

多功能扩孔刀,拥有丰富的刀具直径规格
丰富的刀具直径规格满足各种孔加工需求

应用 & 特点
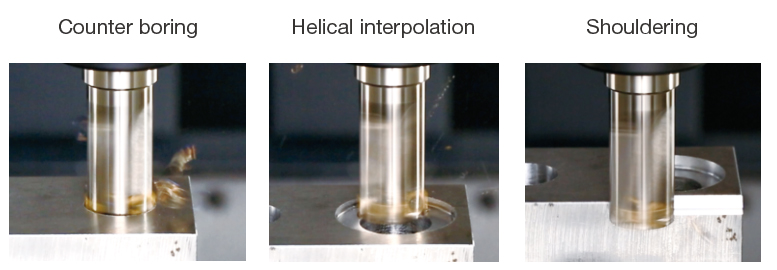
应用




特点
1. 用于各种扩充加工的丰富刀具阵容
2. 2款立铣刀可选
• 整体式: ø10 – ø43mm
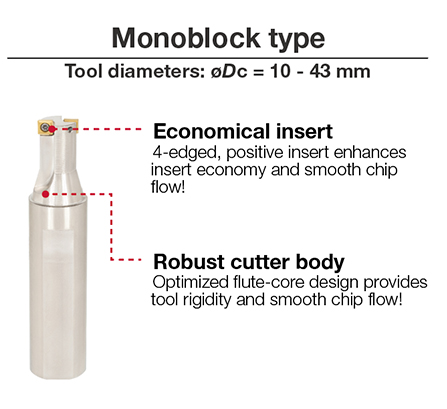
• 刀夹式: ø26 – ø59mm, 使用垫片调节直径

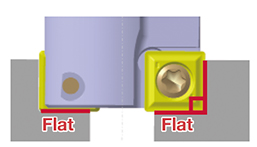
3. 加工90°平底面
4. 多功能
刀片 & 材质

刀体


成功案例
案例 #1
汽车行业
| 零件: | 连杆 |
| 材料: | S55C / C55 |
| 钻头: | TCB170F25 |
| 刀片: | SPMP831DS |
| 材质: | T313W |
| 加工条件: | Vc = 160 (m/min) f = 0.2 (mm/rev) Vf = 600 (mm/min) H = 24 (mm) 应用: 镗孔 冷却方式: 冷却液 机床: 专机 |

案例 #2
通用工程
| 零件: | 阀门 |
| 材料: | FC250 / GG25 / 250 |
| 刀杆: | TCB240F25 |
| 刀片: | SPMP042ERD |
| 材质: | T313W |
| 加工条件: | Vc= 180 (m/min) f= 0.3 (mm/rev) Vf= 720 (mm/min) H= 30 (mm) 应用: 镗孔 冷却方式: 冷却液 机床: 卧式加工中心, BT50 |

案例 #3
通用工程
| 零件: | 轴承 |
| 材料: | S45C / C45 |
| 刀杆: | TCB-320 |
| 刀片: | SPMM322ERD |
| 材质: | T313W |
| 加工条件: | Vc= 150 (m/min) f= 0.25 (mm/rev) Vf= 375 (mm/min) H= 40 (mm) 应用: 镗孔 冷却方式: 冷却液 机床: 数控车床 |

标准加工条件
Counter boring
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Feed : f (mm/rev) | |
|---|---|---|---|---|---|
| ø10 – 12 (z = 1) | ø13 – 59 (z = 2) | ||||
 |
Carbon steel | – 300 HB | 80 – 200 | 0.03 – 0.08 | 0.1 – 0.3 |
 |
Stainless steel | – 200 HB | 80 – 150 | 0.03 – 0.05 | 0.06 – 0.15 |
 |
Grey cast iron | 150 – 250 HB | 80 – 200 | 0.05 – 0.1 | 0.1 – 0.4 |
 |
Non-ferrous | – | 100 – 300 | 0.05 – 0.2 | 0.1 – 0.4 |
 |
Superalloys | – 40 HRC | 50 – 80 | 0.03 – 0.05 | 0.06 – 0.15 |
 |
Hard materials | – 50 HRC | 50 – 80 | 0.03 – 0.05 | 0.06 – 0.15 |
Milling
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|
|
Carbon steel | – 300 HB | 80 – 200 | 0.05 – 0.15 |
|
Stainless steel | – 200 HB | 80 – 150 | 0.05 – 0.1 |
|
Grey cast iron | 150 – 250 HB | 80 – 200 | 0.05 – 0.2 |
|
Non-ferrous | – | 100 – 300 | 0.1 – 0.2 |
|
Superalloys | – 40 HRC | 50 – 80 | 0.05 – 0.08 |
|
Hard materials | – 50 HRC | 50 – 80 | 0.05 – 0.08 |
Internal boring (With one cutting edge)
| ISO | Workpiece material | Hardness | Cutting speed Vc (m/min) |
Depth of cut ap (mm) |
Feed fz (mm/t) |
|---|---|---|---|---|---|
|
Carbon steel | – 300 HB | 80 – 200 | 0.5 – | 0.05 – 0.15 |
|
Stainless steel | – 200 HB | 80 – 150 | 0.5 – | 0.05 – 0.1 |
|
Grey cast iron | 150 – 250 HB | 80 – 200 | 0.5 – | 0.05 – 0.2 |
|
Non-ferrous | – | 100 – 300 | 0.5 – | 0.1 – 0.2 |
|
Superalloys | – 40 HRC | 50 – 80 | 0.5 – | 0.05 – 0.08 |
|
Hard materials | – 50 HRC | 50 – 80 | 0.5 – | 0.05 – 0.08 |


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统