

Radiusfräser zum Profilfräsen von komplexen Teilen
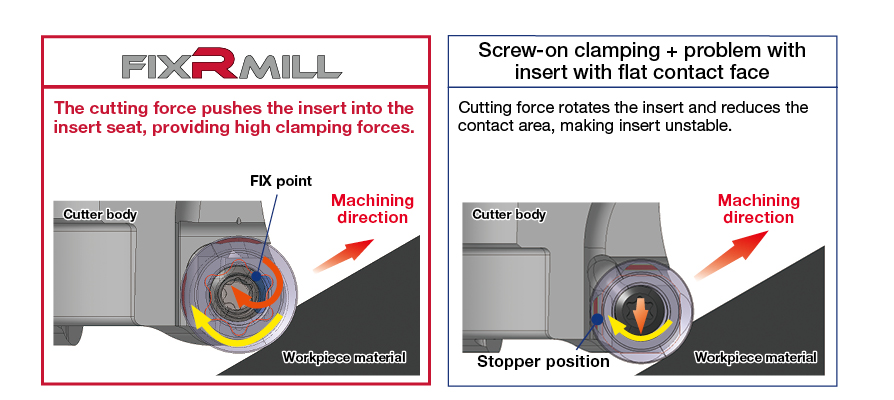
Innovatives und sicheres Anti-Rotations-System mit FIX-Wendeschneidplatte für hohe Stabilität der Klemmung
* FixRMill has an upgraded series. If you’re considering it, check out the new series page.

Anwendungen & Eigenschaften
Anwendungen








Eigenschaften
1. Anti-Rotations-System mit stabiler Klemmung
• Sicherer Wendeschneidplattensitz auf dem Überstand des Fräskörpers.
• Die Schneidkraft drückt die Wendeschneidplatte in Richtung Plattensitz, was zu einer stabilen Klemmung führt.
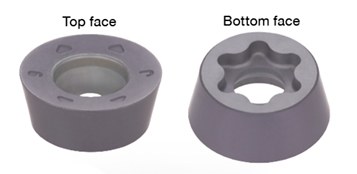
2. Runde Wendeschneidplatte mit 6 Fixierungen
• Zum Wechseln der Schneidkante muss die Schraube nicht entfernt werden.
3. Hohe Schnittgeschwindigkeit Vc bis zu 300 m/min (984 sfm)
Wendeschneidplatten & Sorten
Wendeschneidplatten

RPMT-MJ / -ML
- Die einzigartige Fixierung der Wendeschneidplatte im Plattensitz ermöglicht bis zu 6 Stellungen.
- Es sind zwei Arten von Spanbrechern erhältlich:
- MJ: Bearbeitung für allgemeine Zwecke
- ML: Bearbeitung mit geringer Schnittkraft
Sorten
AH725
![]()
![]()
- Für allgemeine Fräsarbeiten
- Bietet hohe Zuverlässigkeit bei der Bearbeitung von Stahl und Gusseisen
- Äußerst vielseitige Sorte mit ausgezeichneter Verschleiß- und Zerspanungsbeständigkeit
AH130
![]()
- Für das allgemeine Fräsen von rostfreiem Stahl
- Reduziert den Verschleiß von Kratern und Kerben
- Ermöglicht außergewöhnlich zuverlässiges Fräsen
AH4035
![]()
- Ideale Sorte für hochchromhaltige nichtrostende Stähle
- Neu entwickelte Sorte mit außergewöhnlicher Ausgewogenheit von Verschleiß- und Ausbruchsfestigkeit
- Reduziert drastisch Flankenverschleiß und Ausbrüche bei der Bearbeitung von rostfreien Stählen
Fräs-Körper

Modular

HRP-M (ø20 – ø32mm)
Radiusfräser Serie Modular (TungFlex) mit Anti-Rotation System
Bohrung

TRP (ø40 – ø66mm)
FixRMill Radiusfräser Serie Bohrungstyp mit Anti-Rotation System
Praxis-Beispiele
Beispiel 1
Werkzeug- und Formenbau
| Werkstück: | Werkzeugform |
| Material: | SKD61 / X40CrMoV5-1 |
| Fräser: | ERP12R032M32.0-03 |
| Wendeschneidplatte: | RPMT1204EN-ML |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 130 (m/min) fz = 0.4 (mm/Z) ap = 1.0 (mm) ae = 26.0 (mm) Anwendung: Profilfräsen Kühlmittel: Druckluft Maschine: Vertikale M/C, BT40 |

Beispiel 2
Allgemeiner Maschinenbau
| Werkstück: | Maschinenteil |
| Material: | Korrosionsbeständiger rostfreier Stahl |
| Fräser: | TRP12R050M22.0E05 |
| Wendeschneidplatte: | RPMT1204EN-ML |
| Sorte: | AH130 |
| Schnittbedingungen: | Vc = 200 (m/min) fz = 0.3 (mm/Z) ap = 1.0 (mm) ae = < 50 (mm) Anwendung: Profilfräsen auf gekrümmter Oberfläche Kühlmittel: Nass Maschine: 5 Achsen M/C, BT50 |

Beispiel 3
Allgemeiner Maschinenbau
| Werkstück: | Maschinenteil |
| Material: | SUS420J1 / X20Cr13 |
| Fräser: | TRP12R050M22.0E05 |
| Wendeschneidplatte: | RPMT1204EN-MJ |
| Sorte: | AH4035 |
| Schnittbedingungen: | Vc = 300 (m/min) fz = 0.5 (mm/Z) ap = 2.0 (mm) ae = < 50 (mm) Anwendung: Profilfräsen auf gekrümmter Oberfläche Kühlmittel: Druckluft Maschine: 5 Achsen M/C, BT50 |

Standard-Schnittbedingungen
| ISO | Material des Werkstücks | Härte | Priorität | Sorte | Spanbrecher | Schnittgeschw. Vc (m/min) |
Zahnvorschub fz (mm/Z) |
Werkzeug-Ø: øDc (mm), Drehzahl: n (min-1), Vorschubgeschwindigkeit: Vf (mm/min), Schnitttiefe: ap = 2.0 mm | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø20 | ø25 | ø32 | ø35 | ø40 | ø50 | ø63 | |||||||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | ||||||||||||
| E/HRP10 | E/HRP10, E/HRP12 | E/HRP10 | E/HRP12 | ERP10 | TRP10 | ERP12 | ERP16 | ERP12 | TRP12 | TRP16 | |||||||||||||||
| Kohlenstoffstähle (S45C / C45, S55C / C55 usw.) |
< 300 HB | Erste Wahl | AH725 | MJ | 120 – 250 | 0.3 – 0.7 | 2870 | 2870 | 2290 | 2290 | 1790 | 3580 | 2690 | 1640 | 3280 | 1430 | 3580 | 2860 | 1430 | 1150 | 2880 | 910 | 2730 | 2280 | |
| Vc = 180 m/min, fz = 0.5 mm/Z | |||||||||||||||||||||||||
| < 300 HB | Bruchfestigkeit | AH130 | MJ | 120 – 250 | 0.3 – 0.7 | 2870 | 2870 | 2290 | 2290 | 1790 | 3580 | 2690 | 1640 | 3280 | 1430 | 3580 | 2860 | 1430 | 1150 | 2880 | 910 | 2730 | 2280 | ||
| Vc = 180 m/min, fz = 0.5 mm/Z | |||||||||||||||||||||||||
| Legierte Stähle (SCM440 / 42CrMo4, SCr415 / 17Cr3 etc.) |
150 – 300 HB | Erste Wahl | AH725 | MJ | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | |
| Vc = 170 m/min, fz = 0.4 mm/Z | |||||||||||||||||||||||||
| 150 – 300 HB | Bruchfestigkeit | AH130 | MJ | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | ||
| Vc = 170 m/min, fz = 0.4 mm/Z | |||||||||||||||||||||||||
| Werkzeugstähle (SKD11 / X153CrMoV12 etc.) |
< 300 HB | – | AH725 | ML | 80 – 180 | 0.2 – 0.4 | 2070 | 1240 | 1660 | 1000 | 1290 | 1550 | 1160 | 1180 | 1420 | 1030 | 1550 | 1240 | 620 | 830 | 1250 | 660 | 1190 | 990 | |
| Vc = 130 m/min, fz = 0.3 mm/Z | |||||||||||||||||||||||||
| Rostfreie Stähle (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3 etc.) |
< 200 HB | Erste Wahl | AH130 | ML | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | |
| Vc = 170 m/min, fz = 0.4 mm/Z | |||||||||||||||||||||||||
| < 200 HB | Bruchfestigkeit | AH130 | MJ | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | ||
| Vc = 170 m/min, fz = 0.4 mm/Z | |||||||||||||||||||||||||
| Rostfreie Stähle (SUS430 / X6Cr17 etc.) |
< 200 HB | Erste Wahl | AH4035 | ML | 100 – 300 | 0.2 – 0.6 | 3180 | 2540 | 2550 | 2040 | 1990 | 3180 | 2390 | 1820 | 2910 | 1590 | 3180 | 2540 | 1270 | 1270 | 2540 | 1010 | 2420 | 2020 | |
| Vc = 200 m/min, fz = 0.4 mm/Z | |||||||||||||||||||||||||
| < 200 HB | Bruchfestigkeit | AH4035 | MJ | 100 – 300 | 0.2 – 0.6 | 3180 | 2540 | 2550 | 2040 | 1990 | 3180 | 2390 | 1820 | 2910 | 1590 | 3180 | 2540 | 1270 | 1270 | 2540 | 1010 | 2420 | 2020 | ||
| Vc = 200 m/min, fz = 0.4 mm/Z | |||||||||||||||||||||||||
| Grauguss (FC250 / GG25 / 250 etc.) |
150 – 250 HB | – | AH725 | ML | 120 – 250 | 0.3 – 0.7 | 2870 | 2870 | 2290 | 2290 | 1790 | 3580 | 2690 | 1640 | 3280 | 1430 | 3580 | 2860 | 1430 | 1150 | 2880 | 910 | 2730 | 2280 | |
| Vc = 180 m/min, fz = 0.5 mm/Z | |||||||||||||||||||||||||
| Kugelgraphitguss (FCD400 / GGG40 etc.) |
150 – 250 HB | – | AH725 | ML | 100 – 200 | 0.3 – 0.7 | 2390 | 2390 | 1910 | 1910 | 1490 | 2980 | 2240 | 1360 | 2720 | 1190 | 2980 | 2380 | 1190 | 950 | 2380 | 760 | 2280 | 1900 | |
| Vc = 150 m/min, fz = 0.5 mm/Z | |||||||||||||||||||||||||
| Gehärtete Stähle (SKD61 / X40CrMoV5-1 etc.) |
40 – 50 HRC | – | AH725 | MJ | 60 – 140 | 0.1 – 0.3 | 1590 | 630 | 1270 | 510 | 990 | 790 | 590 | 910 | 730 | 800 | 800 | 640 | 320 | 640 | 640 | 510 | 610 | 510 | |
| Vc = 100 m/min, fz = 0.2 mm/Z | |||||||||||||||||||||||||
| Gehärtete Stähle (SKD11 / X153CrMoV12 etc.) |
50 – 60 HRC | – | AH725 | MJ | 20 – 60 | 0.05 – 0.2 | 640 | 150 | 510 | 120 | 400 | 190 | 140 | 360 | 170 | 320 | 190 | 150 | 75 | 250 | 150 | 200 | 140 | 120 | |
| Vc = 40 m/min, fz = 0.12 mm/Z | |||||||||||||||||||||||||
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
Metrisch
Imperial

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System