泰珂洛丝锥加工指南: 克服常见挑战,探索替代方案
欢迎阅读我们关于丝锥加工的深度指南,丝锥加工是一种广泛应用于制造内螺纹的技术。丝锥加工在提供便利的同时,也会带来一些挑战,例如断裂和对工件的潜在损害。在本文中,我们将深入探讨丝锥断裂的原因和有效对策,并介绍使用螺纹铣刀和编程工具替代传统丝锥加工的优势。
目录
您是否经常为丝锥频繁损坏而烦恼?
在螺纹加工中,通常使用丝锥。然而,丝锥在高负荷下容易断裂,这是一个很大的缺点。当丝锥在加工过程中断裂时,取下丝锥会非常困难,并且有损坏工件的风险。即使使用昂贵的材料,这也会增加生产次品的可能性。 
什么原因导致丝锥断裂?与螺纹铣刀的比较
丝锥破裂有几个主要原因:
- 切屑堵塞: 丝锥连续切削螺纹,会产生大量切屑,从而堵塞工具。
- 硬质材料,如硬化钢: 在硬质材料中,丝锥的负荷会增加,导致崩刃。
- 窄丝锥: 窄直径丝锥在高负荷下特别容易断裂。
下表对丝锥和螺纹铣刀进行了比较。螺纹铣刀是间歇式而非连续式切削,其优点是不易断裂。
|
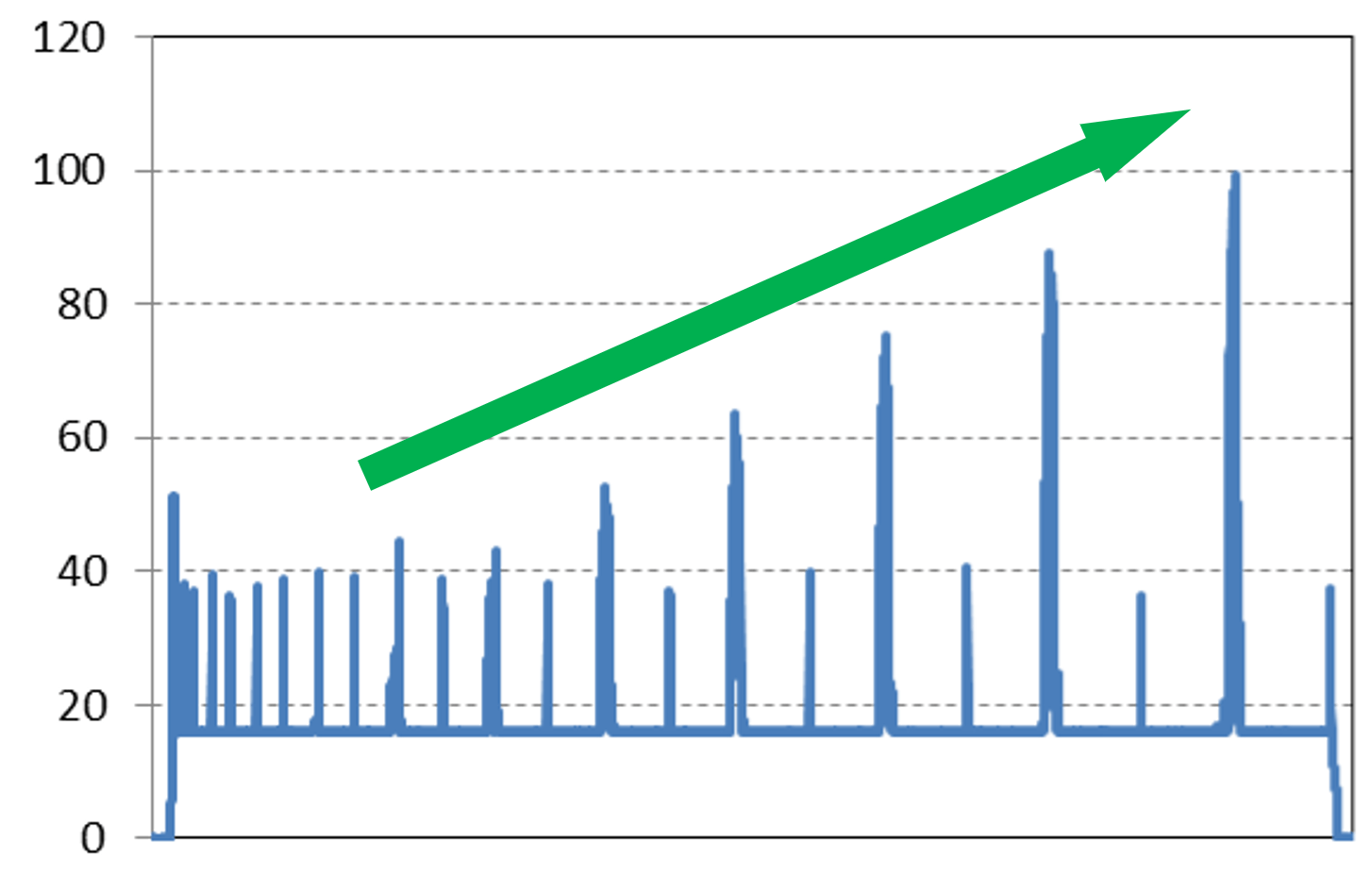
主轴电流 (A)
螺纹深度
Vc:10 m/min,步距:2 mm 切削阻力大,随深度增加而增大 → 刀具崩刃和工件报废的风险 → 薄壁区域的螺纹变形 |
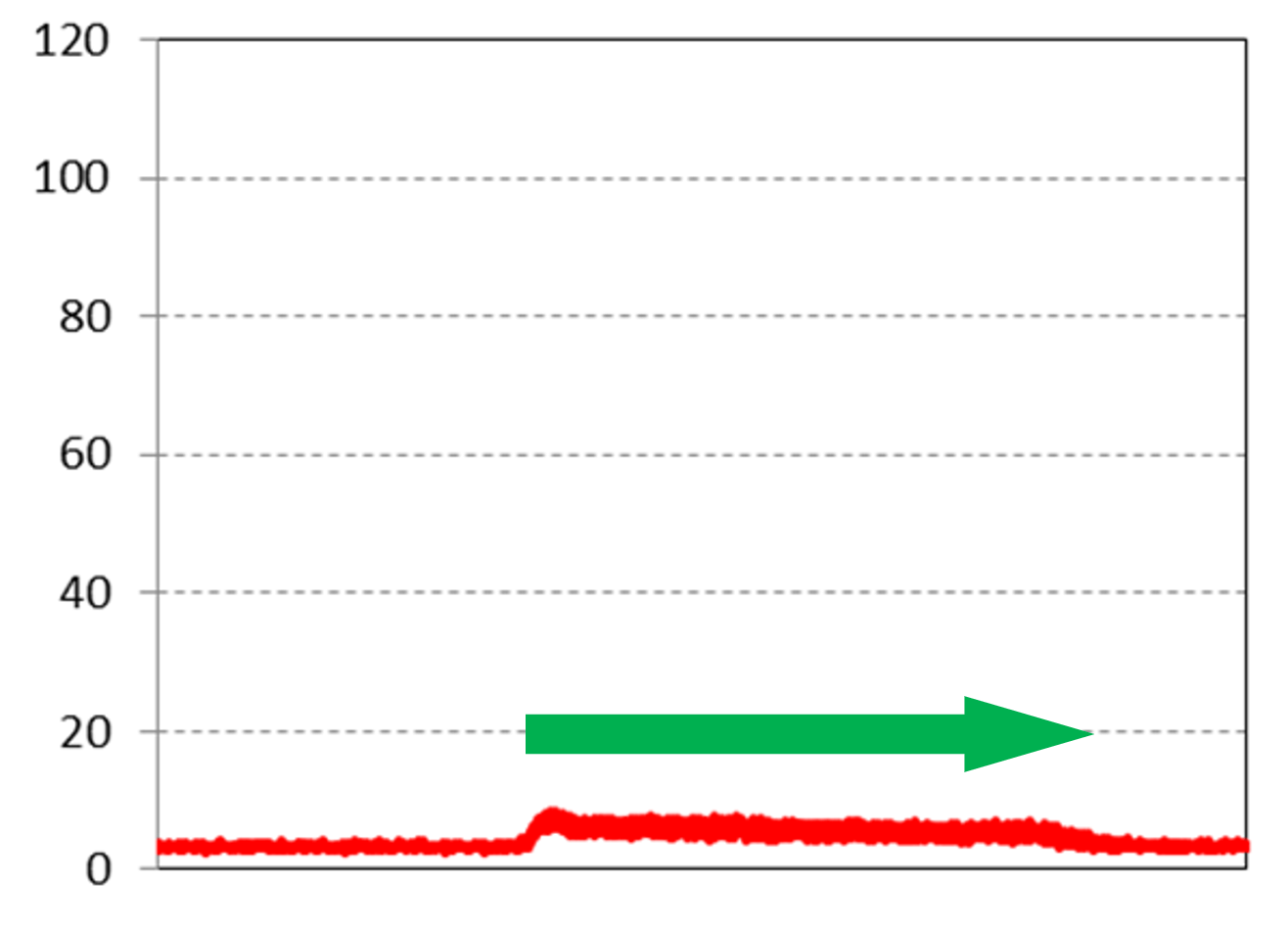
主轴电流(A)
螺纹深度
Vc: 95 m/min, fz: 0.02 mm/z 切削阻力小、稳定 → 降低刀具崩损风险 |
|
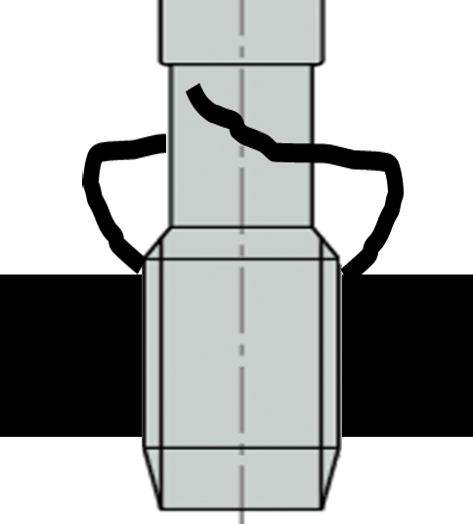
| 切屑 | 由于是连续切割, 切屑容易拉长
→切屑可能会缠住刀具,需要移除 → 切屑咬合导致突然断裂的风险
|
由于采用断续式切割, 切屑会被切断
→ 防止因操作不规范而造成计划外停机 → 确保无人值守通宵运行期间的安全
|
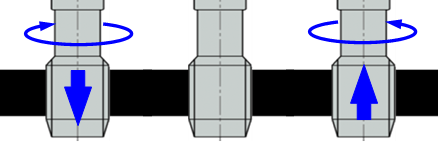
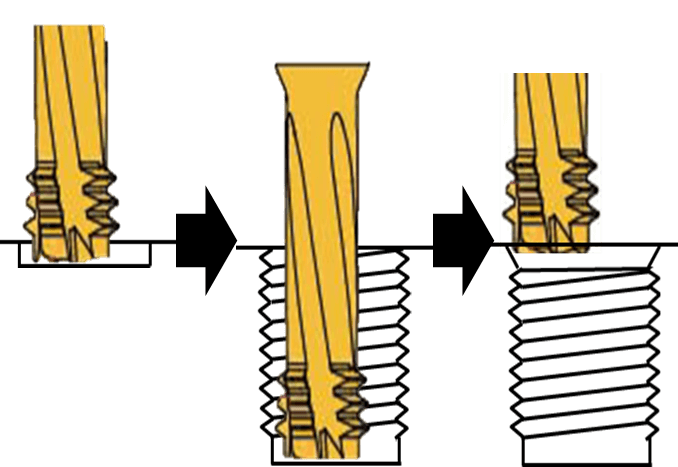
| 加工方法的差异 | 使用机床的固定循环。
刀具仅上下移动
|
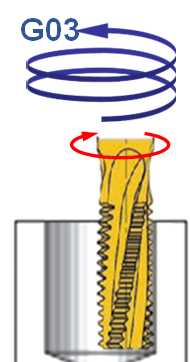
使用机床的螺旋插补功能。
沿圆弧插补 G02、G03 移动,同时沿 Z 轴深度方向移动。 → 创建稍复杂的程序
|
| 拆除破损刀具 | 需要用丝锥钻拆卸。 可能会损坏工件。 |
即使崩损,也只需取出碎片。 重新处理是可能的。 |

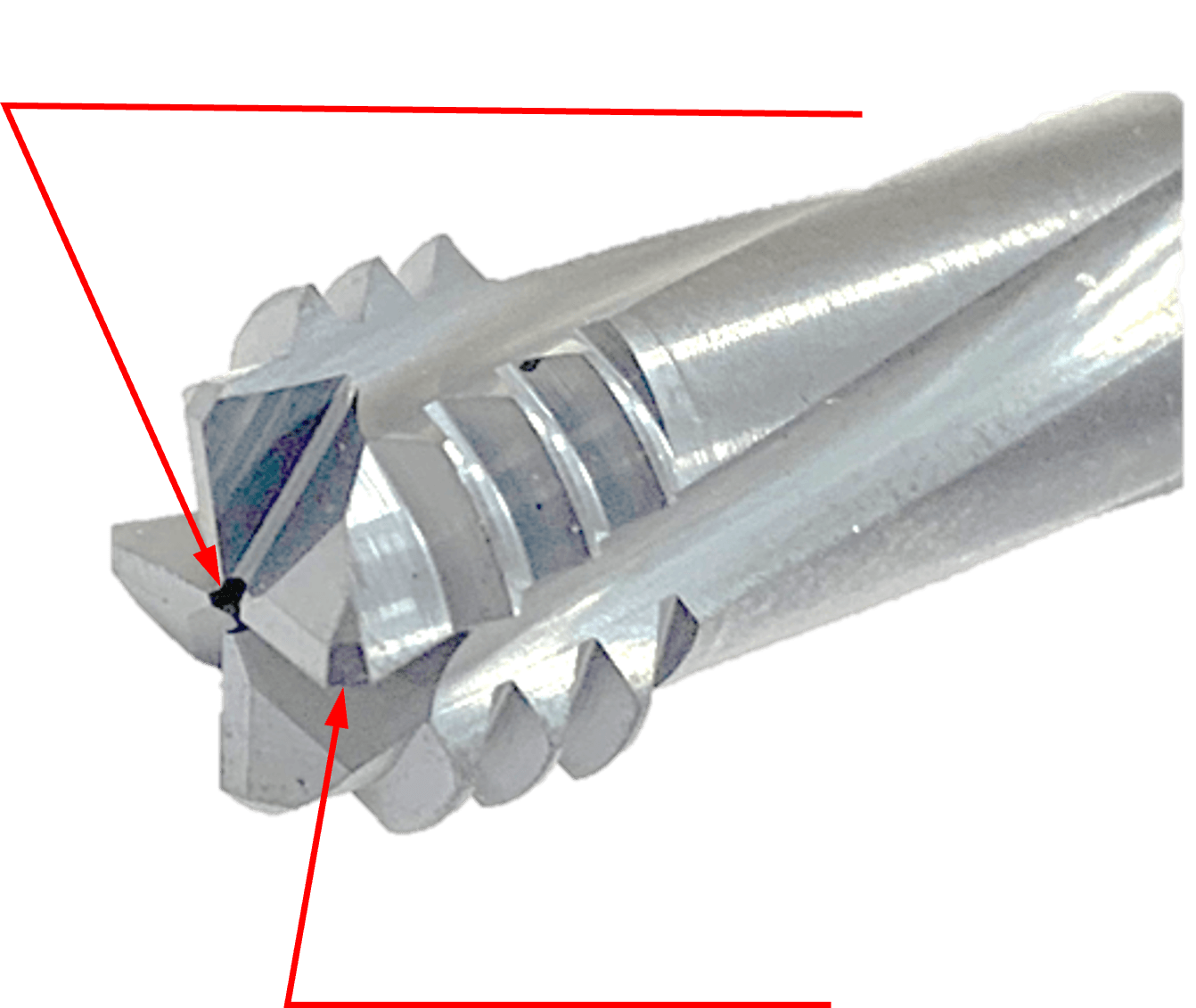
轻松创建螺纹铣程序!
平面切削刃螺纹铣床推荐给那些经常出现丝锥断裂或希望合并刀具的用户,但由于程序创建的复杂性,许多人在实施时犹豫不决。
为了解决这个问题,泰珂洛提供了一个聊天机器人工具,只需输入螺纹规格和标准,就能简化端面切削刃螺纹铣床的刀具选择和程序创建。这大大减少了编程所需的工作量,并充分利用了螺纹铣削的优势。
*本聊天机器人仅支持公制内螺纹。如需了解其他螺纹类型,请点击此处联系我们。
【按线程规格选择】聊天机器人在这里
【按线程标准选择】聊天机器人在这里
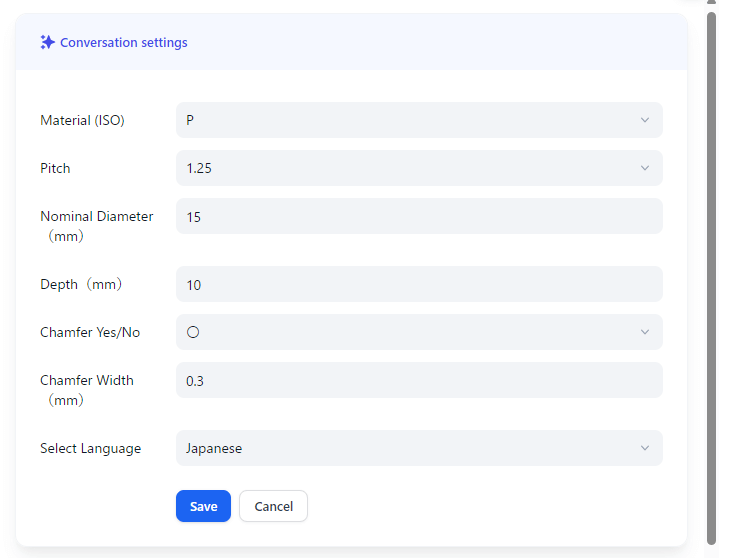
1. 设置界面
第一步是在工具中配置必要的参数。请输入以下项目:
- 材料 (ISO): 选择所用材料的 ISO 标准
- 间距: 选择间距值
- 公称直径(mm): 输入螺纹的公称直径
- 深度(mm): 指定深度
- 倒角是/否:选择是否包括倒角
- 倒角宽度(mm): 输入倒角宽度(如果选择倒角)
- 选择语言: 选择语言(例如日语)
*使用线程标准聊天机器人可以根据线程标准进行选择。
输入所有参数后,单击保存按钮保存设置。
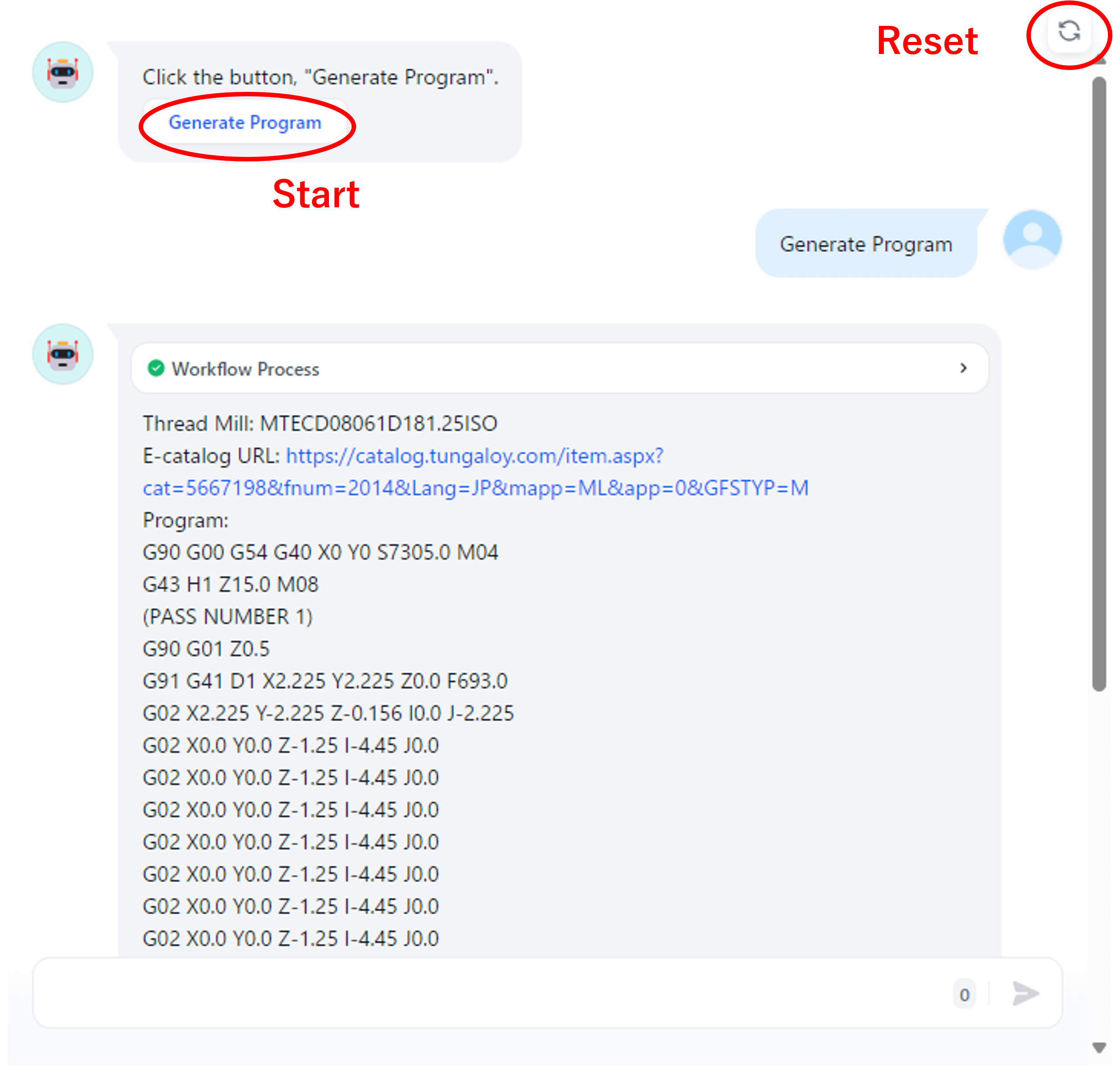
2. 程序生成
设置完成后,单击 “生成程序”按钮创建程序。生成的程序将显示在屏幕上,便于复制和使用。如果您想重置设置,请单击右上方的重置按钮返回设置界面。
用于创建程序的聊天机器人工具如下!
按螺纹尺寸选择
按螺纹标准选择
在生成的程序中,刀具的移动如视频所示。
