

高通用性,高经济性和高生产效率的6刀尖刀片
使用一支刀具可完成前车,背车,仿形和端面车削加工

应用&特点
应用

特点
1. 两种类型的刀尖角和刃口角度可用于通用加工
拥有80°或者35°刀尖角的双面6刀尖刀片
- 背(拉) 车: 刃口的大进给设计相对于现有的ISO刀具生产效率提高了200%,不并且无需特殊的程序。
- 前 (推) 车: 可以像使用标准ISO刀具一样用相同的刀尖加工相同的工序。

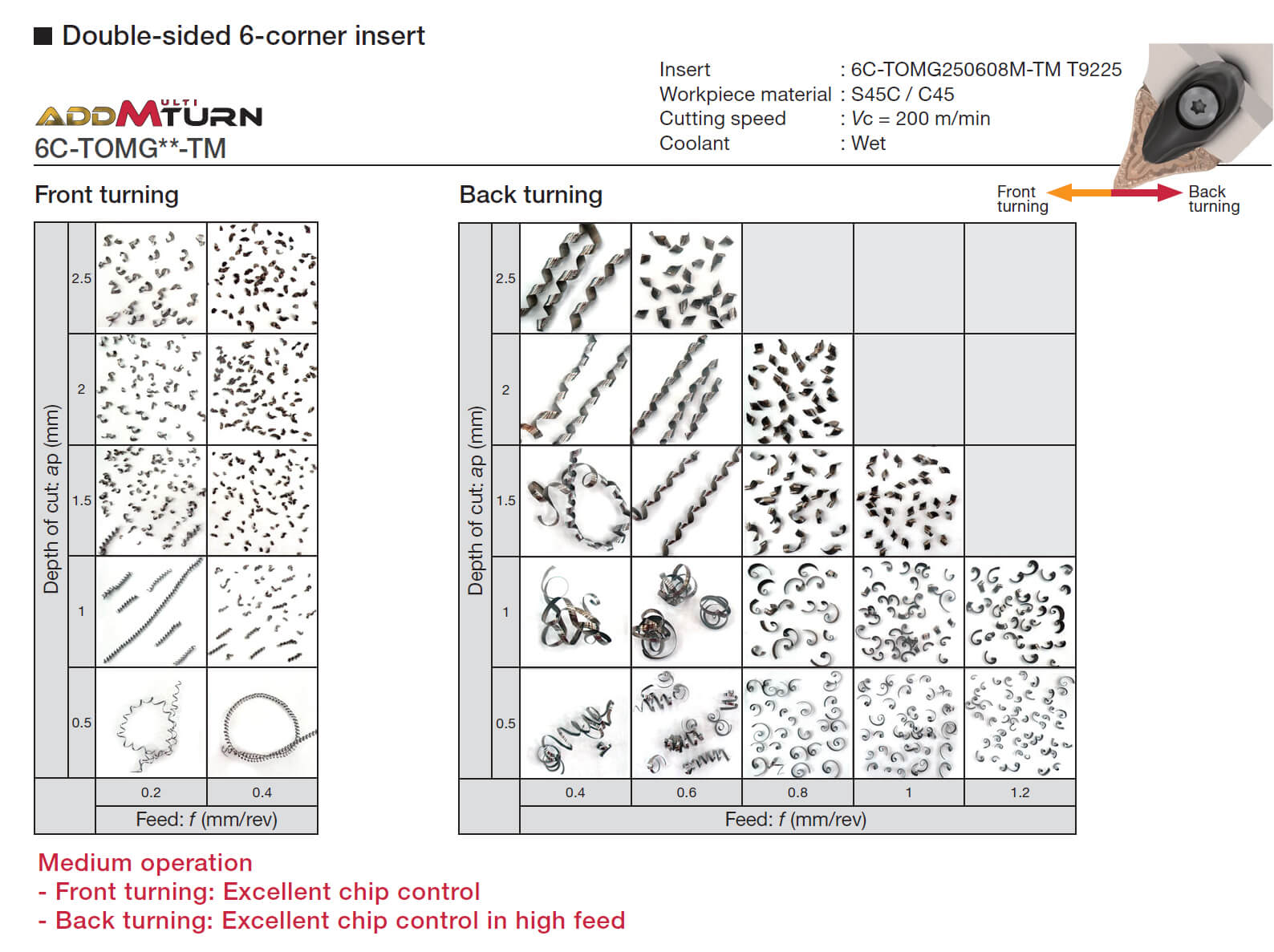
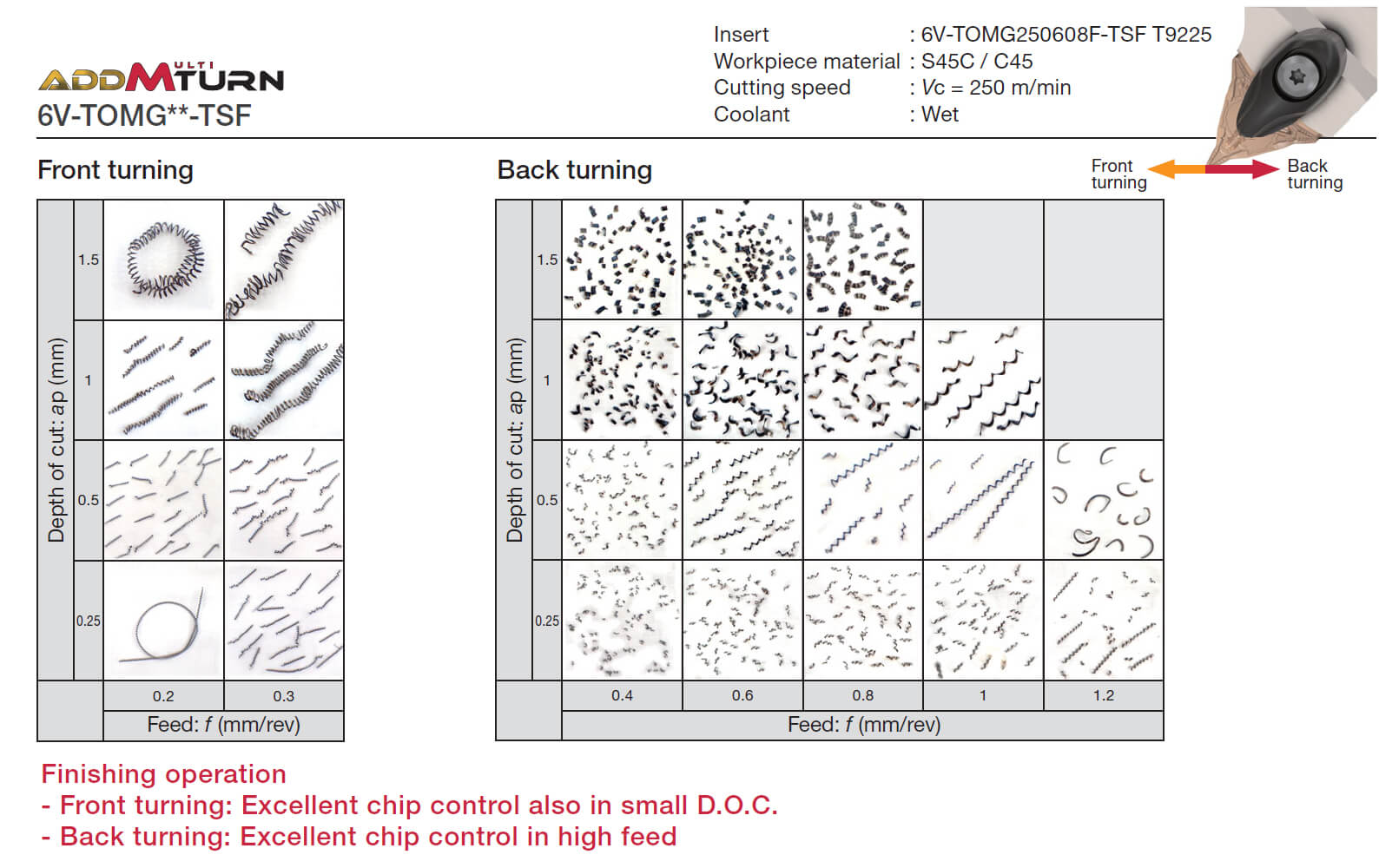
2.切屑控制
3. Y-PRISM 安全锁紧设计在垫片上有轨道可以与刀片上的槽对应,用于实现紧密的互锁和牢固的锁紧。

防止切削力从各个方向上影响刀具位置并确保较高的稳定性

两款刀片都可以安装在同一款刀杆上
4. 刀具寿命
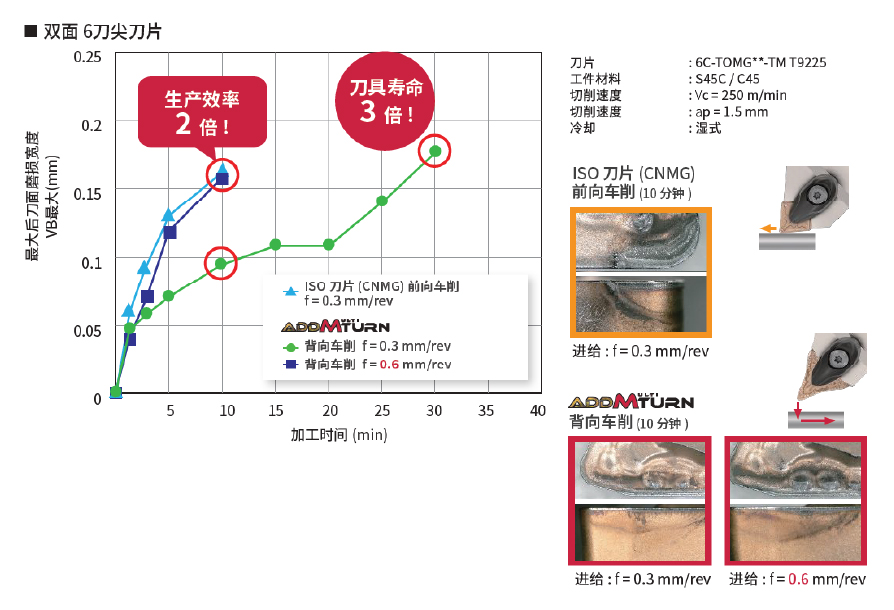
在相同进给率下,AddMultiTurn 刀片的刀具寿命延长至三倍。
与 ISO 刀片相比,AddMultiTurn 刀片可在一倍的加工效率下,实现相同的刀具寿命。
刀片&材质


刀杆


实际案例
示例 #1
| 零件: | 涡轮机轴 |
| 材料: | SCr420 / 20Cr4 |
| 刀杆: | ATXOL2525M25-A |
| 刀片: | 6C-TOMG250608M-TM |
| 材质: | T9215 |
| 加工条件: | Vc = 147 (m/min) 端面车削: f = 0.35 (mm/rev) ap = 1 – 2 (mm) 外圆车削: f = 0.5 (mm/rev) ap = 0.5 (mm)冷却方式: 冷却液(外冷) 应用: 端面车削,外圆车削 |

示例 #2
| 零件: | 齿轮零件 |
| 材料: | S25C / C25 |
| 刀杆: | ATXOR2525M25-A |
| 刀片: | 6V-TOMG250604F-TSF |
| 材质: | T9215 |
| 加工条件: | Vc = 200 (m/min) 粗加工 : f = 0.6 (mm/rev) x 2 刀 精加工 : f = 0.1 (mm/rev) x 1 刀 ap = 0.5 (mm) x 3 刀冷却方式: 冷却液(外冷) 应用: 外圆车削 |

标准加工条件
Double-sided 6-corner insert
| ISO | 应用 | 断屑槽 | 材质 | 切深: ap (mm) | 进给: f (mm/rev) | 切削速度 | ||
|---|---|---|---|---|---|---|---|---|
| 前车 | 背车 | 前车 | 背车 | Vc (m/min) | ||||
 |
精加工 | TSF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 150 – 400 |
| TSF | T9225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 80- 300 | ||
| 半精加工到重型切削 | TM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 150 – 400 | |
| TM | T9225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 80 – 300 | ||
 |
精加工 | TSF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 100 – 250 |
| TSF | AH8015 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 90 – 190 | ||
| 半精加工到重型切削 | TM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 100 – 250 | |
| TM | AH8015 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 90 – 190 | ||
 |
精加工 | TSF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 140 – 500 |
| 半精加工到重型切削 | TM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 140 – 500 | |
 |
精加工 | TSF | AH8015 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 20 – 80 |
| 半精加工到重型切削 | TM | AH8015 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 20 – 80 | |
Single-sided 3-corner insert
| ISO | Operation | Chipbreaker | Grade | Depth of cut: ap (mm) | Feed: f (mm/rev) | Cutting speed | ||
|---|---|---|---|---|---|---|---|---|
| Front turning | Back turning | Front turning | Back turning | Vc (m/min) | ||||
|
Medium to heavy cutting |
TM | T9215 | 0.5 – 4 | 0.5 – 2 | 0.2 – 0.6 | 0.4 – 2 | 150 – 400 |
|
Medium to heavy cutting |
TM | T9215 | 0.5 – 4 | 0.5 – 2 | 0.2 – 0.6 | 0.4 – 2 | 100 – 250 |
|
Medium to heavy cutting |
TM | T9215 | 0.5 – 4 | 0.5 – 2 | 0.2 – 0.6 | 0.4 – 2 | 140 – 500 |


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统