

Hochgeschwindigkeits-Planfräsen mit hervorragender Oberflächengüte
Wirtschaftlicher Planfräser mit hoher Produktivität für alle Materialien

Anwendungen & Eigenschaften
Anwendungen

Eigenschaften
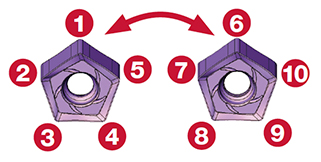
1. Wirtschaftliche Wendeschneidplatte mit fünfeckigem Querschnitt
• Doppelseitige Wendeschneidplatte mit 10 Schneiden.
2. Geringe Schnittkraft
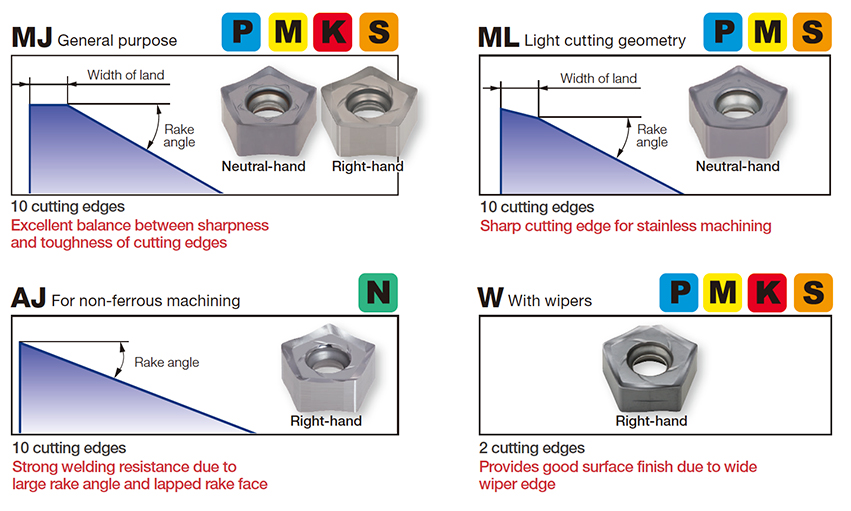
3. Breite Palette an Wendeschneidplatten für verschiedene Bearbeitungen
Wendeschneidplatten & Sorten
Wendeschneidplatten

PN*U0905
- Maximale Schnitttiefe = 6,4 mm (außer -W)
- Wendeschneidplatten mit 10 Schneidkanten zum Planfräsen
- PNCU0905-W ist eine breite Wiper-WSP (2 Schneidkanten)
Haupt-Sorten
AH3135
![]()
![]()
- Hohe Bruchsicherheit
- Geeignet für die Bearbeitung von Stahl und rostfreiem Stahl unter allgemeinen Schnittbedingungen
AH3225
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Geeignet für Stahl und rostfreien Stahl
AH8015
![]()
![]()
![]()
![]()
![]()
- Gutes Gleichgewicht zwischen Verschleiß- und Bruchfestigkeit
- Erste Wahl für die Bearbeitung hitzebeständiger Legierungen unter allgemeinen Schnittbedingungen
Fräs-Körper

Praxis-Beispiele
Beispiel 1
Allgemeiner Maschinenbau
| Werkstück: | Pumpengehäuse |
| Material: | SKD11 |
| Fräser: | TEN09R125M38.1-06 (ø125 mm, z = 6) |
| Wendeschneidplatte: | PNCU0905GNEN-ML |
| Sorte: | AH3135 |
| Schnittbedingungen: | Vc = 120 (m/min) fz = 0.25 (mm/Z) Vf = 458 (mm/min) ap = 3 (mm) ae = 60 (mm) Anwendung: Planfräsen Kühlmittel: Trocken Maschine: Horizontal M/C |

Beispiel 2
Allgemeiner Maschinenbau
| Werkstück: | Material für Walzwerkzeug |
| Material: | Werkzeugstahl |
| Fräser: | TEN09R160M50.8-12 (ø160 mm, z = 12) |
| Wendeschneidplatte: | PNMU0905GNEN-MJ |
| Sorte: | AH3225 |
| Schnittbedingungen: | Vc = 300 (m/min) fz = 0.1 (mm/Z) Vf = 716 (mm/min) ap = 0.8 (mm) ae = 50 (mm) Anwendung: Planfräsen Kühlmittel: Trocken Maschine: Horizontal M/C |

Beispiel 3
Allgemeiner Maschinenbau
| Werkstück: | AGR-Ventil |
| Material: | FC250 / 250 |
| Fräser: | TEN09R125M38.1-06 (ø125 mm, z = 6) |
| Wendeschneidplatte: | PNCU0905GNEN-MJ |
| Sorte: | AH120 |
| Schnittbedingungen: | Vc = 390 (m/min) fz = 0.15 (mm/Z) Vf = 900 (mm/min) ap = 0.9 (mm) ae = 75 (mm) Anwendung: Planfräsen Kühlmittel: Externe Zufuhr Maschine: Vertikal M/C、6kW |

Standard-Schnittbedingungen
| ISO | Workpiece materials | Hardness | Selection criteria |
Recommended grade |
Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|
| Low carbon steels S15C, C15E4, etc. C15, etc. |
200 – 300 HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.4 | |
| 200 – 300 HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.1- 0.3 | ||
| 200 – 300 HB | Wear resistance | T3225 | MJ | 200 – 350 | 0.1- 0.3 | ||
| 200 – 300 HB | Surface quality | NS740 | MJ | 100 – 250 | 0.1- 0.3 | ||
| High carbon steels, alloyed steels S45C, SCM440, etc. C45, 42CrMo4, etc. |
150 – 300 HB | First choice | AH3225 | MJ | 100 – 250 | 0.1- 0.35 | |
| 150 – 300 HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.1- 0.3 | ||
| 150 – 300 HB | Wear resistance | T3225 | MJ | 180 – 300 | 0.1- 0.3 | ||
| 150 – 300 HB | Surface quality | NS740 | MJ | 100 – 250 | 0.1- 0.3 | ||
| Prehardened steels NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | 0.1- 0.3 | |
| 30 – 40 HRC | Low cutting force | AH3225 | ML | 100 – 200 | 0.1- 0.25 | ||
| 30 – 40 HRC | Wear resistance | T3225 | MJ | 150 – 250 | 0.1- 0.25 | ||
| Stainless steels SUS304, etc. X5CrNi18-9, etc. |
– 200 HB | First choice | AH3135 | ML | 100 – 200 | 0.1 – 0.3 | |
| – 200 HB | Fracture resistance | AH3135 | MJ | 100 – 200 | 0.1 – 0.35 | ||
| – 200 HB | Wear resistance | T3225 | MJ | 100 – 250 | 0.1 – 0.3 | ||
| Grey cast irons FCD400, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 100 – 250 | 0.1 – 0.4 | |
| 150 – 250 HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.35 | ||
| Ductile cast irons FCD400, etc. 400-15S, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 80 – 200 | 0.1 – 0.4 | |
| 150 – 250 HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.35 | ||
| Aluminium alloys Si < 13% |
– | First choice | DS2005, KS05F | AJ | 500 – 1500 | 0.1 – 0.5 | |
| Aluminium alloys Si ≥ 13% |
– | First choice | DS2005, KS05F | AJ | 150 – 500 | 0.1 – 0.5 | |
| Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | First choice | AH3135 | ML | 30 – 60 | 0.1 – 0.3 | |
| – 40 HRC | Fracture resistance | AH3135 | MJ | 30 – 60 | 0.1 – 0.3 | ||
| – 40 HRC | Wear resistance | AH8015 | ML | 30 – 60 | 0.1 – 0.3 | ||
| Heat-resistant alloys Inconel 718, etc. |
– 40 HRC | First choice | AH8015 | MJ | 10 – 40 | 0.04 – 0.1 | |
| Hardened materials SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | MJ | 80 – 150 | 0.05 – 0.15 | |
| 40 – 50 HRC | Fracture resistance | AH3225 | MJ | 80 – 150 | 0.05 – 0.15 |
- Entfernen Sie überschüssige Späne mit einem Luftstrahl, um ein Verklemmen der Späne zu verhindern.
- Verwenden Sie ein wasserlösliches Kühlmittel, um eine Aufbauschneide zu vermeiden, falls es an den Schnittkanten zu extremen Schweißungen kommt. (z. B. Aluminiumbearbeitung).
- Bei Bearbeitungen mit unterschiedlicher Schnitttiefe (z. B. Gusshaut) und bei der Bearbeitung von Werkstoffen mit unterbrochener Oberfläche sollte der Vorschub (fz) auf einen niedrigeren als den empfohlenen Wert aus der obigen Tabelle eingestellt werden.
- Die Schnittbedingungen können je nach Maschinenleistung, Stabilität des Werkstücks und Spindelleistung begrenzt sein. Wenn die Schnittbreite, -tiefe oder Überhanglänge groß ist, stellen Sie Vc und fz auf die niedrigeren empfohlenen Werte ein und überprüfen Sie die Maschinenleistung und die Vibrationen.
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produktbericht, den Sie herunterladen können:

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.