

用于钻孔和车削加工的多功能刀具
可以提高生产效率和多功能刀具

应用 & 特点
应用



特点
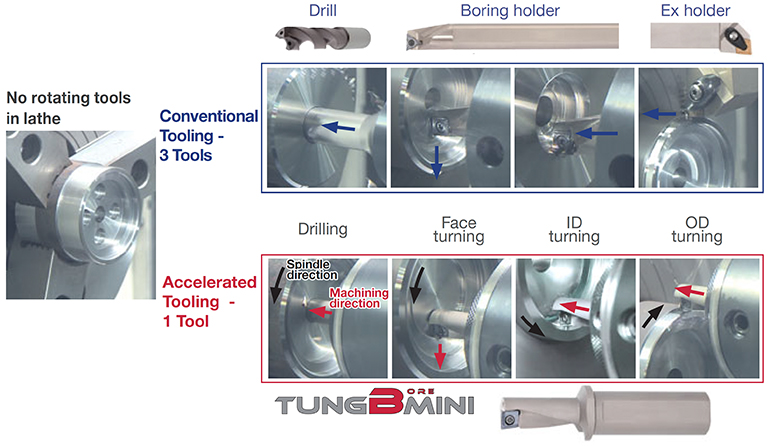
1. M最少的刀具实现最高的生产效率
• 一支TungBoreMini 刀具可以应对多项加工任务,如无需更换刀具就可以完成钻孔和后续的内孔车削加工。
• 可用于各种材料的钻孔和扩孔加工,取代使用钻头和车刀。
• 可以当做标准车刀使用,用于内孔,外圆和/或端面车削加工。
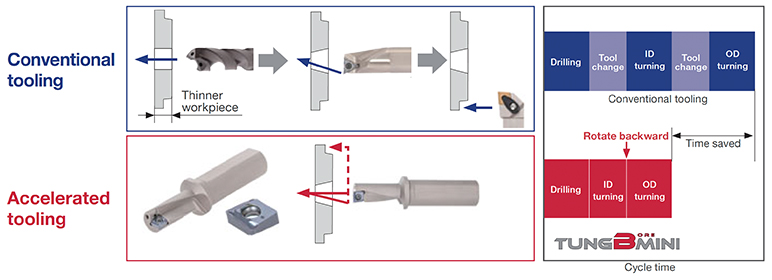
2. 减少机床停机时间
多功能TungBoreMini 节约了换刀时间,大幅缩短了循环时间-特别适合用于单个工序加工时间短而快的工况,从而大大缩短了循环时间。
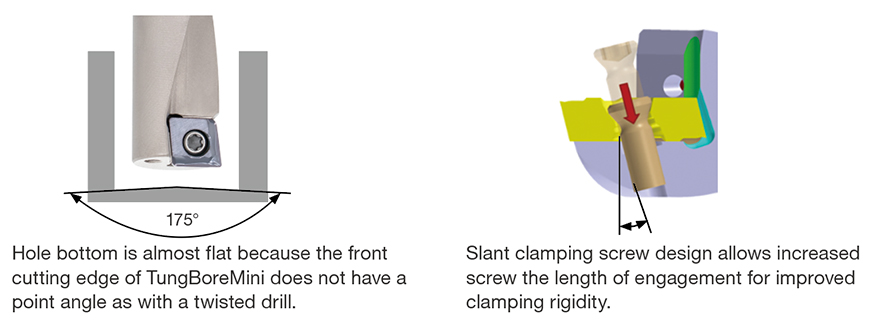
3.特点
刀片 & 材质

刀杆

实际案例
案例 #1
通用工程
| 零件: | 设备零件 |
| 材料: | SUS440 |
| 刀杆: | TBM12R/LF16-2.25 |
| 刀片: | XOMU06H204-PS |
| 材质: | AH725 |
| 加工条件: | Vc = 80 (m/min) f = 0.15 (mm/rev) ap = 2.5 (mm) 冷却方式: 冷却液 |

案例 #2
通用工程
| 零件: | 设备零件 |
| 材料: | SUS304 / X5CrNi18-9 |
| 刀杆: | TBM12R/LF16-2.25 |
| 刀片: | XOMU06H204-PS |
| 材质: | AH725 |
| 加工条件: | Vc = 100 (m/min) f = 钻孔: 0.03, 内孔车削:0.1 – 0.15 (mm/rev) ap = 0.5 (mm) 冷却方式: 冷却液 |

标准加工条件
Drilling
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
|
|
Low carbon steel Carbon steel |
50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Stainless steel | 50 – 160 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Cast iron | 50 – 180 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |
|
|
Aluminium alloys | 100 – 300 | 0.02 – 0.05 | 0.02 – 0.05 | 0.02 – 0.07 | 0.01 – 0.075 | 0.01 – 0.08 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.14 | 0.05 – 0.14 |




Internal Turning
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Low carbon steel Carbon steel |
50 – 180 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Stainless steel | 50 – 160 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Cast iron | 50 – 180 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
| ISO | Workpiece materials | Cutting speed Vc (m/min) | Minimum bore diameter: DMIN (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| ø8 | ø10 | ø12 | ø14 | ø16 | ø18 | ø20 | ø25 | ø32 | |||
| Depth of cut: ap (mm) | |||||||||||
|
|
Aluminium alloys | 100 – 300 | 0.2 – 2.5 | 0.5 – 3 | 0.5 – 3.5 | 0.5 – 4.5 | 0.5 – 5 | 0.5 – 5.5 | 0.5 – 6 | 0.5 – 6.5 | 0.5 – 7 |
| Feed: f (mm/rev) | |||||||||||
| 0.02 – 0.12 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.05 – 0.2 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.3 | 0.1 – 0.4 | |||
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
e-Catalog


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.