



Neueste Serie für das Drehen von Edelstahl mit außergewöhnlicher Zuverlässigkeit
Neueste Serien, die Lösungen für alle Ihre Herausforderungen bei der Bearbeitung von rostfreiem Stahl bieten


Anwendungen & Eigenschaften
Anwendungen


Eigenschaften
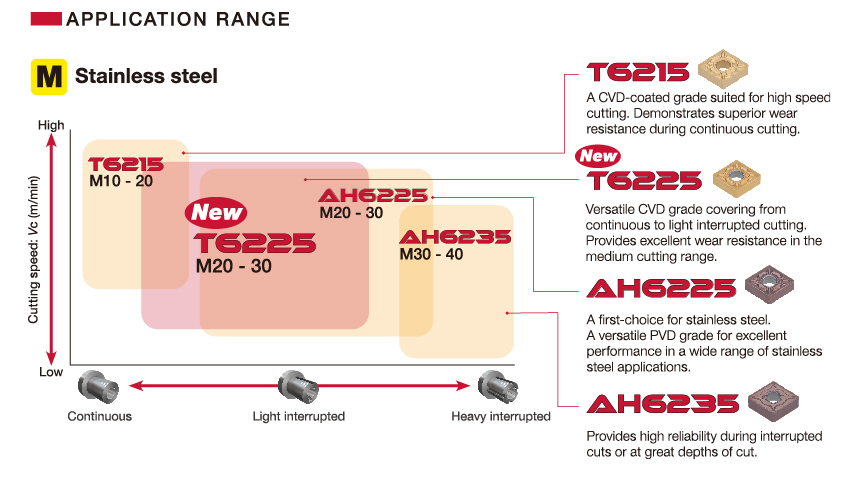
1. Anwendungsbereich
2. Grade feature



Vielseitige PVD-beschichtete Sorte
Ti angereicherte Beschichtung
– Dicke Ti-angereicherte PVD-Beschichtung für erhöhte Temperaturwechselbeständigkeit
– Reduzierter Kraterverschleiß
Nanostrukturierte Mehrlagenbeschichtung mit hohem Ti-Gehalt
Die äußere Schicht besteht aus einer nanostrukturierten Multischicht mit hohem Ti-Gehalt, die durch die neueste Beschichtungstechnologie von Tungaloy ermöglicht wird. Die hohe Härte und die Nanostruktur verleihen der Sorte ein ausgewogenes Verhältnis zwischen Verschleiß- und Bruchfestigkeit, was die Lebensdauer und die Vorhersagbarkeit des Werkzeugs erhöht.



Hervorragende Verschleißfestigkeit
Erhöhte Härte der äußeren Schicht
– Die harte Außenbeschichtung reduziert den Flankenverschleiß erheblich.
Starke Adhäsion von Al2O3-Schichten
– Die neueste Al2O3-Beschichtungstechnologie von Tungaloy verbessert die Haftung der Beschichtung und verhindert Kantenabplatzungen und Delaminationen.
Dicke Beschichtung
– 30% dicker als herkömmliche Sorten.
– Bietet überragende Verschleißfestigkeit und eine lange Lebensdauer der Werkzeuge.
Sorten
T6215
![]()
![]()
-
P10 – P30 / M10 – M30
- Hervorragende Verschleißfestigkeit für kontinuierliche Hochgeschwindigkeitsschnitte in rostfreiem Stahl
AH6225
![]()
![]()
- P20 – P30 / M20 – M30
- Erste Wahl für rostfreien Stahl
- Hervorragende Vielseitigkeit bei der Bearbeitung von rostfreiem Stahl, weist eine gute Kombination von Verschleiß- und Bruchfestigkeit auf
AH6235
![]()
![]()
- P30 – P40 / M30 – M40
- Zeigt überragende Bruchfestigkeit in rostfreiem Stahl
- Bietet hohe Zuverlässigkeit bei unterbrochenen Schnitten und schweren Bearbeitungen
Praxis-Beispiele
Beispiel 1
| Werkstück: | Teil des Rohres |
| Material: | SUS304 / X5CrNi18-9 |
| WSP: | DNMG150408-SM |
| Sorte: | T6215 |
| Schnittbedingungen: | Vc = 150(m/min) f = 0.3 (mm/U) ap = 3 (mm) Anwendung: Außen-Drehen Kühlmittel: Nass |

Beispiel 2
| Werkstück: | Maschinenteil |
| Material: | SUS304 / X5CrNi18-9 |
| WSP: | TNMG160408-SM |
| Sorte: | T6215 |
| Schnittbedingungen: | Vc = 200(m/min) f = 0.3 (mm/U) ap = 2.5 (mm) Anwendung: Außen-Plandrehen Kühlmittel: Nass |

Beispiel 3
| Werkstück: | Generatorteil |
| Material: | SUS410 / X12Cr13 |
| WSP: | CNMG120408-SH |
| Sorte: | AH6235 |
| Schnittbedingungen: | Vc = 70 (m/min) f = 0.15 (mm/U) ap = 2 – 4 (mm) Anwendung: Plandrehen ( unterbrochener Schnitt) Kühlmittel: Nass |

Beispiel 4
| Werkstück: | Maschinenteil |
| Material: | SUS304 / X5CrNi18-9 |
| WSP: | CNMG120412-SM |
| Sorte: | AH6235 |
| Schnittbedingungen: | Vc = 80 (m/min) f = 0.2 (mm/U) ap = 1.5 (mm) Anwendung: Plandrehen ( unterbrochener Schnitt) Kühlmittel: Nass |

Beispiel 5
| Werkstück: | Lager-Teil |
| Material: | SUS304 / X5CrNi18-9 |
| WSP: | CNMG120404-SM |
| Sorte: | AH6225 |
| Schnittbedingungen: | Vc = 90(m/min) f = 0.2 (mm/U) ap = 1 (mm) Anwendung: Außendrehen Kühlmittel: Nass |

Beispiel 6
| Werkstück: | Maschinenteil |
| Material: | SUS440 (Martensite stainless steel) |
| WSP: | VNMG160404-SF |
| Sorte: | AH6225 |
| Schnittbedingungen: | Vc = 110 (m/min) f = 0.1 (mm/U) ap = 0.5 (mm) Anwendung: Außendrehen Kühlmittel: Nass |

Standard Schnittbedingungen
Negative Wendeschneidplatten
| ISO | Anwendung | Spanbrecher | Sorte | Schnitttiefe ap (mm) |
Vorschub f (mm/rev) |
Schnittgeschwindigkeit: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Austenitisch Rostfreier Stahl |
Ferritisch / Martensit Rostfreier Stahl |
vorgehärteter rostfreier Stahl |
||||||
 |
Schlichten | SF | T6215 | 0.5 – 2.5 | 0.08 – 0.45 | 140 – 240 | 160 – 280 | 80 – 150 |
| T6225 | 0.5 – 2.5 | 0.08 – 0.45 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6225 | 0.5 – 2.5 | 0.08 – 0.45 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.5 – 2.5 | 0.08 – 0.45 | 50 – 150 | 70 – 170 | – | |||
| Mittlere Bearbeitung | SM | T6215 | 1 – 4 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | |
| T6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 4 | 0.2 – 0.5 | 50 – 150 | 70 – 170 | – | |||
| SDM | T6215 | 1 – 4 | 0.2 – 0.5 | 140 – 240 | 160 – 280 | 80 – 150 | ||
| AH6225 | 1 – 4 | 0.2 – 0.5 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 4 | 0.2 – 0.5 | 50 – 150 | 70 – 170 | – | |||
| Schwere Bearbeitung | SH | T6215 | 2 – 6 | 0.3 – 0.6 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 2 – 6 | 0.3 – 0.6 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 2 – 6 | 0.3 – 0.6 | 50 – 150 | 70 – 170 | – | |||
PSM / PS / PM
| ISO | Anwendung | Spanbrecher | Sorte | Schnitttiefe ap (mm) |
Vorschub f (mm/rev) |
Schnittgeschwindigkeit: Vc (m/min) | ||
|---|---|---|---|---|---|---|---|---|
| Austenitischer rostfreier Stahl |
Ferritischer / martensitischer rostfreier Stahl | vorgehärteter rostfreier Stahl | ||||||
|
Schlichten | PSS | T6215 | 0.3 – 2 | 0.08 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 |
| AH6225 | 0.3 – 2 | 0.08 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.3 – 2 | 0.08 – 0.3 | 50 – 150 | 70 – 170 | – | |||
| Schlichten bis mittlere Bearbeitung |
PS | T6215 | 0.5 – 2.5 | 0.08 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 0.5 – 2.5 | 0.08 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 0.5 – 2.5 | 0.08 – 0.3 | 50 – 150 | 70 – 170 | – | |||
| Mittlere Bearbeitung | PM | T6215 | 1 – 3 | 0.15 – 0.3 | 140 – 240 | 160 – 280 | 80 – 150 | |
| AH6225 | 1 – 3 | 0.15 – 0.3 | 90 – 200 | 110 – 240 | 60 – 110 | |||
| AH6235 | 1 – 3 | 0.15 – 0.3 | 50 – 150 | 70 – 170 | – | |||
JS Spanbrecher
| ISO | Werkstoffe des Werkstücks | Spanbrecher | Sorte | Schnittgeschw. Vc (m/min) |
Schnitttiefe ap (mm) |
Vorschub f (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|
| RE < 0.05 | RE < 0.1 | RE < 0.2 | RE < 0.4 | ||||||
|
Austenitischer rostfreier Stahl | JS | AH6225 | 90 – 200 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 |
| Ferritischer / martensitischer rostfreier Stahl | JS | AH6225 | 110 – 240 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |
| Gehärteter rostfreier Stahl | JS | AH6225 | 60 – 110 | 0.5 – 3 | 0.02 – 0.03 | 0.02 – 0.05 | 0.02 – 0.1 | 0.05 – 0.2 | |
Weitere Informationen zu diesem Produkt finden Sie in unserem Online-Katalog oder im Produkt-Prospekt, den Sie herunterladen können:
Metrisch
Imperial

Industrie Lösungen |
|
Industrie Lösungen Weiter lesen |

e-Catalog |
|
e-Catalog Weiter lesen |
Ressourcen
 Tungaloy APP
Tungaloy APP TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf
TUNG NaviWerkzeugempfehlungen für Ihren spezifischen Bedarf Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche
Tungaloy ErfolgsberichtEntdecken Sie Tungaloys TSR für Einblicke in die individuelle Bearbeitung mit einfacher Suche Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen.
Technische AnleitungenTungaloys technische Anleitungen bieten wertvolle Einblicke, Referenzen und Ressourcen. MatrixWerkzeug-Management-System
MatrixWerkzeug-Management-System Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.