

用于铝合金和非铁材料高速加工方肩铣刀
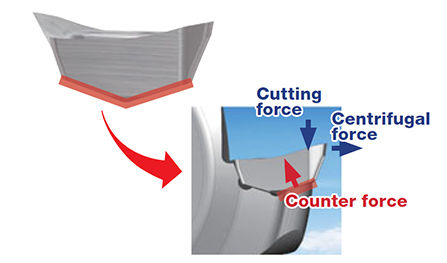
V-形底部确保在刀盘上安全的刀片锁紧,从而实现高速加工和螺旋坡走铣

应用 & 特点
应用









特点
1. 带V形底部安全、稳定的刀片锁紧设计
V 形底部能够提供抵消切削力和离心力的反作用力。
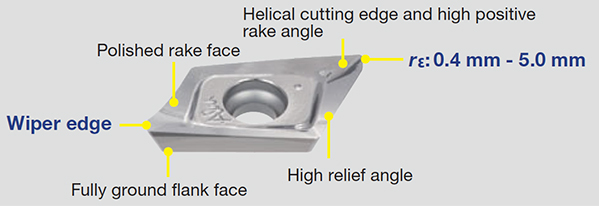
2. 用于铝合金加工优秀的切削刃几何形状
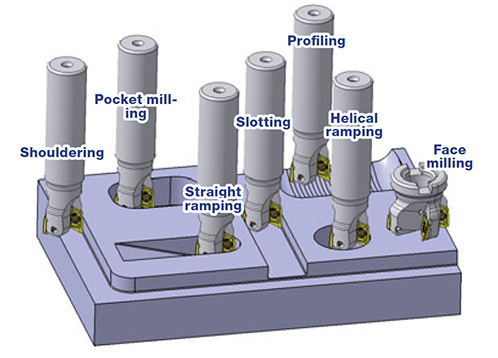
3. 适用于宽范围的加工
刀片 & 材质

刀体



实际案例
案例 #1
航空航天领域
| 零件: | 飞机零件 |
| 材料: | A7050 / AlZn5.5MgCu |
| 刀盘: | EPXV16M032C32.0R03 (DC = 32 mm, CICT = 3) |
| 刀片: | XVCT160530PEFR-AM |
| 材质: | TH10 |
| 加工条件: | Vc = 950 (m/min) fz = 0.14 (mm/t) ap = 2.5 (mm) ae = 18 (mm) 应用: 型腔铣削 冷却方式: 冷却液 机床: 立式加工中心, BT50 |

标准加工条件
| ISO | Workpiece material | Hardness (HB) |
Grade | Chip breaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
Tool dia: Dc (mm), Number of revolutions: n (min-1), Feed speed: Vf (mm/min), Depth of cut: ap = 2.0 mm, Number of inserts: CICT | |||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø25 | ø32 | ø40 | ø50 | ø63 | ø80 | ø100 | ø125 | |||||||||||||||
| CICT = 2 | CICT = 3 | CICT = 3 | CICT = 4 | CICT = 5 | CICT = 5 | CICT = 6 | CICT = 7 | |||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | |||||||
| Aluminium alloy | 60 | DS2015, TH10 | AM | 300 – 3000 | 0.15 – 0.35 | 19,100 | 9,600 | 14,900 | 11,200 | 11,900 | 8,900 | 9,500 | 9,500 | 7,600 | 9,500 | 6,000 | 7,500 | 4,800 | 7,200 | 3,800 | 6,700 | |
| Vc = 1500m/min, fz = 0.25 mm/t | ||||||||||||||||||||||
| 100 | DS2015, TH10 | AM | 200 – 2000 | 0.1 – 0.25 | 12,700 | 5,100 | 9,900 | 5,900 | 8,000 | 4,800 | 6,400 | 5,100 | 5,100 | 5,100 | 4,000 | 4,000 | 3,200 | 3,800 | 2,500 | 3,500 | ||
| Vc = 1000m/min, fz = 0.2 mm/t | ||||||||||||||||||||||
| Cast aluminium alloy (Si ≦ 13%) |
75 | DS2015, TH10 | AM | 200 – 2000 | 0.15 – 0.3 | 12,700 | 5,100 | 9,900 | 5,900 | 8,000 | 4,800 | 6,400 | 5,100 | 5,100 | 5,100 | 4,000 | 4,000 | 3,200 | 3,800 | 2,500 | 3,500 | |
| Vc = 1000m/min, fz = 0.2 mm/t | ||||||||||||||||||||||
| 90 | DS2015, TH10 | AM | 200 – 1500 | 0.1 – 0.25 | 10,200 | 3,100 | 8,000 | 3,600 | 6,400 | 2,900 | 5,100 | 3,100 | 4,000 | 3,000 | 3,200 | 2,400 | 2,500 | 2,300 | 2,000 | 2,100 | ||
| Vc = 800m/min, fz = 0.15 mm/t | ||||||||||||||||||||||
| Cast aluminium alloy (Si > 13%) |
130 | DS2015, TH10 | AM | 200 – 1000 | 0.07 – 0.15 | 7,600 | 1,500 | 6,000 | 1,800 | 4,800 | 1,400 | 3,800 | 1,500 | 3,000 | 1,500 | 2,400 | 1,200 | 1,900 | 1,100 | 1,500 | 1,100 | |
| Vc = 600m/min, fz = 0.1 mm/t | ||||||||||||||||||||||
| Copper alloys (Pb > 1%) |
110 | DS2015, TH10 | AM | 200 – 800 | 0.07 – 0.15 | 6,400 | 1,300 | 5,000 | 1,500 | 4,000 | 1,200 | 3,200 | 1,300 | 2,500 | 1,300 | 2,000 | 1,000 | 1,600 | 1,000 | 1,300 | 900 | |
| Vc = 500m/min, fz = 0.1 mm/t | ||||||||||||||||||||||
| Copper alloys | 90 | DS2015, TH10 | AM | 300 – 1000 | 0.1 – 0.15 | 7,600 | 1,800 | 6,000 | 2,200 | 4,800 | 1,700 | 3,800 | 1,800 | 3,000 | 1,800 | 2,400 | 1,400 | 1,900 | 1,400 | 1,500 | 1,300 | |
| Vc = 600m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
| 100 | DS2015, TH10 | AM | 300 – 800 | 0.1 – 0.15 | 6,400 | 1,500 | 5,000 | 1,800 | 4,000 | 1,400 | 3,200 | 1,500 | 2,500 | 1,500 | 2,000 | 1,200 | 1,600 | 1,200 | 1,300 | 1,100 | ||
| Vc = 500m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
| Duroplastics, fiber plastics | – | DS2015, TH10 | AM | 100 – 500 | 0.1 – 0.15 | 3,800 | 900 | 3,000 | 1,100 | 2,400 | 900 | 1,900 | 900 | 1,500 | 900 | 1,200 | 700 | 1,000 | 700 | 800 | 700 | |
| Vc = 300m/min, fz = 0.12 mm/t | ||||||||||||||||||||||
| Hard rubber | – | DS2015, TH10 | AM | 100 – 300 | 0.1 – 0.15 | 2,500 | 600 | 2,000 | 700 | 1,600 | 600 | 1,300 | 600 | 1,000 | 600 | 800 | 500 | 600 | 400 | 500 | 400 | |
| Vc = 200m/min, fz = 0.12 mm/t | ||||||||||||||||||||||


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统