

用于淬火钢精加工带断屑槽的CBN刀片
在淬火钢精加工中实现高效切屑控制的带3D断屑槽的CBN刀片



应用 & 特点
应用


特点
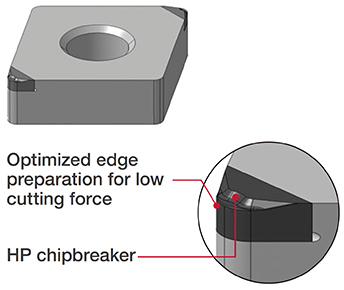
1. 用于淬火钢精加工的新型HP断屑槽
• 通过将断屑槽从刀尖位置分离,在加工中刀尖上的切削力大幅降低,从而延长了刀具寿命。
• 刃口处理确保低切削力,同时保证紧密的公差,不会超差。
• HP型断屑槽自带修光刃,实现了优秀的表面质量和良好的切屑控制。
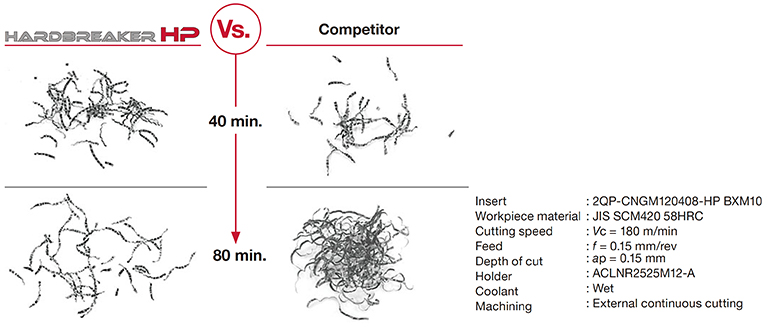
2. 保证切屑控制长时间稳定
刀片 & 材质
实际案例
案例 #1
汽车行业
| 零件: | CVJ 零件 |
| 材料: | SCR420(JIS) (60HRC) |
| 刀杆: | ACLNR2525M12-A |
| 刀片: | 2QP-CNGM120408-HP |
| 材质: | BXM10 |
| 加工条件: | Vc = 250 (m/min) (820 sfm) f = 0.20 (mm/rev) (.08 ipr) ap = 0.20 (mm) (.08″) 应用: 外圆车削和端面车削 冷却方式: 冷却液 机床: 数控车床 |

案例 #2
汽车行业
| 零件: | 轴 |
| 材料: | SCM420(JIS) (59HRC) |
| 刀杆: | SDJCR2525M11 |
| 刀片: | 2QP-DCGT11T304-HP |
| 材质: | BXM10 |
| 加工条件: | Vc = 120 (m/min) (394 sfm) f = 0.05 (mm/rev) (.002 ipr) ap = 0.20 (mm) (.08″) 应用: 外圆车削 冷却方式: 冷却液 机床: 数控车床 |

案例 #3
汽车行业
| 零件: | 链轮 |
| 材料: | SCM415(JIS) (55HRC) |
| 刀杆: | ACLNL2020K12-A |
| 刀片: | 2QP-CNGM120404WL-HP |
| 材质: | BXA20 |
| 加工条件: | Vc = 120 (m/min) (394 sfm) f = 0.05 (mm/rev) (.002 ipr) ap = 0.10 (mm) (.04″) 应用: 外圆车削 冷却方式: 冷却液 机床: 数控车床 |

标准加工条件
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
e-Catalog


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统