

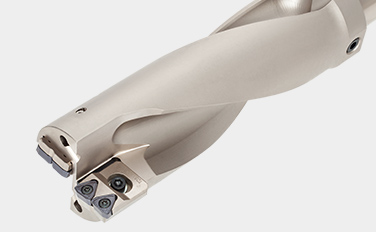
Eine breite Palette von Wendebohrern für verschiedene Anwendungen
Das gedrehte Kühlmittelloch im Bohrerkörper sorgt für eine hervorragende Spanabfuhr und Oberflächengüte

Anwendungen & Eigenschaften
Anwendungen


Eigenschaften
1. Vielseitiges Angebot an Bohrern für verschiedene Anwendungen
- Bohrerdurchmesser: ø12,5 – ø 54,0 mm
- L/D = 2, 3, 4, 5

Eine große Auswahl an Spanbrechern und Sorten bietet eine hohe Vielseitigkeit.
2. Ausgezeichnete Späneabfuhr
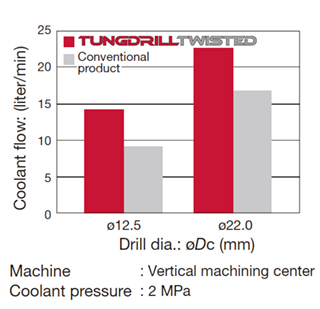
Die Kühlmittelbohrung erhöht den Kühlmittelfluss um das 1,5-fache, was die Spanabfuhr verbessert und zu einer hervorragenden Oberflächengüte führt.
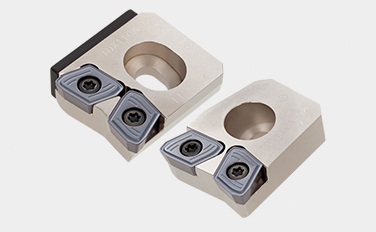
3. TungDrillBig
Bohrkörper mit verstellbarer Kartusche deckt Lochdurchmesserbereiche von: øDc: ø55 mm – ø80 mm, L/D = 2,5

-
Hohe Stabilität und optimierte Wendeschneidplattenposition
Bietet ausgewogene Schnittkräfte und stabile Bearbeitungsbedingungen für eine hochpräzise Lochherstellung.

-
Einstellbarer Werkzeugdurchmesser
TungDrillBig verfügt über 5 Bohrergrößen, die eine Reihe von Setzplatten in einem Durchmesserbereich von ø55 mm – ø80 mm aufnehmen können.

-
Vielfältige Gestaltungsmöglichkeiten
Kartuschen des Typs TungDrill-Twisted und TungDrill-Six können am selben Werkzeug angebracht werden.
Wendeschneidplatten & Sorten
Wendeschneidplatten
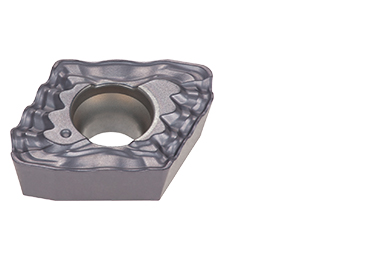
Wendeschneidplatten für Anfas-Ring

XHGX090700R-45A
Wendeschneidplatten für das Anfaswerkzeug TDXCF
Haupt-Sorten
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Gutes Gleichgewicht zwischen Verschleiß- und Ausbruchsfestigkeit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
T1115
![]()
- K10 – K25
- Hohe Verschleißfestigkeit
- Geeignet zum Fräsen von Grauguss
AH7020
![]()
![]()
- Verschleißfeste Sorte, die eine Hochgeschwindigkeitsbearbeitung von Stahl und Grauguss ermöglicht. Verbesserte Bearbeitungseffizienz ohne Kompromisse bei der Werkzeugstandzeit.
AH7030
![]()
![]()
![]()
![]()
![]()
- Die Sorte ist extrem bruchfest und bietet Sicherheit bei instabilen Bohrungen, die sonst zu Kantenausbrüchen führen könnten.
AH6030
![]()
![]()
- M25 – M35 / S15 – S30
- Hohe Bruchsicherheit
- Geeignet zum Bohren von rostfreiem Stahl und hitzebeständigen Legierungen unter allgemeinen Schnittbedingungen
AH9030
![]()
![]()
- P15 – P35 / K10 – K25
- Hohe Verschleißfestigkeit
- Geeignet zum Bohren von Stahl und Gusseisen mit hoher Geschwindigkeit
GH130
![]()
![]()
![]()
- P25 – P40 / M25 – M40 / K25 – K40
- Hohe Zerspanungs- und Bruchsicherheit
- Geeignet für Stahl, rostfreien Stahl und Gusseisen
Bohrkörper & Zubehör



Praxis-Beispiele
Beispiel 1
Automobilindustrie
| Werkstücke: | Ritzel |
| Material: | SCM435 / 34CrMo4 |
| Bohrer: | TDX185F25-2 |
| Wendeschneidplatte: | XPMT06X308R-DW |
| Sorte: | AH9030 |
| Schnittbedingungen: | Vc = 160 (m/min) f = 0.11 (mm/U) Vf = 300 (mm/min) H = 18 (mm) Kühlmittel: Nass Maschine: NC-Drehmaschine |

Beispiel 2
Automobilindustrie
| Werkstück: | Adapter |
| Material: | S33C |
| Bohrer: | TDX200F25-3 |
| Wendeschneidplatte: | XPMT06X308R-DJ |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 138 (m/min) f = 0.06 (mm/U) Vf = 132 (mm/min) H = 25 (mm) Kühlmittel: Nass Maschine: Sondermaschine |

Beispiel 3
Automobilindustrie
| Werkstück: | Pleuelstange |
| Material: | S55C |
| Bohrer: | TDX200F25-3 |
| Wendeschneidplatte: | XPMT06X308R-DW |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 90 (m/min) f = 0.06 (mm/U) Vf = 86 (mm/min) H = 22 (mm) Kühlmittel: Nass Maschine: Sondermaschine |

Standard-Schnittbedingungen
Empfohlene Wendeschneidplatte
| ISO | Material des Werkstücks | Erste Wahl | Verschleißfestigkeit | Spankontrolle |
|---|---|---|---|---|
 |
Stahl mit niedrigem Kohlenstoffgehalt (C ≤ 0.3%) | DJ AH7030 | DJ AH7020 | DW AH7030 / DG AH725 |
| Kohlenstoffstahl (C > 0,3%), Niedriglegierter Stahl, Legierter Stahl |
DJ AH7030 | DJ AH7020 | DW AH7030 | |
 |
Rostfreier Stahl | DS AH7030 | DS AH7020 | DJ AH7030 |
 |
Grauguss | DJ AH7020 | DJ T1115 | – |
| Kugelgraphitguss | DJ AH7030 | DJ AH7020 | – | |
 |
Aluminiumlegierung | DJ AH725 | – | DG AH725 |
 |
Hitzebeständige Legierungen, Titan-Legierungen |
DJ AH7030 | DJ AH7020 | – |
 |
Gehärteter Stahl | DJ AH7030 | DJ AH7020 | – |
Standard-Schnittbedingungen
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) |
Serie L/D |
Vorschub: f (mm/U) | ||||
|---|---|---|---|---|---|---|---|---|---|
| ø12.5 – ø14.5 | ø15 – ø17 | ø17.5 – ø26 | ø27 – ø32 | ø33 – ø54 | |||||
|
Stähle mit niedrigem Kohlenstoffgehalt (C < 0.3) SS400, SM490, S25C, etc. st42-1, St52-3, C25, etc. |
– 200 HB | 160 – 320 | 2D, 3D | 0.02 – 0.06 | 0.02 – 0.06 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.02 – 0.06 | 0.02 – 0.06 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 | ||||
| Kohlenstoffstähle (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
– 300 HB | 80 – 250 | 2D, 3D | 0.04 – 0.1 | 0.04 – 0.12 | 0.06 – 0.13 | 0.06 – 0.15 | 0.08 – 0.18 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.1 | 0.06 – 0.12 | 0.08 – 0.14 | ||||
| Stahl mit niedrigem Legierungsgehalt SCM415, etc. |
– 200 HB | 160 – 250 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.14 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.14 | ||||
| Legierte Stähle SCM440, SCr420, etc. 42CrMo4, 20Cr4, etc. |
– 300 HB | 80 – 200 | 2D, 3D | 0.04 – 0.1 | 0.04 – 0.12 | 0.06 – 0.13 | 0.06 – 0.15 | 0.08 – 0.18 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.06 – 0.1 | 0.06 – 0.12 | 0.08 – 0.14 | ||||
|
Rostfreie Stähle (austenitisch) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-2, etc. |
– 200 HB | 100 – 200 | 2D, 3D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 |
| 4D, 5D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | ||||
| Rostfreie Stähle (martensitisch und ferritisch) SUS430, SUS416, etc. X6Cr17, X20Cr13, etc. |
– 200 HB | 100 – 220 | 2D, 3D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | |
| 4D, 5D | 0.02 – 0.08 | 0.02 – 0.08 | 0.04 – 0.1 | 0.04 – 0.12 | 0.04 – 0.12 | ||||
| Rostfreie Stähle (Ausscheidungshärtung) SUS630, etc. X5CrNiCuNb16-4, etc. |
– | 80 – 120 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.06 – 0.1 | |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.06 – 0.1 | ||||
|
Grauguss FC250, etc., 250, etc. |
150 – 250 HB | 80 – 250 | 2D, 3D | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.15 | 0.06 – 0.18 | 0.08 – 0.2 |
| 4D, 5D | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.12 | 0.06 – 0.14 | 0.08 – 0.16 | ||||
| Kugelgraphitguss FCD700, etc., 600-3, etc. |
150 – 250 HB | 80 – 200 | 2D, 3D | 0.04 – 0.12 | 0.04 – 0.12 | 0.06 – 0.15 | 0.06 – 0.18 | 0.08 – 0.2 | |
| 4D, 5D | 0.04 – 0.1 | 0.04 – 0.1 | 0.06 – 0.12 | 0.06 – 0.14 | 0.08 – 0.16 | ||||
|
Aluminiumlegierung A2017, ADC12, etc. AlCu4SiMg, AlSi11Cu3, etc. |
– | 200 – 400 | 2D, 3D | 0.1 – 0.12 | 0.1 – 0.15 | 0.15 – 0.2 | 0.15 – 0.2 | 0.15 – 0.25 |
| 4D, 5D | 0.08 – 0.12 | 0.08 – 0.12 | 0.12 – 0.16 | 0.12 – 0.16 | 0.12 – 0.2 | ||||
|
Hitzebeständige Legierungen Inconel 718, etc. |
– 40 HRC | 20 – 60 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 | ||||
| Titan-Legierungen Ti-6Al-4V, etc. |
– 40 HRC | 40 – 120 | 2D, 3D | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.12 | 0.06 – 0.12 | 0.06 – 0.12 | |
| 4D, 5D | 0.06 – 0.08 | 0.06 – 0.08 | 0.06 – 0.1 | 0.06 – 0.1 | 0.06 – 0.1 | ||||
|
Gehärteter Stahl | – 50 HRC | 40 – 100 | 2D, 3D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | 0.04 – 0.1 | 0.04 – 0.1 |
| 4D, 5D | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.08 | ||||
Standard-Schnittbedingungen für DG-Spanbrecher
| ISO | Material des Werkstücks | Härte | Schnittgeschw. Vc (m/min) |
Serie L/D |
Vorschub: f (mm/U) | |
|---|---|---|---|---|---|---|
| ø27 – ø32 | ø33 – ø54 | |||||
|
Stähle mit niedrigem Kohlenstoffgehalt (C < 0.3) SS400, SM490, S25C, etc. st42-1, St52-3, C25, etc. |
– 200 HB | 60 – 180 | 2D, 3D 4D, 5D |
0.04 – 0.1 | |
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
e-Katalog
Metrisch
Imperial
TungDrillBig (Metrisch)
TungDrillBig (Imperial)

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System