

Internal grooving and thread turning tool series for bores as small as ø5 mm
Indexable tooling solution for internal machining of small diameter bores

Applications & Features
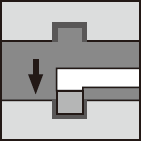
Applications
Features
Application ranges / Internal grooving holder

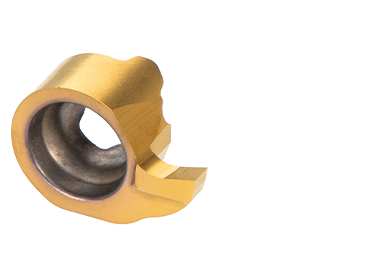
Three insert geometries

Unique clamping system for highly rigid clamping

Tool body with through coolant
Make sure that, when assembling, the cutting edge is in line with the coolant outlet for effective chip evacuation.

Extremely precise edge repeatability
Exchangeable head system with extremely high repeatability

Inserts & Grades
Inserts

Grades
SH7025
![]()
![]()
- P20 – P30 / M20 – M30
- The latest grade with sharp cutting edge designed for small part machining.
- A combination of a columnar-structured TiCN coating and multilayered TiAlN coating provides superior surface quality and process security.
Toolholders

Sleeves

Practical examples
Example #1
| Workpiece Type: | Cover |
| Workpiece Material: | Alloy steel |
| Toolholder: | A07080-SMR4 |
| Insert: | MGR4100F000-D05 |
| Grade: | SH7025 |
| Cutting conditions: | Vc = 38 (m/min) f = 0.01 (mm/rev) CW = 1 (mm) CDX = 0.7 (mm) Machining: Internal grooving Coolant: Wet |

Example #2
| Workpiece Type: | Valve seat |
| Workpiece Material: | Alloy steel |
| Toolholder: | A07080-SMR4 |
| Insert: | MGR4100F000-D05 |
| Grade: | SH7025 |
| Cutting conditions: | Vc = 50 (m/min) f = 0.01 (mm/rev) CW = 1 (mm) CDX = 0.5 (mm) Machining: Internal grooving Coolant: Wet |

Standard cutting conditions
Internal grooving
| ISO | Workpiece material | Grade | Cutting speed Vc (m/min) |
Feed:f (mm/rev) | |||
|---|---|---|---|---|---|---|---|
| RE = 0mm | RE = 0.03mm | RE = 0.1mm | RE = 0.2mm | ||||
 |
Low carbon steel S15C, etc., C15E4, etc. |
SH7025 | 10 – 100 | 0.005 – 0.015 | 0.005 – 0.02 | 0.01 – 0.02 | 0.01 – 0.03 |
| Carbon steels, Alloy steel S55C, SCM440, etc., C55, 42CrMoS4, etc |
SH7025 | 10 – 60 | 0.005 – 0.01 | 0.005 – 0.015 | 0.005 – 0.015 | 0.01 – 0.03 | |
| Prehardened steel NAK80, PX5, etc. |
SH7025 | 10 – 40 | 0.005 – 0.008 | 0.005 – 0.01 | 0.005 – 0.01 | 0.01 – 0.025 | |
 |
Stainless steel SUS304, etc., X5CrNi18-9, etc. |
SH7025 | 10 – 80 | 0.005 – 0.008 | 0.005 – 0.01 | 0.005 – 0.015 | 0.01 – 0.02 |
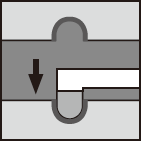
Profiling – full radius
| ISO | Workpiece material | Grade | Cutting speed Vc (m/min) |
Feed:f (mm/rev) | ||
|---|---|---|---|---|---|---|
| RE = 0mm (Max.ap = 0.35mm) |
RE = 0.03mm (Max.ap = 0.5mm) |
RE = 0.2mm (Max.ap = 0.7mm) |
||||
|
Low carbon steel S15C, etc., C15E4, etc. |
SH7025 | 10 – 120 | 0.005 – 0.015 | 0.005 – 0.02 | 0.01 – 0.02 |
| Carbon steels, Alloy steel S55C, SCM440, etc., C55, 42CrMoS4, etc |
SH7025 | 10 – 100 | 0.005 – 0.01 | 0.005 – 0.018 | 0.01 – 0.015 | |
| Prehardened steel NAK80, PX5, etc. |
SH7025 | 10 – 80 | 0.005 – 0.008 | 0.005 – 0.015 | 0.005 – 0.013 | |
|
Stainless steel SUS304, etc., X5CrNi18-9, etc. |
SH7025 | 10 – 100 | 0.005 – 0.01 | 0.005 – 0.012 | 0.005 – 0.01 |
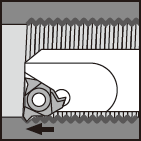
Threading
| ISO | Workpiece material | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|
|
Low carbon steel S15C, etc., C15E4, etc. |
SH7025 | 10 – 100 |
| Carbon steels, Alloy steel S55C, SCM440, etc., C55, 42CrMoS4, etc |
SH7025 | 10 – 60 | |
| Prehardened steel NAK80, PX5, etc. |
SH7025 | 10 – 40 | |
|
Stainless steel SUS304, etc., X5CrNi18-9, etc. |
SH7025 | 10 – 80 |
Recommended infeeding passes for thread pitches
| Thread pitch (mm) | Insert designation | RE (mm) | Total depth of feed | Recommended number of passes | Depth of cut per pass (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| Pass 1 | Pass 2 | Pass 3 | Pass 4 | Pass 5 | Pass 6 | Pass 7 | Pass 8 | Pass 9 | |||||
| 0.5 | MTR460F003-D05 | 0.03 | 0.3 | 5 | 0.08 | 0.07 | 0.06 | 0.05 | 0.04 | ||||
| 0.75 | 0.03 | 0.47 | 6 | 0.12 | 0.1 | 0.08 | 0.07 | 0.06 | 0.04 | ||||
| 1 | MTR560F007-D07 | 0.07 | 0.6 | 6 | 0.18 | 0.15 | 0.1 | 0.08 | 0.05 | 0.04 | |||
| 1.25 | 0.07 | 0.76 | 7 | 0.18 | 0.15 | 0.12 | 0.1 | 0.1 | 0.07 | 0.04 | |||
For more information about this product, visit our online e-catalog or download the product report:

Online shop |
|
Online shop Více informací |

Elektronický katalog nástrojů |
|
Elektronický katalog nástrojů Více informací |
Zdroje
 Tungaloy APP
Tungaloy APP TUNG NaviDoporučení nástrojů pro vaše konkrétní potřeby
TUNG NaviDoporučení nástrojů pro vaše konkrétní potřeby
 Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportProzkoumejte Tungaloy’s TSR pro vlastní statistiky obrábění se snadným vyhledáváním
Tungaloy Success ReportProzkoumejte Tungaloy’s TSR pro vlastní statistiky obrábění se snadným vyhledáváním Technical GuidesZískejte přístup k technickým příručkám Tungaloy, kde najdete cenné poznatky, reference a zdroje.
Technical GuidesZískejte přístup k technickým příručkám Tungaloy, kde najdete cenné poznatky, reference a zdroje. MatrixSystém automatického výdeje nástrojů
MatrixSystém automatického výdeje nástrojů