Planfräsen Sie immer noch mit einem VHM-Schaftfräser?
Da der Planfräser aufgrund von Kollision nicht passt, wird stattdessen die Bodenschneide verwendet. Die Bearbeitungsfläche ist zu schmal, daher planfräsen Sie mit einem Schaftfräser. Die Planbearbeitung auf Langdrehautomaten wird ebenfalls der Bodenschneide überlassen. Ist die Bodenschneide eines Schaftfräsers wirklich die richtige Wahl für Ihre Planfräsbearbeitung? Fräserspuren, schlechte Oberflächenqualität, Kratzer, die nach der Beschichtung auftreten – diese Probleme entstehen dadurch, dass die Bodenschneiden von Schaftfräsern nicht für die Planfräsbearbeitung optimiert sind. Der Wechselkopf-Schaftfräser TungMeister von Tungaloy mit VFM-Fräskopf verfügt über ein speziell für das Planfräsen ausgelegtes Design mit einer Wiper-Schneide und scharfen 6-Schneidigen Schneidkanten. Erhältlich in φ12 bis φ25 – 4 Größen und geeignet für alle 6 ISO-Werkstückstoffgruppen, definiert er das Planfräsen mit Schaftfräsern neu. Dieser Artikel bietet eine umfassende Analyse der technischen Merkmale von VFM sowie 3 Anwender-Fallstudien zur Bearbeitung.
Was Sie in diesem Artikel erfahren
- Planfräsen mit einem Schaftfräser – ist das bei Ihnen zur „Standardlösung“ geworden?
- Jenseits der Grenzen von Bodenschneiden – die Option VFM Head
- Leistung durch Daten belegt – quantitativer Vergleich von Oberflächenqualität, Effizienz und Standzeit
- Anwender-Fallstudien – „Win“-Bewertungen in allen 3 Fällen
- Zusammenfassung – Transformieren Sie Ihr Planfräsen mit VFM
1. Planfräsen mit einem Schaftfräser – ist es zu Ihrer „Standardlösung“ geworden?
Für Planfräsen und das Schlichten von Bodenflächen ist das ideale Werkzeug ein Planfräser (Planfräser). Ist jedoch in der Praxis das Planfräsen mit der Bodenschneide eines Schaftfräsers zur „Standardlösung“ geworden?
Dahinter stehen drei typische Einschränkungen.
Einschränkung 1: Kollisionen verhindern den Einsatz des Planfräsers


Kollisionen mit umliegenden Wänden, Spannmitteln und Vorrichtungen machen den Einsatz eines Planfräsers regelmäßig physisch unmöglich. In solchen Situationen ist das Planfräsen mit der Bodenschneide eines VHM-Schaftfräsers mit kleinem Durchmesser die gängige Ausweichlösung.
Einschränkung 2: Bearbeitungsfläche zu schmal, Werkzeugdurchmesser zu groß – Schaftfräser als Ersatz
Einschränkung 3: Begrenzungen des Schaftdurchmessers bei Langdrehautomaten und konventionellen Drehmaschinen
Beim Planbearbeiten (Cotter Milling) an Rundstangenbauteilen auf Langdrehautomaten oder konventionellen Drehmaschinen ist der Schaftdurchmesser, der auf der Frässpindeleinheit montiert werden kann, begrenzt. Zusätzlich erschwert die geringe Steifigkeit der Frässpindel eine Erhöhung der Schnittbedingungen, was zu instabiler Oberflächenqualität führt.
Das gemeinsame Problem – Grenzen der Stirnschneiden von VHM-Schaftfräsern
In all diesen Szenarien sind Stirnschneiden von VHM-Schaftfräsern die naheliegende Lösung. VHM-Schaftfräser sind jedoch grundsätzlich primär für das Umfangsschneiden (Schulterfräsen, Nutenfräsen) ausgelegt und nicht für das Schlichten von Bodenflächen optimiert. Dadurch treten die folgenden Probleme immer wieder auf.
- Cutterspuren – Kleine Stufenunterschiede und Abweichungen in der Radiusgenauigkeit an den Stirnschneiden übertragen sich direkt auf die bearbeitete Oberfläche und hinterlassen Cutterspuren, die mit bloßem Auge sichtbar sind
- Schlechte Bodenflächenqualität – Ohne Wiper-Schneide erreichen Schaftfräser nur schwer eine feine Oberflächenrauheit. Kein glänzendes Finish. Anforderungen an die Schlichtqualität können nicht erfüllt werden
- Auswirkungen auf nachgelagerte Prozesse – Kratzer auf der bearbeiteten Oberfläche werden nach dem Beschichten sichtbar und erfordern zusätzliche Prozesse wie Schleifen oder manuelles Nacharbeiten
Planfräsen mit der Stirnschneide eines Schaftfräsers ist zur „Standardlösung“ geworden – der TungMeister VFM Head wurde entwickelt, um diese Standardlösung zu verändern.
2. Jenseits der Grenzen von Bodenschneiden – die Option VFM Head
VFM-Designkonzept
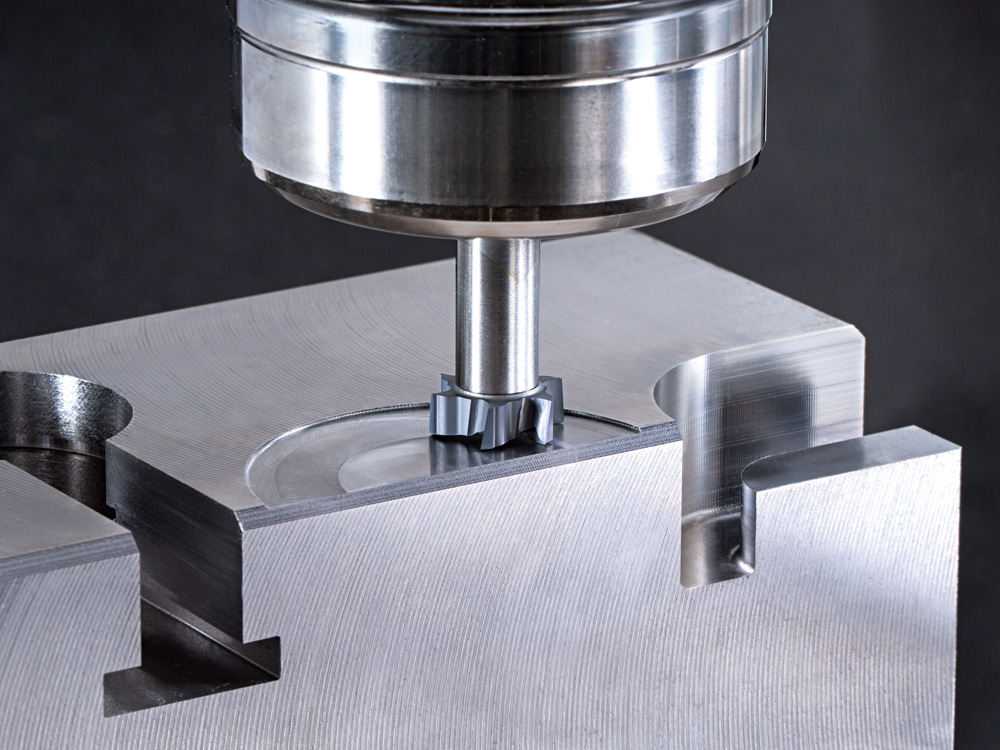
„Es bleibt keine Wahl, als mit einem Schaftfräser zu planfräsen“ – der VFM-Planfräs-Spezialkopf aus der Wechselkopf-Schaftfräser-Serie TungMeister von Tungaloy widerlegt diese Annahme. Durch die Kombination aus Wiper-Schneide und scharfen Schneiden erreicht er eine Oberflächenqualität, die mit Bodenschneiden-Planfräsen niemals möglich wäre.
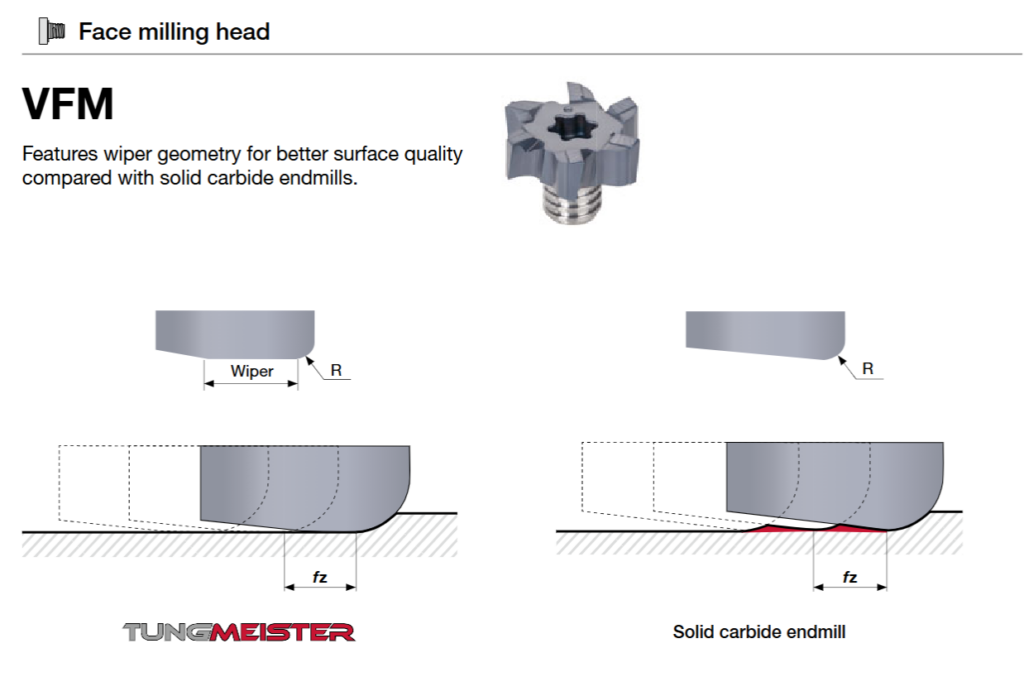
VFM verfügt über 4 technische Merkmale, die speziell für das Schlichten beim Planfräsen entwickelt wurden.
- Mit Wiper-Schneide ausgestattet – Eine Wiper-Schneide an der Stirnfläche glättet Oberflächenunregelmäßigkeiten. Eine Oberflächenqualität, die VHM-Schaftfräser übertrifft, ist in den Katalogspezifikationen veröffentlicht
- Scharfe Schneiden × 6-schneidig – 6-schneidig über alle Größen hinweg. Kombiniert hohe Vorschubgeschwindigkeiten durch das Mehrschneiden-Design mit geringer Schnittkraft durch scharfe Schneiden und verbessert so gleichzeitig Oberflächenqualität und Effizienz
- Niedriger Drallwinkel 10° × kurze Schneidenlänge 0,3×D – Ein Drallwinkel von 10° reduziert die axiale Schnittkraft. In Kombination mit einer auf 0,3× des Werkzeugdurchmessers verkürzten Schneidenlänge ergibt sich eine Schneidengeometrie, die speziell für das Planfräsen optimiert ist
- Mit Eckenradius ausgestattet (R0.2–R0.4) – Verhindert Schneidenausbrüche und reduziert gleichzeitig Grate auf der bearbeiteten Oberfläche
POINT
Ein Schaftfräserkopf speziell für das „Schlichten von Bodenflächen“
Planfräsen mit der Bodenschneiden eines Schaftfräsers – dies ist ein grundlegend anderes Design als diese „Standardlösung“. Das auf Schaftfräsergröße verkleinerte Konzept der „Wiper-Schneide“ eines Planfräsers – das ist die Essenz von VFM.
φ10 bis φ25 – 5-Größen-Programm
VFM ist in 5 Größen erhältlich, passend zu unterschiedlichen Bearbeitungsflächenbreiten und Maschinenumgebungen. Alle Größen verwenden die Sorte AH715 (neueste Beschichtung, hervorragende Verschleiß- und Anti-Aufschweißbeständigkeit).
| Artikelnummer | Werkzeugdurchmesser | Flutes | Max. Schnitttiefe | Eckenradius | Anschlussgewinde |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3,6 mm | R0.2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3,6 mm | R0.2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4,8 mm | R0.4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6,0 mm | R0.4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7,5 mm | R0.4 | S10 |

ISO P/M/K/N/S/H – alle Werkstückstoffgruppen abgedeckt
Eine der großen Stärken von VFM ist seine breite Abdeckung von Werkstückwerkstoffen. Von Kohlenstoffstahl über Edelstahl, Gusseisen und Aluminiumlegierungen bis hin zu Titanlegierungen, hitzebeständigen Legierungen und sogar Hardened steel – für alle 6 ISO-Gruppen sind Standard-Schnittbedingungen festgelegt.
| ISO | Werkstückmaterial | Vc (m/min) | fz φ12 (mm/Z) |
|---|---|---|---|
| P | Kohlenstoffstahl, legierter Stahl (S45C, SCM440 usw.) | 60–180 | 0,08–0,13 |
| M | Edelstahl (SUS304, SUS316 usw.) | 40–100 | 0,08–0,13 |
| K | Gusseisen (FC250, FCD450 usw.) | 80–200 | 0,08–0,13 |
| N | Aluminiumlegierungen | 100–700 | 0,08–0,13 |
| S | Titanlegierungen, hitzebeständige Legierungen (Ti-6Al-4V, Inconel 718 usw.) | 20–80 | 0,08–0,13 |
| H | Hardened steel (SKD11, SKH51 usw., bis 60 HRC) | 20–80 | 0,08–0,13 |
Sie müssen sich nicht mehr fragen: „Kann ich es für dieses Material verwenden?“ – das ist ein weiterer großer Vorteil von VFM.
3 Anwendungsfälle, in denen VFM überzeugt
So löst VFM die drei Einschränkungen, die Betriebe dazu zwingen, auf Schaftfräser zu setzen.
| Einschränkung | Konventioneller Ansatz | VFM-Lösung |
|---|---|---|
| Fräser mit großem Durchmesser passt wegen Kollisionen nicht | Ersatz durch Bodenschneiden eines Vollhartmetall-Schaftfräsers → Fräserspuren treten auf | Oberflächenqualität auf Planfräser-Niveau bei kleinen Durchmessern φ12–φ25. Die Wiper-Schneide glättet die bearbeitete Oberfläche und verbessert das Finish deutlich, während Kollisionen vermieden werden |
| Bearbeitungsfläche zu schmal für übergroßen Werkzeugdurchmesser | Weiterhin übergroßen Planfräser verwenden oder mit Bodenschneiden kompromittieren | Wählen Sie den passenden Durchmesser entsprechend der Bearbeitungsflächenbreite. Das 6-schneidige-Design mit Wiper-Schneide sorgt auch bei kleinen Durchmessern für hervorragende Oberflächenqualität. Auch das Rüsten wird vereinfacht |
| Begrenzungen des Schaftdurchmessers bei Langdreh-/konventionellen Drehmaschinen | Kompromiss mit kleinem VHM-Durchmesser, instabile Oberflächenqualität | Verwenden Sie einen größeren Werkzeugdurchmesser im Verhältnis zum Schaftdurchmesser (z. B. φ12-Kopf auf einem φ8-Schaft). VER-Schaft (ER-Spannzange) minimiert den Überstand für stabile Bearbeitung auch bei Frässpindeln mit geringer Stabilität |
POINT
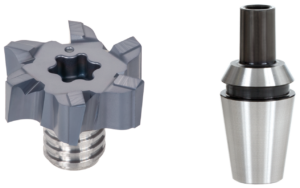
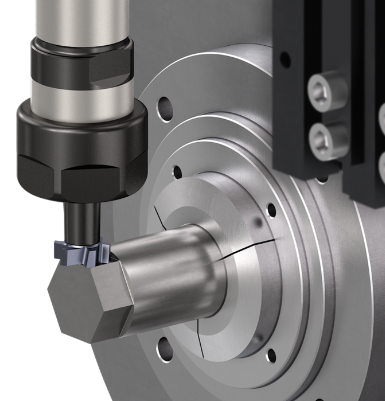
VER-Schaft-Kombination – ideal für Langdrehautomaten und konventionelle Drehmaschinen
Mit dem VER-Schaft (ER-Spannzangenadapter) von TungMeister kann das Werkzeug direkt in die ER-Spannzangenaufnahme der Maschine eingespannt werden. Durch die Minimierung des Überstands wird eine stabile Bearbeitung mit reduzierten Vibrationen auch bei Frässpindeleinheiten mit geringer Stabilität erreicht. Die hervorragende Oberflächenqualität der Wiper-Schneide kann zudem nachgelagerte Prozesse (Schleifen usw.) auf planbearbeiteten Flächen reduzieren oder eliminieren.
Oberflächenrauheitsdaten – Ra, das VHM-Schaftfräser übertrifft
Wie überlegen ist die Oberflächenqualität von VFM wirklich? Prüfen wir dies anhand der im Katalog veröffentlichten Messdaten.
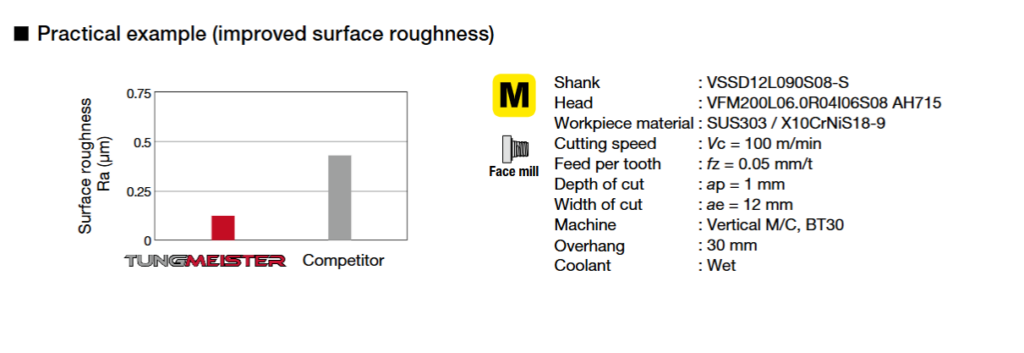
| Werkstückmaterial | SUS303 |
|---|---|
| Maschine | Vertikales M/C (BT30) |
| Kopf | VFM200L06.0R04I06S08 AH715 (φ20) |
| Schnittbedingungen | Vc=100 m/min, fz=0,05 mm/Z, ap=1 mm, ae=12 mm |
| Auskraglänge | 30 mm (nass) |
Unter diesen Testbedingungen erzielte VFM eine Oberflächenrauheit Ra, die sowohl Wettbewerber-VHM-Schaftfräser als auch Wettbewerber-Produkte mit Wiper-Schneide übertraf. Besonders bemerkenswert ist, dass diese Ergebnisse selbst in einer BT30-Umgebung mit geringer Steifigkeit erzielt wurden.
Kerndaten
Oberflächenrauheit, die VHM-Schaftfräser selbst auf BT30 übertrifft
Die Wiper-Schneide von VFM liefert eine stabile Oberflächenqualität selbst in einer BT30-Umgebung mit geringer Stabilität. Die wahre Stärke von VFM zeigt sich gerade in Umgebungen mit begrenzter Steifigkeit – Langdrehautomaten, kompakte Bearbeitungszentren und ähnliche Setups.
3. Leistung durch Daten belegt – quantitativer Vergleich von Oberflächenqualität, Effizienz und Standzeit
Ab hier verifizieren wir die Leistung von VFM quantitativ entlang dreier Achsen – „Oberflächenqualität“, „Effizienz“ und „Standzeit“ – basierend auf 3 Anwender-Fallstudien zur Bearbeitung und Katalogdaten.
Fallübergreifender Vergleich aller 3 Fälle
Alle 3 Einführungsfälle erhielten „Win“-Bewertungen. Trotz unterschiedlicher Werkstückwerkstoffe und Maschinenumgebungen übertraf VFM bestehende Werkzeuge sowohl bei Oberflächenqualität als auch bei Effizienz deutlich.
| Vergleich | Fall 1: Hastelloy-X | Fall 2: SUS440C | Fall 3: SS |
|---|---|---|---|
| Werkstückmaterial | Hastelloy-X (geschmiedet) | SUS440C | SS400 |
| Maschine | Horizontales MC / BT50 | Vertikales MC / BT30 | Vertikales MC / BT40 |
| Bestehendes Werkzeug | φ12 Vollhartmetall-Schaftfräser | φ12 Vollhartmetall-Schaftfräser | φ10 Vollhartmetall-Schaftfräser |
| Effizienzsteigerung | +50% | +50% | +67% |
| Oberflächenqualität | Gut (glänzende Oberfläche) | Sehr gut | Gut |
| Standzeit | — (Testzeit abgelaufen) | +50 % (240 Stk./Kopf) | — (Demo) |
| Ergebnis | Gewonnen | Gewonnen | Gewonnen |
Hier sind die wichtigsten Erkenntnisse aus diesen Daten.
Punkt 1: Oberflächenqualität in allen Fällen mit „gut“ oder besser bewertet – Probleme mit Fräserspuren und Kratzern grundlegend gelöst
In Fall 1 verschwanden die durch die Bodenschneiden des VHM-Schaftfräsers verursachten Fräserspuren, und die bearbeitete Oberfläche erhielt ein glänzendes Finish. Fall 2 erhielt die Bewertung „sehr gut“. In Fall 3 wurde das Problem beseitigt, dass Kratzer nach dem Beschichten sichtbar wurden. Alle Ergebnisse wurden durch das Glätten der bearbeiteten Oberfläche mittels Wiper-Schneide erzielt.
Punkt 2: 50–67 % Effizienzsteigerung – nicht nur Oberflächenqualität, sondern auch Produktivitätsgewinn
VFM verbessert nicht nur die Oberflächenqualität, sondern übertrifft bestehende Werkzeuge auch bei Vorschub und Spanvolumenstrom. Die 6-Schneidige-Hochvorschubfähigkeit in Kombination mit geringer Schnittkraft durch scharfe Schneiden ermöglicht die gleichzeitige Verbesserung von Oberflächenqualität und Effizienz.
Punkt 3: Nachgewiesen von BT30 bis BT50 – breites Spektrum an Maschinenumgebungen
Von der BT30-Maschine mit der geringsten Steifigkeit bis BT50 wurden stabile Ergebnisse unabhängig von der Maschinenumgebung erzielt. Die Wirksamkeit von VFM gilt auch für Maschinen mit geringer Steifigkeit.
Katalogdaten – 1,5× Effizienz, 1,4× Standzeit
Neben Anwender-Fallstudien werden die Fähigkeiten von VFM durch Katalogdaten untermauert.
| Katalogfall | Material | Verbesserung | Ergebnis |
|---|---|---|---|
| Fall A (φ20) | SUS303 | Vergleich der Oberflächenrauheit | Ra übertrifft Wettbewerber-Vollhartmetallprodukte |
| Fall B (φ16) | A5052 | Effizienzvergleich | 1,5× Effizienz (Oberflächenqualität beibehalten) |
| Fall C (AH715) | FCD400 | Standzeitvergleich | 1,4× Standzeit (Oberflächenqualität ebenfalls verbessert) |
Zusammenfassung Abschnitt 3
Bestehende Werkzeuge bei Oberflächenqualität, Effizienz und Standzeit übertreffen
VFM übertrifft bestehende Werkzeuge in einem oder mehreren Punkten: Oberflächenqualität, Effizienz und Standzeit. Oberflächenqualität verbessern und gleichzeitig die Effizienz steigern – kein Kompromiss, sondern ein Ergebnis, das durch ein Design möglich wird, das konsequent auf das Wiper-Schneiden-Konzept ausgerichtet ist.
4. Anwender-Fallstudien zur Bearbeitung
Was geschah, als Betriebe, die bisher mit Bodenschneiden von Schaftfräsern planfrästen, auf VFM umstellten? Positive Ergebnisse in allen 3 Fällen. Von hitzebeständigen Legierungen über Edelstahl bis hin zu allgemeinem Stahl wurde VFM für eine breite Palette von Werkstückwerkstoffen eingeführt.
Fall 1 Hastelloy-X Bodenflächenschlichten – eingeführt für glänzende Oberfläche

Bearbeitungsdetails
- Teil: Gehäuse – Auslassdichtfläche (Bodenflächenschlichten)
- Werkstückwerkstoff: Hastelloy-X (geschmiedet)
- Maschine: Horizontales MC / BT50
Herausforderungen
- Ein Schaftfräser eines Wettbewerbers – ursprünglich nicht für das Schlichten von Bodenflächen geeignet – wurde als Übergangslösung eingesetzt
- Häufige Nacharbeit beim Bodenflächenschlichten. Die optische Erscheinung war ein größeres Problem als die Rauheitswerte
Vergleich der Schnittbedingungen
| Bestehend (Wettbewerber-Schaftfräser) | VFM (AH715) | |
|---|---|---|
| Werkzeugdurchmesser | φ12 (6-Flute) | φ12 (6-Flute) |
| Schnittgeschwindigkeit | 20 m/min | 30 m/min |
| Zahnvorschub | 0,05 mm/Z | 0,1 mm/Z |
| Schnitttiefe | 2 mm | 1 mm |
| Vorschubgeschwindigkeit | 159 mm/min | 477 mm/min |
| Zerspanungsvolumen | 3,82 cm³/min | 5,73 cm³/min (+50 %) |
| Oberflächenqualität | Wie zuvor | Gut (glänzend) |
POINT
Eingeführt für glänzende Oberfläche – Nacharbeit eliminiert
VFM erzeugte ein glänzendes Finish auf der bearbeiteten Oberfläche, wobei sich die optische Erscheinung weit über die reinen Rauheitswerte hinaus verbesserte. Die Nacharbeit beim Bodenflächenschlichten entfiel, und die Einführung wurde bestätigt. Die positive Bewertung von VFM, das bereits für andere Merkmale eingeführt war, wurde auch auf das Bodenflächenschlichten ausgeweitet.
Fall 2 SUS440C Planfräs-Schlichten – eingeführt, nachdem Fräserspuren verschwanden
Bearbeitungsdetails
- Teil: Block-Werkstück
- Werkstückwerkstoff: SUS440C
- Maschine: Vertikales MC / BT30
- Operation: Planfräsen (Schlichten)
Herausforderungen
- Planfräsen wurde mit der Bodenschneiden eines Vollhartmetall-Schaftfräsers (4-schneidige) durchgeführt
- Fräserspuren traten auf und verursachten Zuverlässigkeitsprobleme im Bearbeitungsprozess
Vergleich der Schnittbedingungen
| Bestehend (Wettbewerber-Schaftfräser) | VFM (AH715) | |
|---|---|---|
| Werkzeug-Ø / Flutes | φ12 / 4-Flute | φ12 / 6-Flute |
| Schnittgeschwindigkeit | 34 m/min (gleiche Bedingungen) | |
| Zahnvorschub | 0,06 mm/Z (gleiche Bedingungen) | |
| Vorschubgeschwindigkeit | 216 mm/min | 325 mm/min (+50 %) |
| Zerspanungsvolumen | 2,6 cm³/min | 3,9 cm³/min (+50 %) |
| Teile pro Kopf | 160 Stk. | 240 Stk. (+50 %) |
| Oberflächenqualität | Schlecht (Fräserspuren vorhanden) | Sehr gut (Fräserspuren eliminiert) |
POINT
Fräserspuren eliminiert + 50 % Effizienzsteigerung + 50 % Standzeitsteigerung
Der Wechsel von einem 4-schneidige-VHM-Schaftfräser auf das 6-schneidige-Design von VFM erhöhte die Vorschubgeschwindigkeit um 50 % bei gleichem fz (Effekt der höheren Schneidenzahl). Zusätzlich wurden Fräserspuren vollständig eliminiert, und die Teile pro Kopf stiegen um 50 %. Oberflächenqualität, Effizienz und Standzeit – alle drei geliefert, was zur Einführung selbst in einer BT30-Umgebung mit geringer Steifigkeit führte.
Fall 3 SS400 Planfräsen – Kratzproblem nach dem Beschichten gelöst

Bearbeitungsdetails
- Teil: Maschinenkomponente (Planfräsen → Beschichtungsprozess)
- Werkstückwerkstoff: SS400
- Maschine: Vertikales MC / BT40
- Operation: Planfräsen (Schlichten)
Herausforderungen
- Planfräsen mit einem VHM-Schaftfräser eines Wettbewerbers (φ10, 4-Flute)
- Teile werden nach der Bearbeitung beschichtet; Kratzer auf der bearbeiteten Oberfläche wurden nach dem Beschichten sichtbar
Vergleich der Schnittbedingungen
| Bestehend (Wettbewerber-Schaftfräser) | VFM (AH715) | |
|---|---|---|
| Werkzeug-Ø / Flutes | φ10 / 4-schneidig | φ12 / 6-schneidig |
| Schnittgeschwindigkeit | 150 m/min (gleiche Bedingungen) | |
| Zahnvorschub | 0,06 mm/Z | 0,08 mm/Z |
| Vorschubgeschwindigkeit | 1.146 mm/min | 1.910 mm/min (+67 %) |
| Zerspanungsvolumen | 0,34 cm³/min | 0,57 cm³/min (+67 %) |
| Oberflächenqualität | Schlecht (Kratzer nach dem Beschichten sichtbar) | Gut |
POINT
Kratzproblem nach dem Beschichten gelöst – Qualität nachgelagerter Prozesse verbessert
Die Wiper-Schneide von VFM erzeugt eine glatte bearbeitete Oberfläche, die sich direkt auf die Qualität nachgelagerter Prozesse wie Beschichten auswirkt. Da Kratzer nicht mehr sichtbar sind, sinkt auch das Risiko von Nacharbeit und Qualitätsreklamationen in nachgelagerten Prozessen. Dies trägt zu einer „Gesamtprozessverbesserung“ bei, die über die Bearbeitung selbst hinausgeht.
Zusammenfassung – Transformieren Sie Ihr Planfräsen mit VFM
„Planfräsen Sie immer noch mit einem Schaftfräser?“ – Dieser Artikel hat die technischen Merkmale, Daten und Fallstudien des TungMeister VFM Head als Antwort auf diese Frage vorgestellt. Hier sind die wichtigsten Punkte.
- Planfräsen mit einem Schaftfräser – diese „Standardlösung“ hat ein Problem – Viele Betriebe haben aufgrund von Kollisionsrestriktionen, schmalen Flächenbreiten und Schaftdurchmesserbegrenzungen keine Wahl, als auf Schaftfräser zu setzen
- VFM ist ein Kopf, der ausschließlich für das Planfräsen entwickelt wurde – Wiper-schneide + scharfe Schneiden + 6-schneidig × niedriger Drallwinkel × kurze Schneidenlänge. Ein grundlegend anderer Ansatz als Stirnschneiden von Universal-Schaftfräsern
- Oberflächenqualität, die VHM-Schaftfräser übertrifft – in Katalogspezifikationen veröffentlicht – Im Ra-Vergleich auf SUS303 übertraf VFM sowohl Wettbewerber-VHM- als auch Produkte mit Wiper-schneide
- „Win“-Bewertungen in allen 3 Anwender-Fallstudien – 50–67 % Effizienzsteigerung, Oberflächenqualität in allen Fällen mit „gut“ bis „sehr gut“ bewertet. Fräserspuren eliminiert, glänzende Oberflächen, Kratzprobleme nach dem Beschichten gelöst
- Nachgewiesen von BT30 bis BT50 – stabile Bearbeitung auf Maschinen mit geringer Steifigkeit und Langdrehautomaten. VER-Schaft minimiert den Überstand
- Alle ISO P/M/K/N/S/H-Werkstückwerkstoffe abgedeckt – Nachgewiesen bei Hastelloy-X, SUS440C, SS, A5052, FCD400 und mehr
- Wechselkopf-System senkt die Betriebskosten – Statt das komplette VHM-Werkzeug zu ersetzen, wird nur der Kopf gewechselt. Der Schaft wird wiederverwendet
- 4-Größen-Programm von φ12 bis φ25 – Wählen Sie den passenden Durchmesser entsprechend der Bearbeitungsflächenbreite
Sie müssen nicht weiter mit der Bodenschneiden eines Schaftfräsers planfräsen. Wenn Ihnen Fräserspuren, schlechte Oberflächenqualität oder Probleme mit der Optik nach dem Beschichten bekannt vorkommen, probieren Sie den VFM-Fräskopf aus.