

铝合金高速精加工平面铣刀
带创新刀片锁紧设计的超高密度PCD铣刀实现简单、快速的刀片设置


应用 & 特点
应用

特点
铝合金精加工超高密齿铣刀
• PCD刀尖数量非常多。

• 用于高速铣削抗离心力的安全刀片锁紧。
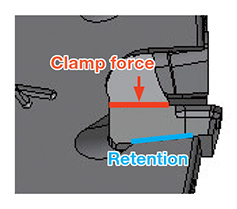
凸轮调节系统
• 创新的刀片轴向调节机构。
刀片 & 材质



刀体


实际案例
案例 #1
汽车行业
| 零件: | 起重机本体部分 |
| 材料: | 高压铝合金压铸(ADC12) |
| 刀盘: | TPYD06J080B25.4R16 (ø80 mm, z = 16) |
| 刀片: | YDEN0603PDFR-D |
| 材质: | DX110 |
| 加工条件: | Vc = 2011 (m/min) fz = 0.1 (mm/t) Vf = 12800 (mm/min) ap = 4/1 (mm) ae = 5 – 20 (mm) 应用: 平面铣削 冷却方式: 冷却液(外冷) 机床: 立式加工中心, BT50 |

案例 #2
汽车行业
| 零件: | 曲轴箱 |
| 材料: | 高压铝合金压铸 (ADC12) |
| 刀盘: | TPYD06J100B31.7R22 (ø100 mm, z = 22) |
| 刀片: | YDEN0603PDFR-D |
| 材质: | DX110 |
| 加工条件: | Vc = 3142 (m/min) fz = 0.09 (mm/t) Vf = 20,000 (mm/min) ap = 4.5/1.5 (mm) ae = 10 – 70 (mm) 应用: 平面铣削 冷却方式: 冷却液(内冷) 机床: 立式加工中心, BT40 |

案例 #3
汽车行业
| 零件: | 曲轴箱 |
| 材料: | 高压铝合金压铸 (ADC12) |
| 刀盘: | 非标TPYD06 刀体 (ø61 mm, z = 10) |
| 刀片: | YDEN0603PDSR-D |
| 材质: | DX110 |
| 加工条件: | Vc = 1916 (m/min) fz = 0.11 (mm/t) Vf = 11400 (m/min) ap = 0.5 (mm) ae = – 5 (mm) 应用: 平面铣削 冷却方式: 冷却液(内冷) 机床: 立式加工中心, BT30 |

标准加工条件
| ISO | 工件材料 | 材质 | 切削速度 Vc (m/min) |
每齿进给 fz (mm/t) |
|---|---|---|---|---|
| 铸造铝合金/ 压铸 (Si < 13%) |
DX110 | 500 – 4,000 | 0.05 – 0.2 | |
| 铸造铝合金/ 压铸(Si ≥ 13%) | DX110 | 200 – 800 | 0.05 – 0.2 | |
| 铝合金(1000 – 7000 series) | DX110 | 500 – 4,000 | 0.05 – 0.2 | |
| 钛合金 | DX110 | 200 – 500 | 0.05 – 0.2 |
- 上表中的值为标准建议值,可能需要根据切削深度和/或工件/机床刚性进行调整。
- 使用修光刃刀片(-WD)以达到更好的表面要求,使用去毛刺刀片(-BD)以去除毛刺。
- 加工铝或铜合金时,始终使用切削液(乳化液冷却液)。
关于该产品的更多信息,请访问我们的线上e-catalog或者下载产品样本:
e-Catalog


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统