We are amid the fourth industrial revolution (Industry 4.0). Manufacturing industry is bracing new technologies, helping them in improving machine utilization. CNC mills and CNC lathes are being built to perform metal cutting operations at never before speeds. As a cutting tool partner, Tungaloy has enjoyed developing equally good metal cutting tools for these new generation CNC mills and lathes.
The three most important parameters to form a chip out of a parent material are:
- Cutting speed (Vc – meters/min or SFM)
- Feed (fz – mm/rev or Inch / rev)
- Depth of cut (DOC – mm or inches).
All three when applied at the right proportion, based on the material being cut, produce the most desirable chip. Optimizing the three to gain the optimal Metal Removal Rates (MRR – cc/min or cf/min), has been the endeavor of every tool engineer. This is the way to improve utilization of a complex CNC mill or a CNC lathe.
High Speed vs. High Feed & better utilization of CNC mills and lathes
In the middle of the last century HSM (High speed machining) evolved as a metal cutting process, which suggests beyond certain cutting speed the heat generation starts declining. HSM employs high spindle speeds and high table feeds, taking shallow cuts. This was a big change in the way metals were processed into complex parts. With the development of more complex CNC milling machines and CNC lathes, the cost of such machines also escalated.
- From low to moderate speed machines able to run at about 3000 – 6000 spindle RPM, machines evolved into having over 12,000 to 20,000 RPM spindle speeds.
- From 02 – 03 axis machines, CNC machines with multi axis were introduced
- With simultaneous working of axis, to produce more complex parts became a reality, supported by more intelligent software and hardware.
- Compact-sized machines were introduced to produce components, which were earlier being processed on much bigger CNC lathes and mills.
- By utilizing HSM, smaller diameter tools started being used in place of large diameter tools.
However, HSM became and still remains popular for finishing operations of tough to machine materials and hardened steels. HSM yielded better results with surface quality and profile machining operations, which required blending of fine curves to improve the aesthetics of the machined part, however, it has not been popular as a process for roughing to semi finishing operations. HSM also remained popular for use with smaller diameter tools and end mills, mostly on hardened steels, especially carbide ball and bull nose end mills.
What still remained a challenge was reducing the processing time in roughing and semi finishing operations.
Tungaloy has been in the forefront of developing innovative solutions for High Feed Machining (HFM). It has championed this process of machining, equally well in turning, milling and grooving applications.


What is High Feed Machining?
High feed machining is associated with higher metal removal rates (MRR). Working with low depth of cuts and high feed per revolution and at applicable cutting speeds for a given material, high feed machining helps in –
- Keeping the chip load low.
- Optimizing the heat generation and dissipation of heat thru the chips formed.
High feed machining relies on the chip thinning effect. The below images of a 90° shoulder mill, a 45° face mill and a 15° – 17° high feed cutter, provides two distinct points –

- To produce the same thickness of chip we need to increase the feed as the approach angle reduces. This means, for the same amount of heat disposal thru the chip, we can employ a high feed cutter at higher feed rate (almost 3-4 times of a 90° shoulder mill).
- The resultant cutting force always acts perpendicular to the cutting edge. Therefore, in a 90° shoulder mill, the resultant cutting force is perpendicular to the tool axis. This leads to tool deflection and chatter. In a face mill, the radial and axial forces are equal, as the resultant force is at 45° to the tool axis. And in a high feed cutter, the axial force is higher than the radial force. This controls the tool deflection even in long overhang machining.
Aero Structure made of Titanium


Die & Mold and Mold Base


High Feed Milling cutters are a great tool for roughing, especially difficult-to-cut materials. Titanium and Nickel alloys aero structures, Die & Mold machining are some of the major applications for high feed milling cutters.
- Low depths mean lower chip load
- Lower approach angles mean higher feed rates
- Lower approach angle also helps in reduced deflection as the cutting forces are directed towards the axis of the tool. This means lower vibration and chatter, while machining in deep overhang operations.
Tungaloy offers a wide range of high feed mills, starting from ø8mm to ø315mm:

These cutters can be selected for applications on various CNC mills and CNC mill-turn centers, based on the power and torque availability. Tungaloy also offers a wide range of grades and geometry combinations for unparalleled results in high feed machining of regular steels, stainless steels, cast iron, nodular iron, duplex stainless, PH stainless, inconel and titanium alloys.


Tungaloy offers a unique advantage to customers with its High Feed milling cutters. It offers flexibility in selecting the approach angles, based on the tool overhang, maximum depth of cuts required and the material being machined. Refer the above image. MillQuadFeed cutters offer two distinct inserts (ZER and UER), which offers 12° and 7° approach angle, when used on the same cutter body. The UER insert offers excellent stability while machining difficult-to-cut materials, like stainless steel, nickel- based alloys and titanium alloys, without compromising the metal removal rates. Whereas the ZER insert helps customers optimize the DOC on a high torque machine. It is also a great idea to use ZER to machine the top scaled layer of a component which generally poses a challenge with its hardness and uneven surface
Tips for High Feed Milling
An important tip when using a high feed mill is to use a programmable radius in place of the actual insert corner radius. This is because a CNC machine can identify a cutter by its diameter and the corner radius. The programmable radius should be selected to ensure the cutting edge does not overcut the component.

Turning at High Feeds
For turning large diameter components and high strength material, Tungaloy offers high feed turning solutions to its customers with its new TurnTenFeed and AddMultiTurn.

With high feed turning, the radial load is higher than the axial feed force. Therefore, applications typically vary from large diameter roll machining, facing on large CNC lathes to huge casting machining on vertical turret CNC lathes.
However, even on moderately powered CNC lathes (5 – 7 KW), TurnTenFeed can be applied for productive turning of steel, stainless steel and high-temp alloys.
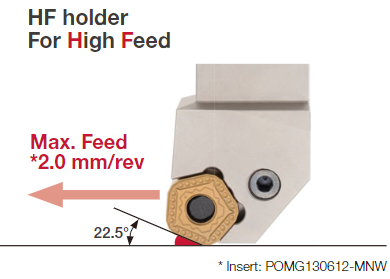 |
Depth of Cut – 1 mm to 3 mm Feed – Max of 2 mm/ rev No. of corners – 10 Only Forward Turning or Facing possible |
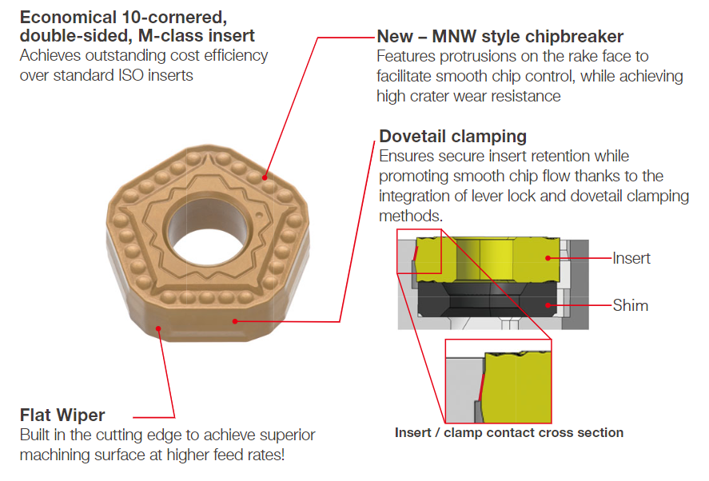 |
In high feed applications, the challenge is keeping the insert firmly in the pocket.
Tungaloy’s proven dovetail clamping design overcomes this challenge. In addition, the unique chip breaker design helps in fragmenting chips, produced at high feed and yet with shallower depth of cuts. |
Evolution of High Feed Turning
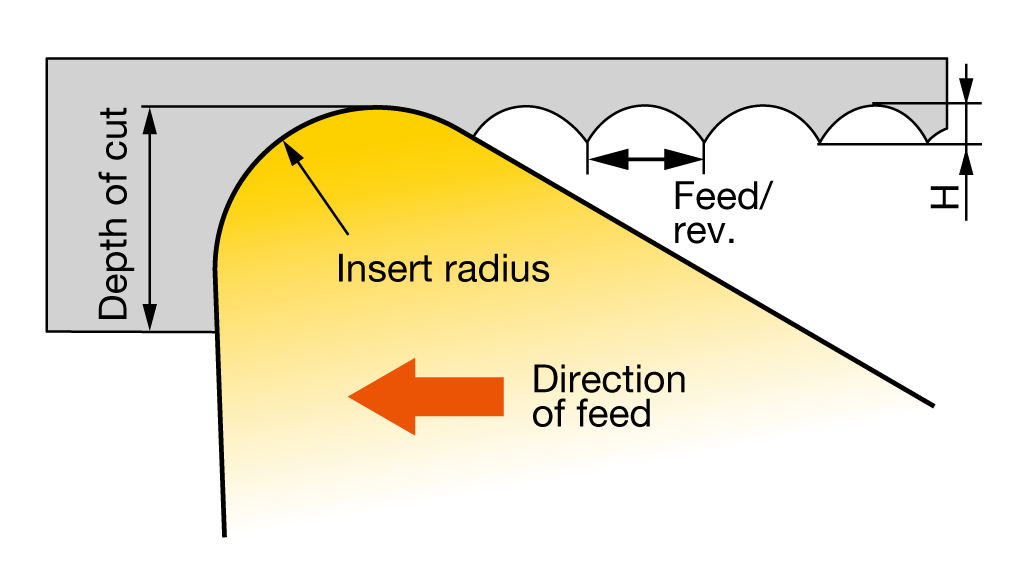
For high feed turning, earlier practice was to use an insert with a large corner radius and then followed by a wiper insert. However, both of these were applicable for forward turning or facing only.
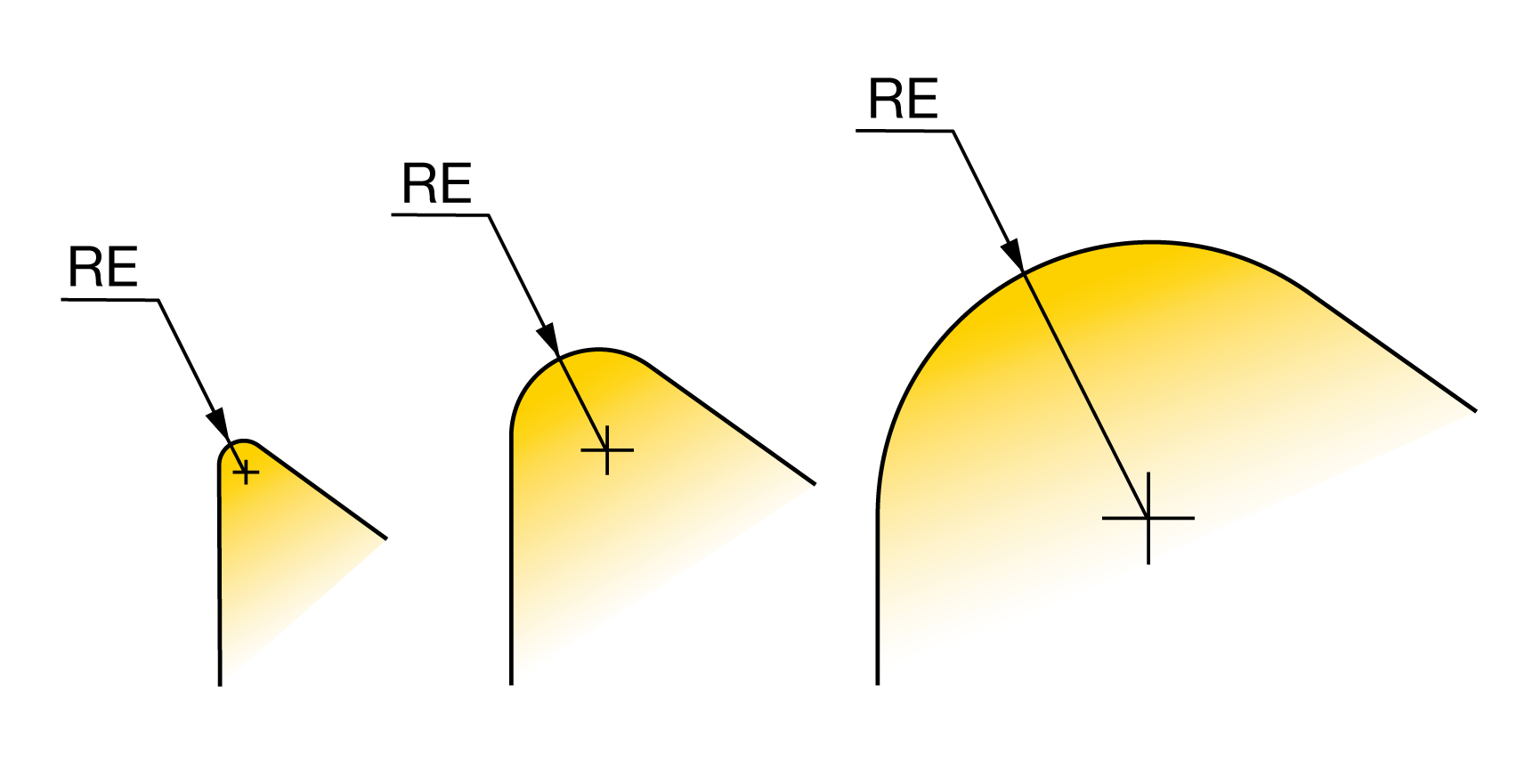 |
Cutting edge of a larger radius insert is much stronger. It also has a larger contact area which results in large cutting forces and is mostly used for machining short chipping materials and not so much on tensile materials. |
 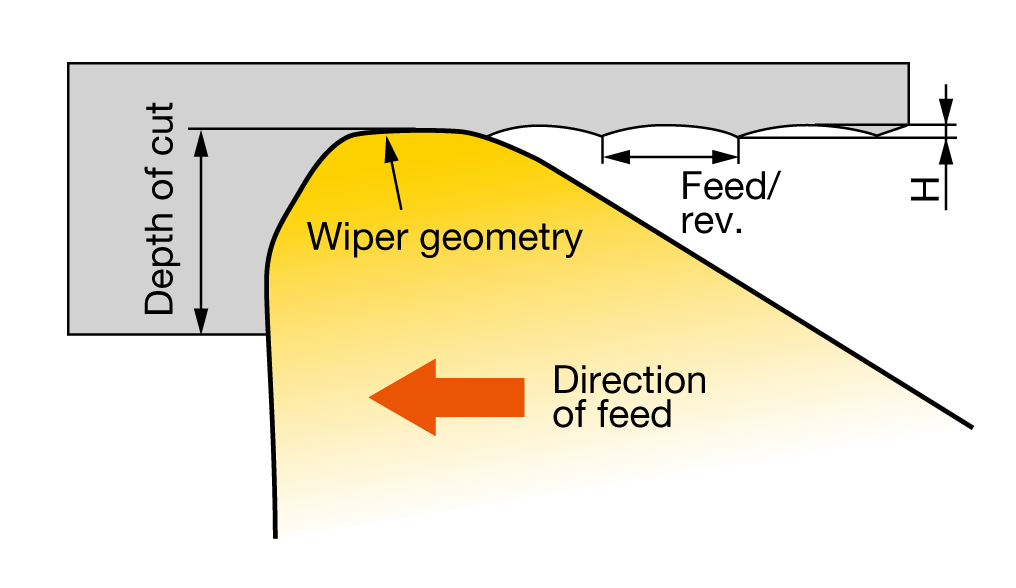 |
Next generation turning inserts with wiper geometry, helped in improving the feeds, compared to a standard turning insert. Customer had the option of either running at moderate feeds for a good finish or run at higher feeds for greater metal removal rates. This also required a correction in the programming to machine shoulders on a component. |
The new AddMultiTurn makes turning operations more versatile and flexible. It uses the chip thinning effect to its advantage, for high feed, back turning. This tool can be applied on any type of CNC lathe. With its unique insert shape, the radial loads are lower, leading to stable cutting on slender parts.



Evolution of High Feed Grooving
It’s proven that groove-turn is more productive compared to standard turning tools. Grooving tools are also versatile, just like AddMultiTurn, in multi direction turning. To create a clearance at the cutting edge, while turning with a grooving tool, we increase the transverse feed. This increase in feed helps deflect the tool to create clearance for the grooving tool to produce the chip.


Tungaloy now offers a grooving insert for high feed turning and facing of hard part components.

The STH CBN tipped inserts offer high feed turning of hard parts. These new CBN tipped grooving inserts are capable of feed of up to 1.2mm/rev for a DOC of about 0.1mm.
In addition, to ensure the CBN tip is firmly seated in its pocket, Tungaloy utilizes its new brazing technology, WavyJoint, for increased brazing strength.
The insert has an arc wiper edge on its main cutting edge for high feed finish turning of the diameter and straight wipers on its sides, to help produce good surface finish on the walls.
Conclusion
In the world of Industry 4.0, the need for improved machine utilization is met thru high feed machining strategies in milling, turning and grooving.
Tungaloy stands with you in creating high feed chips in various materials being machined in the industry today.