

Ideal zum Planfräsen von Stahl und Gusseisen
Ein einziger Fräskörper mit 4 Wendeschneidplatten-Optionen erweitert den Anwendungsbereich

Anwendungen & Eigenschaften
Anwendungen


Eigenschaften
1. Wendeschneidplatten sind in einseitiger oder doppelseitiger Ausführung erhältlich
- ONMU / ONHU: Doppelseitige, achteckige Wendeschneidplatten (Wirtschaftlihckeit)
- SNMU / SNHU: Doppelseitige, quadratische Wendeschneidplatten (große Schnitttiefen)
- OWMT: Einseitige, achteckige Wendeschneidplatte (mit geringer Schnittlast, hohen Vorschüben)
2. Erweitertes Angebot an Fräskörpern
• Inklusive Fräser-Durchmesser >ø315 mm oder extra enge Zahnung für effektives Gussfräsen.

Für allgemeine Zwecke
Die optimierte Ausrichtung des Kühlmittelauslasses, der sich in einem großen Spänekanal befindet, ermöglicht eine reibungslose Spanabfuhr. Die große Klemmschraube erhöht die Sicherheit der Wendeschneidplatte.
Fräser-Durchmesser: ø80 mm – ø315 mm

Für effizientes Fräsen von Gusseisen
Bietet eine doppelt so hohe Wendeschneidplatte wie ein schraubenspannender Fräser mit einfachem Wechsel.
Fräser-Durchmesser: ø80 mm – ø200 mm
Wendeschneidplatten & Sorten
Wendeschneidplatten

ONHU07-W
- Wendeschneidplatte mit 8 Schneidkanten für ONMU/ONHU-WSP
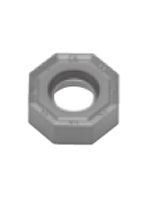
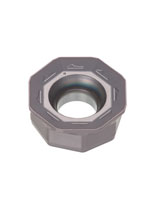
ON*U07-MJ / -ML
- Wirtschaftliche doppelseitige, achteckige Wendeschneidplatte , 16 Schneidkanten
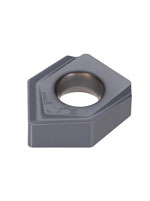
OWMT08-HJ
- Achteckige Wendeschneidplatten mit positiver Geometrie und HJ-Spanbrecher, 8 Schneidkanten

OWMT08-ML
- Achteckige, positive Wendeschneidplatten mit ML-Spanbrecher, 8 Schneidkanten verfügbar
SNHU17-W
- Doppelseitige Wendeschneidplatte mit 2 Schneidkanten bei Verwendung mit SNMU/SNHU-WSP
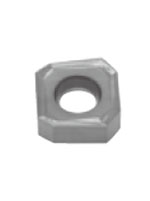
SN*U17-MJ / -ML
- Doppelseitige Wendeschneidplatten mit großer Schnitttiefe
Haupt-Sorten
AH3135
![]()
![]()
- Hohe Bruchsicherheit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
T3225
![]()
![]()
- Hohe Zerspanungs- und Bruchsicherheit
- Geeignet zum Fräsen von Stahl und rostfreiem Stahl
AH120
![]()
![]()
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Geeignet für die Bearbeitung von Stahl, rostfreiem Stahl und Gusseisen unter allgemeinen Zerspanungsbedingungen
Fräs-Körper
Bohrung

TAN07 (ø63 – ø315mm)
45-Grad-Schraubenklemm-Planfräser mit doppelseitigen achteckigen oder quadratischen Wendeschneidplatten
Bohrung

TAN07-W (ø63 – ø200mm)
45-Grad-Klemmkeil-Planfräser mit doppelseitigen achteckigen oder quadratischen Wendeschneidplatten
Praxis-Beispiele
Beispiel 1
Automobilindustrie
| Werkstück: | Zylinderblock |
| Material: | FC250 |
| Fräser: | TAN07R160M50.8-15 (ø160 mm, z = 15) |
| Wendeschneidplatte: | ONHU0705ANTN-ML |
| Sorte: | AH120 |
| Schnittbedingungen: | Vc = 180 (m/min) fz = 0.18 → 0.2 (mm/Z) Vf = 780 → 1080 (mm/min) ap = 3 (mm) ae = 100 (mm) Anwendung: Planfräsen Kühlmittel: Trocken Maschine: Vertikal M/C, BT50 |

Beispiel 2
Automobilindustrie
| Werkstück: | Kurbelwelle |
| Material: | SCM435 / 34CrMo4 |
| Fräser: | TAN07R100M31.7-07 (ø100 mm, z = 7) |
| Wendeschneidplatte: | ONMU0705ANPN-ML |
| Sorte: | AH3135 |
| Schnittbedingungen: | Vc = 80 (m/min) fz = 0.18 (mm/Z) Vf = 320 (mm/min) ap = 3 (mm) ae = 75 (mm) Anwendung: Planfräsen Kühlmittel: Nass Maschine: Spezialisierte Maschine |

Beispiel 3
Allgemeiner Maschinenbau
| Werkstück: | Bogen |
| Material: | SCS10 / 25Cr5NiMoN |
| Fräser: | TAN07R200M47.6-12 (ø200 mm, z = 12) |
| Wendeschneidplatte: | OWMT0807AAER-ML |
| Sorte: | AH3135 |
| Schnittbedingungen: | Vc = 70 (m/min) fz = 0.2 (mm/Z) Vf = 267 (mm/min) ap = 1 (mm) ae = 180 (mm) Anwendung: Planfräsen Kühlmittel: Nass Maschine: Horizontal M/C, BT50 |

Standard-Schnittbedingungen
Negative type
| ISO | Workpiece material | Hardness | Priority | Recommendation | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|
|---|---|---|---|---|---|---|---|
| Grade | Chipbreaker | ||||||
| Low carbon steel S15C, SS400, etc. C15E4, E275A, etc. |
– 200HB | First choice | AH3225 | MJ | 100 – 250 | 0.2 – 0.5 | |
| – 200HB | Fracture resistance | AH3135 | MJ | 100 – 250 | 0.2 – 0.5 | ||
| – 200HB | Wear resistance | T3225 | MJ | 200 – 350 | 0.2 – 0.4 | ||
| – 200HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.2 – 0.4 | ||
| High carbon steel S45C, S55C, etc. C45, C55, etc. |
200 – 300 HB | First choice | AH3225 | MJ | 100 – 230 | 0.2 – 0.4 | |
| 200 – 300 HB | Fracture resistance | AH3135 | MJ | 100 – 230 | 0.2 – 0.4 | ||
| 200 – 300 HB | Wear resistance | T3225 | MJ | 180 – 300 | 0.2 – 0.4 | ||
| 200 – 300 HB | Low cutting force | AH3225 | ML | 100 – 230 | 0.2 – 0.4 | ||
| Alloy steel SCM440, SCr415, etc. 42CrMo4, 17Cr3, etc. |
150 – 330 HB | First choice | AH3225 | MJ | 100 – 200 | 0.2 – 0.4 | |
| 150 – 330 HB | Fracture resistance | AH3135 | MJ | 100 – 200 | 0.2 – 0.4 | ||
| 150 – 330 HB | Wear resistance | T3225 | MJ | 150 – 250 | 0.2 – 0.4 | ||
| 150 – 330 HB | Low cutting force | AH3225 | ML | 100 – 200 | 0.2 – 0.4 | ||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– 200HB | First choice | AH3135 | MJ | 100 – 200 | 0.1 – 0.3 | |
| – 200HB | Wear resistance | T3225 | MJ | 100 – 250 | 0.1 – 0.3 | ||
| Grey cast iron FC350, FC450 etc. GG35, GG45, etc. |
150 – 250HB | First choice | AH8015 | MJ | 100 – 250 | 0.1 – 0.5 | |
| 150 – 250HB | Wear resistance | T1215 | MJ | 150 – 300 | 0.1 – 0.5 | ||
| 150 – 250HB | Low cutting force | AH8015 | ML | 100 – 250 | 0.1 – 0.5 | ||
| Ductile cast iron FCD600, etc. 600-3, etc. |
150 – 300HB | First choice | AH8015 | MJ | 80 – 200 | 0.1 – 0.5 | |
| 150 – 300HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.5 | ||
| 150 – 300HB | Low cutting force | AH8015 | ML | 80 – 200 | 0.1 – 0.5 | ||
| Titanium alloy Ti-6Al-4V, etc. |
– HRC 40 | First choice | AH3135 | ML | 30 – 60 | 0.1 – 0.3 | |
| Heat resistant alloy Inconel718, etc. |
– HRC 40 | First choice | AH8015 | ML | 10 – 40 | 0.05 – 0.15 | |
| Hardened steel | 40 – 50HRC | First choice | AH8015 | MJ | 80 – 130 | 0.1 – 0.2 | |
| 40 – 50HRC | Fracture resistance | AH3225 | MJ | 80 – 130 | 0.1 – 0.2 | ||
| 50 – 60HRC | First choice | AH8015 | MJ | 50 – 70 | 0.05 – 0.1 | ||
Positive type
| ISO | Workpiece material | Hardness | Priority | Grade | Cutting speed Vc (m/min) |
Feed per tooth: fz (mm/t) | |
|---|---|---|---|---|---|---|---|
| ML | HJ* | ||||||
| Low carbon steel S15C, SS400, etc. C15E, etc. |
– 200HB | First choice | AH3135 | 100 – 300 | 0.1 – 0.4 | 0.5 – 1.5 | |
| High carbon steel S45C, S55C, etc. C45, C55, etc. |
200 – 300 HB | First choice | AH3135 | 100 – 230 | 0.1 – 0.3 | 0.5 – 1.5 | |
| Alloy steel SCM440, SCr415, etc. 42CrMo4, 17Cr3, etc. |
150 – 330 HB | First choice | AH3135 | 100 – 200 | 0.1 – 0.3 | 0.5 – 1.5 | |
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– 200HB | First choice | AH3135 | 100 – 150 | 0.1 – 0.3 | 0.3 – 0.7 | |
| – 200HB | Fracture resistance | AH130 | 100 – 150 | 0.1 – 0.3 | – | ||
| Grey cast iron FC350, FC450 etc. GG35, GG45, etc. |
150 – 250HB | First choice | AH3135 | 100 – 250 | 0.1 – 0.4 | 0.5 – 1.5 | |
| Ductile cast iron FCD600, etc. 600-3, etc. |
150 – 250HB | First choice | AH3135 | 80 – 200 | 0.1 – 0.3 | 0.5 – 1.5 | |
| Titanium alloy Ti-6Al-4V, etc. |
– HRC 40 | First choice | AH3135 | 30 – 60 | 0.1 – 0.3 | 0.3 – 0.7 | |
| – HRC 40 | Fracture resistance | AH130 | 30 – 60 | 0.1 – 0.3 | – | ||
| Heat resistant alloy Inconel718, etc. |
– HRC 40 | First choice | AH3135 | 10 – 40 | 0.05 – 0.15 | 0.1 – 0.3 | |
| – HRC 40 | Fracture resistance | AH130 | 10 – 40 | 0.05 – 0.15 | – | ||
| Hardened steel | 40 – 50HRC | First choice | AH3135 | 80 – 130 | – | 0.1 – 0.3 | |
| 50 – 60HRC | First choice | AH3135 | 50 – 70 | – | 0.03 – 0.07 | ||
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
Metrisch
Imperial

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System