

Wechselkopf-Tieflochbohrer mit außergewöhnlicher Effizienz
DeepTri-Drill, die einfach zu handhabende, Wechselkopf-Bohrer Serie, bietet hervorragende Leistung, außergewöhnliche Effizienz und Stabilität beim Tieflochbohren



Anwendungen & Eigenschaften
Anwendungen
Eigenschaften
1. Große Auswahl an Optionen für verschiedene Tiefbohranwendungen

2. Höchste Effizienz
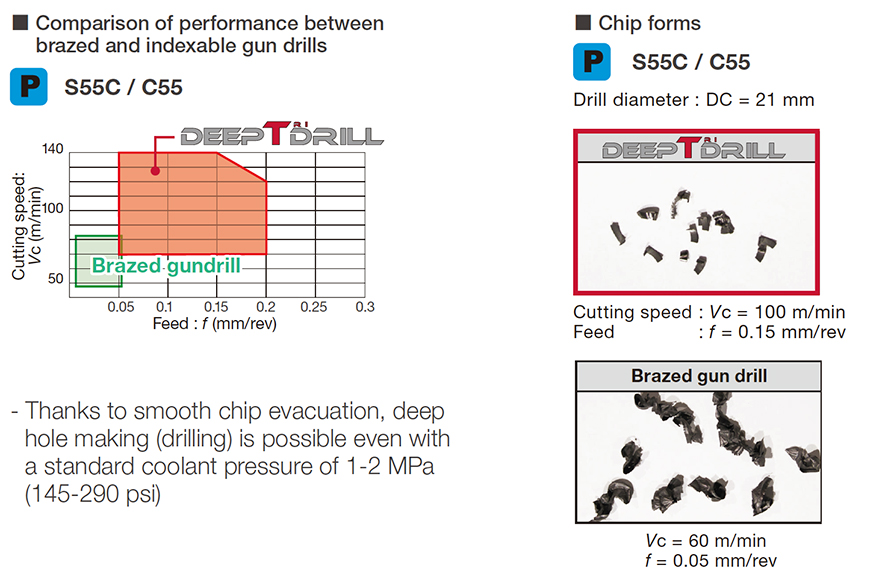
- Einzigartiger Spanbrecher und Spänesplitter an der Schneide ermöglichen eine beeindruckende Spankontrolle bei jedem Vorschub, insbesondere bei höheren Vorschüben
- Dank der reibungslosen Spanabfuhr ist Tiefbohren auch bei einem Standard-Kühlmitteldruck von 1-2 MPa (145-290 psi) möglich
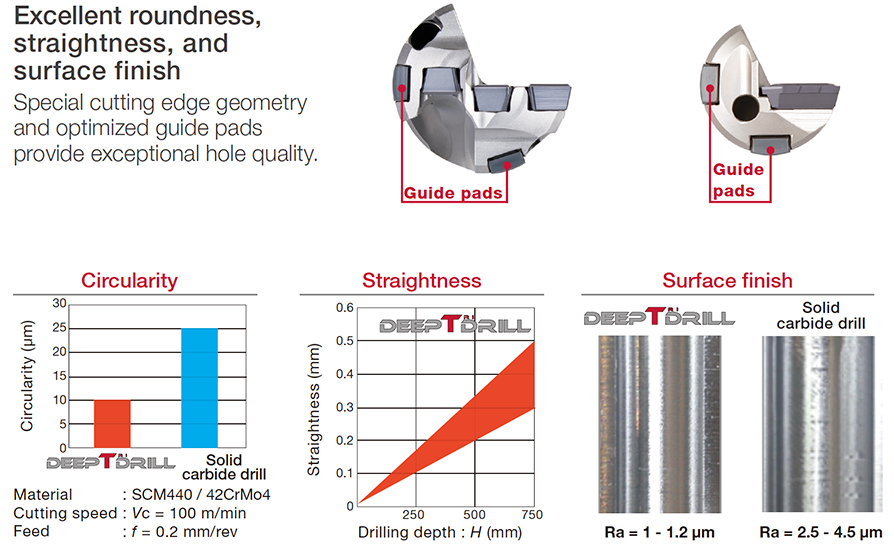
3. Ausgezeichnete Rundheit, Geradheit und Oberflächengüte
– Eine spezielle Schneidengeometrie und optimierte Führungsleisten sorgen für eine außergewöhnliche Lochqualität.
Wendeschneidplatten & Sorten
Wendeschneidplatten

TOHT-NDJ/NDL
- Wendeschneidplatte mit 3 Schneiden mit Spanbrecher
LOGT-NDJ
- Wendeschneidplatte mit 2 Schneiden mit Spanbrecher
ZSGT-NDJ
- Einseitige Wendeschneidplatte mit Spanbrecher

FBM/FBH
- Optimiertes Spanbrecherdesign für Tieflochbohren

Führungsplatte
Haupt-Sorten
AH9130
![]()
![]()
![]()
![]()
- P15 – P35 / M25 – M35 / K10 – K25 / S15 – S30
- Hohe Verschleißfestigkeit
- Entwickelt für das Bohren verschiedener Materialien
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Gutes Gleichgewicht zwischen Verschleiß- und Zerspanungsfestigkeit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
FH3125 (Für Führungsplatten)
- Erste Empfehlung
- Hohe Standzeit durch einzigartiges Substrat und Beschichtung
FH3135 (Für Führungsplatten)
- Hohe Bruchsicherheit
- Erste Wahl bei Verwendung wasserlöslicher Kühlmittel
Bohr-Körper
Allgemeines Bohren

MCTR (ø8 – ø40 mm)
– Für Drehmaschinen und Bearbeitungszentren
• L/D = 8 – 45

Praxis-Beispiele
Beispiel 1
Wärmetauscher-Industrie
| Werkstück: | Rohrbogen |
| Material: | SUS304 / X5CrNi18-9 |
| Bohrer: | MCTR20.00XM32-10 |
| Wendeschneidplatte: | TOHT090305R-NDL |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 80 (m/min) f = 0.04 (mm/U) Vf = 53 (mm/min) H = 200 (mm) Kühlmittel: Nass Maschine: Horizontal M/C |

Beispiel 2
Werkzeug- und Formenbau
| Werkstück: | Plastikform |
| Material: | SKD61 / X40CrMoV5-1 (45 HRC) |
| Bohrer: | TRLGCH18.00X1500-36A |
| Wendeschneidplatte: | TOHT080305R-NDJ |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 62 (m/min) f = 0.04 (mm/U) Vf = 44 (mm/min) H = 700 (mm) Kühlmittel: Nass Maschine: Horizontal M/C |

Beispiel 3
Automobilindustrie
| Werkstück: | Welle |
| Material: | SCM420H |
| Bohrer: | MCTR12.00XM20-20 |
| Wendeschneidplatte: | LOGT060204R-NDJ |
| Sorte: | AH725 |
| Schnittbedingungen: | Vc = 150 (m/min) f = 0.13 (mm/U) Vf = 517 (mm/min) øDc = 12 (mm) H = 233 (mm) Kühlmittel: Nass Maschine: Vertical M/C |

Standard-Schnittbedingungen
Bohrer-Ø : DC = ø7.94 – ø9.99 mm
| ISO | Material des Werkstücks | Spanbrecher | Sorte | Schnittgeschw. Vc (m/min) |
Vorschub f (mm/U) |
|---|---|---|---|---|---|
| Stahl mit niedrigem Kohlenstoffgehalt (C < 0,3) SS400, SM490, S25C, etc. E275A, C25, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | |
| Kohlenstoffstahl (C > 0,3) S45C, S55C, etc. C45, C55, usw. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.14 | |
| Niedrig legierter Stahl (C < 0,3) SCM415, 18CrMo4, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | |
| Legierter Stahl (C > 0,3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.14 | |
| Rostfreier Stahl (austenitisch) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, usw. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Rostfreier Stahl (martensitisch, ferritisch) SUS430, SUS416, etc. X6Cr17, X12CrS13, usw. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Rostfreier Stahl (Ausscheidungshärtung) SUS630, X5CrNiCuNb16-4, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Grauguss FC250, GG25, 250, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.2 | |
| Kugelgraphitguss FCD700, 700-2, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.2 | |
| Aluminium-Legierungen | NDJ | AH9130 | 60 – 100 | 0.05 – 0.18 | |
| Hitzebeständige Legierungen Inconel 718, usw. |
NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 | |
| Titanlegierungen Ti-6Al-4V, usw. |
NDJ | AH9130 | 30 – 60 | 0.04 – 0.1 | |
| Gehärteter Stahl ≥ 40HRC |
NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 |
*Empfehlungen für Kühlschmierstoffe beim Bohren von rostfreiem Stahl:
– Öl-Kühlschmierstoff hat Vorrang.
– Wasserlöslicher Kühlschmierstoff muss einen Ölanteil von mindestens 20 % enthalten.
Bohrer-Ø : DC = ø10 – ø28 mm
| ISO | Material des Werkstücks | Priorität | Span-
brecher |
Sorte | Schnittgeschw.
Vc (m/min) |
Vorschub :f (mm/U) | |||
|---|---|---|---|---|---|---|---|---|---|
| ø10 – ø11.8 | ø11.81 – ø13.99 | ø14 – ø18 | ø18.01 – ø28 | ||||||
| Stahl mit niedrigem Kohlenstoffgehalt (C < 0,3) SS400, SM490, S25C, etc. E275A, C25, usw. |
Niedriger Vorschub | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.1 | |
| Erste Wahl | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Kohlenstoffstahl (C > 0,3) S45C, S55C, etc. C45, C55, usw. |
Niedriger Vorschub | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| Erste Wahl | NDJ | AH9130 | 80 – 140 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Niedrig legierter Stahl (C < 0,3) SCM415, 18CrMo4, etc. |
Niedriger Vorschub | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.12 | 0.08 – 0.1 | |
| Erste Wahl | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Legierter Stahl (C > 0,3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
Niedriger Vorschub | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| Erste Wahl | NDJ | AH9130 | 80 – 120 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Rostfreier Stahl (austenitisch) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, usw. |
Niedriger Vorschub | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| Erste Wahl | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Rostfreier Stahl (martensitisch, ferritisch) SUS430, SUS416, etc. X6Cr17, X12CrS13, usw. |
Niedriger Vorschub | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| Erste Wahl | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Rostfreier Stahl (Ausscheidungshärtung) SUS630, X5CrNiCuNb16-4, etc. |
Niedriger Vorschub | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| Erste Wahl | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Grauguss FC250, GG25, 250, etc. |
Niedriger Vorschub | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| Erste Wahl | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Kugelgraphitguss FCD700, 700-2, etc. |
Niedriger Vorschub | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| Erste Wahl | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Aluminium-Legierungen | Niedriger Vorschub | NDL | AH725 | 80 – 160 | – | – | 0.03 – 0.15 | 0.03 – 0.15 | |
| Erste Wahl | NDJ | AH9130 | 100 – 200 | 0.05 – 0.18 | 0.05 – 0.2 | 0.08 – 0.22 | 0.1 – 0.25 | ||
| Hitzebeständige Legierungen Inconel 718, usw. |
Niedriger Vorschub | NDL | AH725 | 20 – 50 | – | – | 0.03 – 0.06 | 0.03 – 0.08 | |
| Erste Wahl | NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
| Titanlegierungen Ti-6Al-4V, usw. |
Niedriger Vorschub | NDL | AH725 | 30 – 60 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| Erste Wahl | NDJ | AH9130 | 30 – 60 | 0.04 – 0.1 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.15 | ||
| Gehärteter Stahl ≥ 40HRC |
Niedriger Vorschub | NDL | AH725 | 40 – 100 | – | – | 0.03 – 0.08 | 0.03 – 0.08 | |
| Erste Wahl | NDJ | AH9130 | 50 – 100 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
Beim Querlochbohren unter niedrigen Vorschubbedingungen wird die Verwendung von NDL-Spänebrechern empfohlen.
*Empfehlungen für Kühlschmierstoffe beim Bohren von rostfreiem Stahl:
– Öl-Kühlschmierstoff hat Vorrang.
– Wasserlöslicher Kühlschmierstoff muss einen Ölanteil von mindestens 20 % enthalten.
Bohrer-Ø : DC = ø28.01 – ø40 mm
| ISO | Material des Werkstücks | Priorität | Zentrum | Mittel | Außen | Cutting speed Vc (m/min) |
Vorschub f (mm/U) | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Span-
brecher |
Sorte | Span-
brecher |
Sorte | Span-
brecher |
Sorte | ø28.01 – ø40 | ||||
| Stahl mit niedrigem Kohlenstoffgehalt (C < 0,3) SS400, SM490, S25C, etc. E275A, C25, usw. |
Niedriger Vorschub | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| Erste Wahl | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.25 | ||
| Kohlenstoffstahl (C > 0,3) S45C, S55C, etc. C45, C55, usw. |
Niedriger Vorschub | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.12 | |
| Erste Wahl | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.3 | ||
| Niedrig legierter Stahl (C < 0,3) SCM415, 18CrMo4, etc. |
Niedriger Vorschub | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| Erste Wahl | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.25 | ||
| Legierter Stahl (C > 0,3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
Niedriger Vorschub | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.12 | |
| Erste Wahl | G | AH725 | G | AH725 | G | AH725 | 80 – 120 | 0.1 – 0.3 | ||
| Rostfreier Stahl (austenitisch) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, usw. |
Niedriger Vorschub | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| Erste Wahl | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Rostfreier Stahl (martensitisch, ferritisch) SUS430, SUS416, etc. X6Cr17, X12CrS13, usw. |
Niedriger Vorschub | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| Erste Wahl | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Rostfreier Stahl (Ausscheidungshärtung) SUS630, X5CrNiCuNb16-4, etc. |
Niedriger Vorschub | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| Erste Wahl | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Grauguss FC250, GG25, 250, etc. |
Niedriger Vorschub | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.14 | |
| Erste Wahl | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.35 | ||
| Kugelgraphitguss FCD700, 700-2, etc. |
Niedriger Vorschub | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.14 | |
| Erste Wahl | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.35 | ||
| Aluminium-Legierungen | Niedriger Vorschub | G | AH725 | DL | AH725 | G | AH725 | 80 – 160 | 0.03 – 0.2 | |
| Erste Wahl | G | AH725 | G | AH725 | G | AH725 | 100 – 200 | 0.1 – 0.3 | ||
| Hitzebeständige Legierungen Inconel 718, usw. |
Niedriger Vorschub | G | AH8015 | DL | AH725 | G | AH725 | 20 – 50 | 0.03 – 0.08 | |
| Erste Wahl | G | AH8015 | G | AH8015 | G | AH8015 | 20 – 50 | 0.06 – 0.13 | ||
| Titanlegierungen Ti-6Al-4V, usw. |
Niedriger Vorschub | G | AH725 | DL | AH725 | G | AH725 | 30 – 60 | 0.03 – 0.1 | |
| Erste Wahl | G | AH725 | G | AH725 | G | AH725 | 30 – 60 | 0.1 – 0.18 | ||
| Gehärteter Stahl ≥ 40HRC |
Niedriger Vorschub | G | AH8015 | DL | AH725 | G | AH725 | 40 – 100 | 0.03 – 0.1 | |
| Erste Wahl | G | AH8015 | G | AH8015 | G | AH8015 | 50 – 100 | 0.06 – 0.13 | ||
Beim Querlochbohren unter niedrigen Vorschubbedingungen wird die Verwendung von DL-Spänebrechern empfohlen.
*Empfehlungen für Kühlschmierstoffe beim Bohren von rostfreiem Stahl:
– Öl-Kühlschmierstoff hat Vorrang.
– Wasserlöslicher Kühlschmierstoff muss einen Ölanteil von mindestens 20 % enthalten.
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:
e-Catalog
- Haupt-Broschüre: PDF (deutsch)
Erweiterungen:
Führungsplatte


Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System