
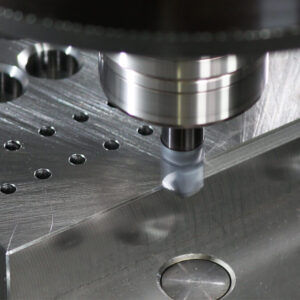
倒角是指对金属、树脂等材料的边缘和孔洞的边角进行斜切的一种加工方法。
具体来说,就是去除工件上的尖锐边缘和毛刺,形成平整的倒角斜面。
这种斜面一般加工成 45 度角,但角度可能因用途和目的而异。
事实上,倒角在日常生活中经常可以看到。
例如,如果你观察智能手机的四个角,就会发现它们都是对角线、圆角和倒角,使其拿起来平滑,不会划伤手。
倒角常用于烹饪,因为切掉蔬菜的角可以防止蔬菜在烹饪过程中被煮烂,使其更易入味。
正如您所看到的,倒角是我们身边经常见到的一种工艺。
了解倒角的优点、加工过程中的问题和解决方案
目录:
孔周围的倒角

车削: 使用内径刀具加工

铣削:使用倒角刀或实心头可更换倒角刀具进行加工
边缘倒角

车削:使用外圆刀具加工
铣削: 使用倒角刀或实心头可更换倒角刀具进行加工
探索不同的倒角类型
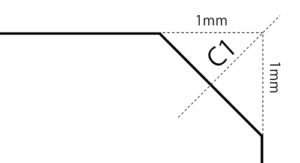
C倒角:
这是一种一般的倒角工艺,将边角切成 45° 角。
在许多情况下,”倒角 “一词指的是 “C 型倒角”。
在现场,加工指令被称为 “C1″。 这意味着从边缘(端部)切去 1 毫米宽。
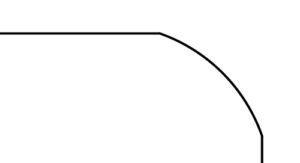
R倒角:
R-Chamfering 是一种专门用于圆角的工艺,在降低受伤风险方面效果显著。这种方法能确保边缘更平滑、更安全。
螺纹倒角:
螺纹倒角是一种细致入微的工艺,可将边角修饰到不易察觉的程度。它具有独特的作用,是既不需要 C 型倒角也不需要 R 型倒角的情况下的理想选择。相反,其重点仍然是消除毛刺,以达到肉眼无法察觉的程度。
增强安全性
倒角消除了锋利的边缘和毛刺,大大降低了操作和使用过程中的受伤风险。
简化装配和安装
带有倒角的零件可使装配和安装过程更加顺畅,从而简化操作。
增强耐用性
通过避免应力集中–将应力集中在特定区域–倒角可以提高部件的疲劳强度。应力集中指的是应力在特定区域的累积,而疲劳强度则衡量材料在重复应力循环中的恢复能力。
出色的加工质量
倒角部件有助于在喷漆或电镀时获得均匀的表面效果,从而产生高质量的外观,增强整体美感。
延长刀具寿命
加工带有毛刺或锋利边缘的材料会迅速损坏刀具。预先倒角可以最大限度地减少刀具磨损,延长刀具寿命,确保更高效的加工过程。
倒角工艺中的常见挑战和解决方案
倒角工艺中的振刀
倒角过程中容易出现的一个问题是 “振刀”。
在对接加工过程中围绕孔倒角时,振刀是一个特殊问题。 在倒角角度为 45° 的情况下进行 C 型倒角时,刀具一侧的切削刃的切削深度角也为 45°。
当切削刃呈 45° 时,刀具径向偏转方向上的切削力会增大。
在加工较大倒角宽度(C2 及以上)时,径向切削力会更大,刀具偏斜引起的振刀也会更明显。

为解决这些问题,建议采取若干对策:
减少刀片数量
有时,减少刀具上的刀片数量,例如将可转位刀片从 4 个改为 2 个(在特定情况下甚至减少到 1 个),有助于抑制振刀。
降低转速
降低转速通常可以解决振动问题,但这种方法会影响加工效率和表面质量。平衡这些因素并优化转速可有效地将振动降至最低。
减小倒角宽度
事实证明,减小倒角宽度可以有效抑制刀具偏斜,进而抑制振动。例如,在处理较大的倒角(C5 或更高)时,使用钻孔或沉孔刀将工件预加工成多级孔形,有助于减少加工余量,并抑制倒角过程中的振动。
倒角宽度不均匀
倒角宽度呈现出不规则性,这是由于刀具偏斜和振刀造成的,根据加工区域和孔的相位而变化。作为解决方案,上一节 “倒角加工中的振刀 “中介绍的措施在这种情况下也很有效。
加工过程中的切屑控制
有效的切屑控制对于防止切屑缠绕至关重要,否则可能导致刀具损坏或工件受损。与 “倒角加工中的切屑 “类似,这个问题也经常出现在连续加工过程中,尤其是在孔周围进行倒角加工时。
对策 1:
使用带有断屑槽的可换刀倒角刀具,以减少切屑在工具中的缠绕。
对策 2:
在加工过程中,采用瞬停或循环啄钻方式,强行断屑。所谓 “瞬停加工”,就是在钻头主轴继续旋转的同时,暂时停止进给,以帮助断屑
了解 泰珂洛的 TungMeister 系列,该系列拥有多种可更换刀头的刀具,专为精密倒角应用而设计。这些工具通过可更换刀头简化了工具更换过程。TungMeister 系列包括三种专用刀头类型–中心钻头、后倒角刀头和 R 型倒角刀头,是倒角和定点钻孔任务的理想选择,具有满足特定加工需求的多功能性。

有三种倒角/定心钻头可供选择:



中心钻头
用于前/后倒角加工的刀头
R倒角
这是一款用途极为广泛的倒角铣刀,设计用于各种倒角类型:
- 一把铣刀,用于倒角孔直径从 Φ5.0 到 42.0(倒角角度为 45°)。
- 高质量倒角,切削刃规格优异。
- 切削刃长,可加工大倒角宽度。
- 用于 30°、45° 和 60°倒角。
- 适合的应用包括通过冲孔和铣削方法进行倒角加工.
TungQuad: 经济型 4 刀尖设计,适用于 C2.5 以下的小型倒角加工。
- 带有四个刀尖的小型刀片有助于提高成本效益。
- 锋利的刃口设计,可最大限度地减少振刀,确保加工出高质量的表面。
- 有铝制断屑槽和锋利的刃口设计。
- 还可进行背面倒角。
- 适合的应用包括冲压倒角、铣削倒角和背面倒角。

泰珂洛极力推荐 DrillMeister,这是一种可更换钻尖的工具,其倒角主体可显著提高倒角效率。
DrillMeister的专用可换钻尖将创新设计与实用性相结合,提高了加工精度、效率和成本效益,从而彻底改变了加工方式。

无需重新研磨,减少管理工作量
将旧钻尖换成新钻尖,无需重新修磨,大大简化了刀具管理工作。
稳定持久的质量
持续使用新刀头可防止因重新修磨和重新涂层而导致的性能下降和质量波动。这种方法可确保稳定、长期的刀具寿命和始终如一的高质量加工效果。
减少工件缺陷
使用可换钻尖式钻头时,刀具的悬伸长度和钻尖与倒角刃的距离保持不变。这就保证了加工过程中的尺寸精度,大大降低了工件缺陷的风险。
加强对倒角刀片的切屑控制
DrillMeister 的特殊倒角采用了带断屑槽的刀片,可在倒角过程中有效管理切屑,防止切屑伸长和缠绕,从而提高切屑控制能力。
特殊钻具及其绘图系统介绍
推出创新解决方案,用于绘制专用钻具图纸,这在以前是一个耗时的过程。
我们新开发的服务可随时随地轻松创建简单的图表。
探索 “特殊钻具绘图系统”!通过输入工具的基本信息,您可以快速生成带有倒角功能的特殊钻孔工具的直观图。
