Vc = 113 (m/min) fz = 0.5 (Wettbewerber:fz = 0.1) (mm/Z) ap = 0.3 (mm) ae = 12 (mm) Anwendung: Planfräsen Kühlmittel: Luft Maschine: Vertikal MC, BT50 |

Standard-Schnittbedingungen
| ISO | Werkstoffe des Werkstücks | Härte | Priorität | Sorten | Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/Z) |
Werkzeug-Ø.: øDc (mm), Drehzahl: n (min-1), Vorschubgeschwindigkeit: Vf (mm/min), Max. Schnitttiefe: ap = 0.5 mm, Anzahl der Zähne: CICT | ||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8, CICT = 1 | ø10, CICT = 2 | ø12 | ø16 | ø20 | ø25 | ||||||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | ||||||||||||
| CICT = 2 | CICT = 3 | CICT = 3 | CICT = 5 | CICT = 5 | CICT = 6 | CICT = 6 | CICT = 8 | ||||||||||||||||
| Kohlenstoffstähle (S45C / C45, S55C / C55, usw.) |
– 300HB | Erste Wahl | AH3225 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| – 300HB | Verschleißfestigkeit | AH8015 | 100 – 300 | 0.2 – 0.8 | Vc = 200 m/min, fz = 0.5 mm/Z | ||||||||||||||||||
| Legierte Stähle (SCM440 / 42CrMo4, usw.) |
– 300HB | Erste Wahl | AH3225 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| – 300HB | Verschleißfestigkeit | AH8015 | 100 – 300 | 0.2 – 0.8 | Vc = 200 m/min, fz = 0.5 mm/Z | ||||||||||||||||||
| Vorvergütete Stähle (NAK80, PX5, usw.) |
30 – 40HRC | Erste Wahl | AH8015 | 100 – 200 | 0.2 – 0.5 | 5,970 | 2,390 | 4,780 | 3,820 | 3,980 | 3,180 | 4,780 | 2,990 | 3,590 | 5,980 | 2,390 | 4,780 | 5,740 | 1,910 | 4,590 | 6,120 | ||
| 30 – 40HRC | Bruchfestigkeit | AH3225 | 100 – 200 | 0.2 – 0.5 | Vc = 150 m/min, fz = 0.4 mm/Z | ||||||||||||||||||
| Rostfreie Stähle (SUS304 / X5CrNi18-9, (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3, usw.) |
– 200HB | Erste Wahl | AH3225 | 100 – 150 | 0.2 – 0.5 | 4,780 | 1,910 | 3,820 | 3,060 | 3,190 | 2,550 | 3,830 | 2,390 | 2,870 | 4,780 | 1,910 | 3,820 | 4,590 | 1,530 | 3,680 | 4,900 | ||
| Vc = 120 m/min, fz = 0.4 mm/Z | |||||||||||||||||||||||
| Grauguss (FC250 / 250 / GG25, (FC250 / 250 / GG25, FC300 / 300 / GG30, usw.) |
150 – 250HB | Erste Wahl | AH8015 | 100 – 300 | 0.2 – 0.8 | 7,960 | 3,980 | 6,370 | 6,370 | 5,310 | 5,310 | 7,970 | 3,980 | 5,970 | 9,950 | 3,180 | 7,950 | 9,540 | 2,550 | 7,650 | 10,200 | ||
| 150 – 250HB | Bruchfestigkeit | AH3225 | 100 – 300 | 0.2 – 0.8 | Vc = 200 m/min, fz = 0.5 mm/Z | ||||||||||||||||||
| Kugelgraphitguss (FCD600 / 600-3 / GGG60, etc) |
150 – 250HB | Erste Wahl | AH8015 | 80 – 200 | 0.2 – 0.8 | 5,970 | 2,990 | 4,780 | 4,780 | 3,980 | 3,980 | 5,970 | 2,990 | 4,490 | 7,480 | 2,390 | 5,980 | 7,170 | 1,530 | 4,590 | 6,120 | ||
| 150 – 250HB | Bruchfestigkeit | AH3225 | 80 – 200 | 0.2 – 0.8 | Vc = 150 m/min, fz = 0.5 mm/Z | ||||||||||||||||||
| Titan-Legierung (Ti-6Al-4V, usw.) |
– 40HRC | Erste Wahl | AH3225 | 30 – 60 | 0.1 – 0.3 | 1,590 | 320 | 1,270 | 510 | 1,060 | 420 | 640 | 800 | 480 | 800 | 640 | 640 | 770 | 510 | 620 | 820 | ||
| – 40HRC | Verschleißfestigkeit | AH8015 | 30 – 60 | 0.1 – 0.3 | Vc = 40 m/min, fz = 0.2 mm/Z | ||||||||||||||||||
| Hitzebeständige Legierung (Inconel, Hastelloy, usw.) |
– 40HRC | Erste Wahl | AH8015 | 20 – 50 | 0.1 – 0.3 | 1,190 | 240 | 1,000 | 400 | 800 | 320 | 480 | 600 | 360 | 600 | 480 | 480 | 580 | 380 | 460 | 460 | ||
| – 40HRC | Bruchfestigkeit | AH3225 | 20 – 50 | 0.1 – 0.3 | Vc = 30 m/min, fz = 0.2 mm/Z | ||||||||||||||||||
| Gehärteter Stahl | SKD61 / X40CrMoV5-1, etc | 40 – 50HRC | Erste Wahl | AH8015 | 80 – 150 | 0.1 – 0.5 | 4,780 | 1,430 | 3,820 | 2,290 | 3,190 | 1,910 | 2,870 | 2,390 | 2,150 | 3,590 | 1,910 | 2,870 | 3,440 | 1,530 | 2,760 | 3,680 | |
| Vc = 120 m/min, fz = 0.3 mm/Z | |||||||||||||||||||||||
| SKD11 / X153CrMoV12, etc | 50~60HRC | Erste Wahl | AH8015 | 50 – 70 | 0.1 – 0.3 | 2,390 | 480 | 1,910 | 760 | 1,590 | 640 | 950 | 1,190 | 710 | 1,190 | 950 | 950 | 1,140 | 760 | 920 | 1,220 | ||
| Vc = 60 m/min, fz = 0.2 mm/Z | |||||||||||||||||||||||
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
e-Katalog

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System