

Schulterfräser zum Schruppen auf mittelgroßen bis großen Maschinen
Tangentiale Wendeschneidplatte mit hoher Stabilität garantiert außergewöhnliche Zuverlässigkeit beim Schruppen und Schlichten

Anwendungen & Eigenschaften
Anwendungen





Eigenschaften
1. Zuverlässiger Betrieb
– Hochstabiler Fräser mit dickerem Kern.
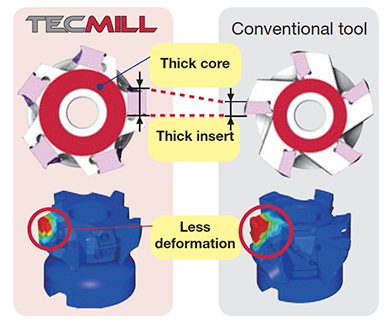
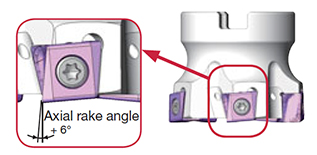
2. 4-schneidige Wendeschneidplatte
– Große Span- und Neigungswinkel reduzieren die Schnittkräfte.
Wendeschneidplatten & Sorten
Wendeschneidplatten

LMMU11/16-MJ
- Maximale Schnitttiefe
– LNMU11-MJ: 9,7 mm
– LNMU16-MJ: 15,1 mm - Wendeschneidplatte mit 4 Schneiden
- Geringe Schnittkräfte und stabiler, glatter Schnitt
Haupt-Sorten
AH3135
![]()
![]()
- Hohe Bruchsicherheit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
AH725
![]()
![]()
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Zerspanungsfestigkeit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
AH120
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Geeignet für die Bearbeitung von Stahl, rostfreiem Stahl und Gusseisen unter allgemeinen Zerspanungsbedingungen
AH3225
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Geeignet für Stahl und rostfreien Stahl
AH8015
![]()
![]()
![]()
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Erste Wahl für die Bearbeitung hitzebeständiger Legierungen unter allgemeinen Schnittbedingungen
Fräs-Körper



Praxis-Beispiele
Beispiel 1
Automobilindustrie
| Werkstück: | Planetenträger |
| Material: | S35C |
| Fräser: | Sonderanfertigung (ø78 mm, z = 2) |
| Wendeschneidplatte: | LMMU160932PNER-MJ |
| Sorte: | AH3135 |
| Schnittbedingungen: | Vc = 250 (m/min) fz = 0.1 (mm/t) Vf = 200 (mm/min) ap = 40 (mm) ae = 30 (mm) Anwendung: Eintauchen Kühlmittel: Trocken Maschine: Vertikal M/C, BT50 |

Beispiel 2
Automobilindustrie
| Werkstück: | Getriebegehäuse |
| Material: | FCD450 / GGG45 / 450-10S |
| Fräser: | TPM11R200U0075A05 (ø50.8 mm, z = 5) |
| Wendeschneidplatte: | LMMU110708PNER-MJ |
| Sorte: | T1215 |
| Schnittbedingungen: | Vc = 175 (m/min) fz = 0.15 (mm/t) Vf = 840 (mm/min) ap = 4 (mm) ae = 20 (mm) Anwendung: Schulterfräsen Kühlmittel: Trocken Maschine: Vertikal M/C, BT50 |

Beispiel 3
Allgemeiner Maschinenbau
| Werkstück: | Gehäuse |
| Material: | Rostfreier Stahl |
| Fräser: | TPM16R100M31.7-06 (ø100, z = 6) |
| Wendeschneidplatte: | LMMU160908PNER-MJ |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 100 (m/min) fz = 0.3 (mm/t) Vf = – (mm/min) ap = 10 (mm) ae = 40 (mm) Anwendung: Schulterfräsen Kühlmittel: Trocken Maschine: Vertikal M/C, BT50 |

Standard-Schnittbedingungen
Bore, shank type
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
 |
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.05 – 0.3 | |
| – 200 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 200 HB | Fracture resistance | AH3135 | 100 – 250 | 0.05 – 0.3 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55,42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.05 – 0.25 | ||
| – 300 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 300 HB | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
| Prehardend steel NAK80, etc. PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 230 | 0.05 – 0.25 | ||
| 30 – 40 HRC | Wear resistance | T3225 | 120 – 350 | 0.05 – 0.2 | |||
| 30 – 40 HRC | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
 |
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135 | 90 – 180 | 0.05 – 0.25 | |
 |
Grey cast iron FC250, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.3 | |
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.2 | |||
| Ductile cast iron FCD400, FCD600, etc. 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 200 | 0.05 – 0.3 | ||
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.2 | |||
 |
Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH3135 | 30 – 60 | 0.05 – 0.2 | |
| Superalloys Inconel718, etc. |
– | First choice | AH8015 | 20 – 50 | 0.05 – 0.1 | ||
 |
Hardened steel | SKD61 / X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 45 – 70 | 0.05 – 0.15 |
| SKD11 / X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 40 – 65 | 0.05 – 0.1 | ||
Roughing type
| ISO | Workpiece materials | Hardness | Priority | Grades | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|
Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 200 HB | First choice | AH3225 | 100 – 300 | 0.05 – 0.25 | |
| – 200 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 200 HB | Fracture resistance | AH3135 | 100 – 250 | 0.05 – 0.25 | |||
| Carbon steel and alloy steel S55C, SCM440, etc. C55,42CrMo4, etc. |
– 300 HB | First choice | AH3225 | 100 – 250 | 0.05 – 0.2 | ||
| – 300 HB | Wear resistance | T3225 | 150 – 350 | 0.05 – 0.2 | |||
| – 300 HB | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
| Prehardend steel NAK80, etc. PX5, etc. |
30 – 40 HRC | First choice | AH3225 | 100 – 230 | 0.05 – 0.2 | ||
| 30 – 40 HRC | Wear resistance | T3225 | 120 – 350 | 0.05 – 0.2 | |||
| 30 – 40 HRC | Fracture resistance | AH3135 | 100 – 230 | 0.05 – 0.25 | |||
|
Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135 | 90 – 180 | 0.05 – 0.25 | |
|
Grey cast iron FC250, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 300 | 0.05 – 0.25 | |
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.25 | |||
| Ductile cast iron FCD400, FCD600, etc. 600-3, etc. |
150 – 250 HB | First choice | AH8015 | 100 – 200 | 0.05 – 0.25 | ||
| 150 – 250 HB | Wear resistance | T1215 | 120 – 350 | 0.05 – 0.25 | |||
|
Titanium alloys Ti-6AI-4V, etc. |
– | First choice | AH3135 | 30 – 60 | 0.05 – 0.15 | |
| Superalloys Inconel718, etc. |
– | First choice | AH8015 | 20 – 50 | 0.05 – 0.1 | ||
|
Hardened steel | SKD61 / X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | 30 – 60 | 0.05 – 0.15 |
| SKD11 / X153CrMoV12, etc. |
50 – 60 HRC | First choice | AH8015 | 25 – 55 | 0.05 – 0.1 | ||
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System