

用于复杂零件仿形铣削加工用圆刀片铣刀
创新和安全的防转系统,采用固定的刀片定位,实现较高的刚性锁紧
* FixRMill has an upgraded series. If you’re considering it, check out the new series page.

应用& 特点
应用








特点
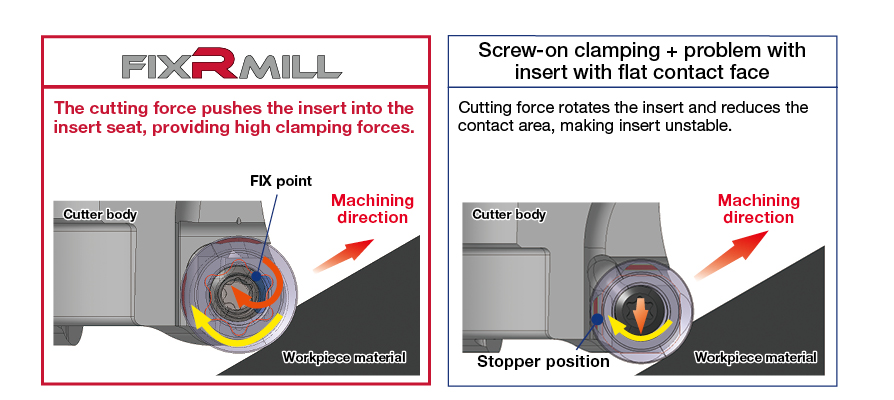
1. 高刚性防转锁紧系统
• 刀体上的凸起确保安全的刀片定位。
• 切削力将刀片推向刀片座,实现牢固的锁紧。
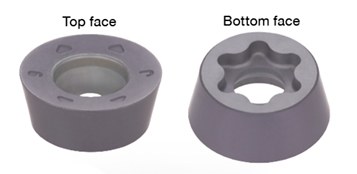
2. 可6次转位的圆刀片
• 无需完全拆除螺钉即可实现刀尖更换。
3. 切削速度 Vc 高达 300 m/min (984 sfm)
刀片 & 材质

刀体



实际案例
案例 #1
模具行业
| 零件: | 模具 |
| 材料: | SKD61 / X40CrMoV5-1 |
| 刀杆: | ERP12R032M32.0-03 |
| 刀片: | RPMT1204EN-ML |
| 材质: | AH725 |
| 加工条件: | Vc = 130 (m/min) fz = 0.4 (mm/t) ap = 1.0 (mm) ae = 26.0 (mm) 应用: 仿形铣削 冷却方式: 压缩空气 机床: 立式加工中心, BT40 |

案例 #2
通用工程
| 零件: | Machine part |
| 材料: | Corrosion-resistant stainless steel |
| 刀盘: | TRP12R050M22.0E05 |
| 刀片: | RPMT1204EN-ML |
| 材质: | AH130 |
| 加工条件: | Vc = 200 (m/min) fz = 0.3 (mm/t) ap = 1.0 (mm) ae = < 50 (mm) 应用: 曲面仿形铣削 冷却方式: 冷却液 机床: 5 轴加工中心, BT50 |

案例 #3
通用工程
| 零件: | Machine part |
| 材料: | SUS420J1 / X20Cr13 |
| 刀盘: | TRP12R050M22.0E05 |
| 刀片: | RPMT1204EN-MJ |
| 材质: | AH4035 |
| 加工条件: | Vc = 300 (m/min) fz = 0.5 (mm/t) ap = 2.0 (mm) ae = < 50 (mm) 应用: 曲面仿形铣削加工 冷却方式: 压缩空气 机床: 5 轴加工中心, BT50 |

标准加工条件
| ISO | 工件材料 | 硬度 | 优先级 | 材质 | 断屑槽 | 切削速度 Vc (m/min) |
每齿进给fz (mm/t) | 刀具直径: øDc (mm), 转速: n (min-1), 进给速度: Vf (mm/min), 切深: ap = 2.0 mm | |||||||||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| ø20 | ø25 | ø32 | ø35 | ø40 | ø50 | ø63 | |||||||||||||||||||
| n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | n | Vf | ||||||||||||
| E/HRP10 | E/HRP10, E/HRP12 | E/HRP10 | E/HRP12 | ERP10 | TRP10 | ERP12 | ERP16 | ERP12 | TRP12 | TRP16 | |||||||||||||||
| 碳钢
(S45C / C45, S55C / C55 etc.) |
< 300 HB | 首选 | AH725 | MJ | 120 – 250 | 0.3 – 0.7 | 2870 | 2870 | 2290 | 2290 | 1790 | 3580 | 2690 | 1640 | 3280 | 1430 | 3580 | 2860 | 1430 | 1150 | 2880 | 910 | 2730 | 2280 | |
| Vc = 180 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| < 300 HB | 重视抗冲击性 | AH130 | MJ | 120 – 250 | 0.3 – 0.7 | 2870 | 2870 | 2290 | 2290 | 1790 | 3580 | 2690 | 1640 | 3280 | 1430 | 3580 | 2860 | 1430 | 1150 | 2880 | 910 | 2730 | 2280 | ||
| Vc = 180 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| 合金钢 (SCM440 / 42CrMo4, SCr415 / 17Cr3 etc.) |
150 – 300 HB | 首选 | AH725 | MJ | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | |
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| 150 – 300 HB | 重视抗冲击性 | AH130 | MJ | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | ||
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| 工具钢 (SKD11 / X153CrMoV12 etc.) |
< 300 HB | – | AH725 | ML | 80 – 180 | 0.2 – 0.4 | 2070 | 1240 | 1660 | 1000 | 1290 | 1550 | 1160 | 1180 | 1420 | 1030 | 1550 | 1240 | 620 | 830 | 1250 | 660 | 1190 | 990 | |
| Vc = 130 m/min, fz = 0.3 mm/t | |||||||||||||||||||||||||
| 不锈钢 (SUS304 / X5CrNi18-9, SUS316 / X5CrNiMo17-12-3 etc.) |
< 200 HB | 首选 | AH130 | ML | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | |
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| < 200 HB | 重视抗冲击性 | AH130 | MJ | 100 – 250 | 0.2 – 0.6 | 2710 | 2160 | 2170 | 1740 | 1690 | 2700 | 2030 | 1550 | 2480 | 1350 | 2700 | 2160 | 1080 | 1080 | 2160 | 860 | 2060 | 1720 | ||
| Vc = 170 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| 不锈钢 (SUS430 / X6Cr17 etc.) |
< 200 HB | 首选 | AH4035 | ML | 100 – 300 | 0.2 – 0.6 | 3180 | 2540 | 2550 | 2040 | 1990 | 3180 | 2390 | 1820 | 2910 | 1590 | 3180 | 2540 | 1270 | 1270 | 2540 | 1010 | 2420 | 2020 | |
| Vc = 200 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| < 200 HB | 重视抗冲击性 | AH4035 | MJ | 100 – 300 | 0.2 – 0.6 | 3180 | 2540 | 2550 | 2040 | 1990 | 3180 | 2390 | 1820 | 2910 | 1590 | 3180 | 2540 | 1270 | 1270 | 2540 | 1010 | 2420 | 2020 | ||
| Vc = 200 m/min, fz = 0.4 mm/t | |||||||||||||||||||||||||
| 灰铸铁 (FC250 / GG25 / 250 etc.) |
150 – 250 HB | – | AH725 | ML | 120 – 250 | 0.3 – 0.7 | 2870 | 2870 | 2290 | 2290 | 1790 | 3580 | 2690 | 1640 | 3280 | 1430 | 3580 | 2860 | 1430 | 1150 | 2880 | 910 | 2730 | 2280 | |
| Vc = 180 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| 球墨铸铁 (FCD400 / GGG40 etc.) |
150 – 250 HB | – | AH725 | ML | 100 – 200 | 0.3 – 0.7 | 2390 | 2390 | 1910 | 1910 | 1490 | 2980 | 2240 | 1360 | 2720 | 1190 | 2980 | 2380 | 1190 | 950 | 2380 | 760 | 2280 | 1900 | |
| Vc = 150 m/min, fz = 0.5 mm/t | |||||||||||||||||||||||||
| 淬火钢 (SKD61 / X40CrMoV5-1 etc.) |
40 – 50 HRC | – | AH725 | MJ | 60 – 140 | 0.1 – 0.3 | 1590 | 630 | 1270 | 510 | 990 | 790 | 590 | 910 | 730 | 800 | 800 | 640 | 320 | 640 | 640 | 510 | 610 | 510 | |
| Vc = 100 m/min, fz = 0.2 mm/t | |||||||||||||||||||||||||
| 淬火钢 (SKD11 / X153CrMoV12 etc.) |
50 – 60 HRC | – | AH725 | MJ | 20 – 60 | 0.05 – 0.2 | 640 | 150 | 510 | 120 | 400 | 190 | 140 | 360 | 170 | 320 | 190 | 150 | 75 | 250 | 150 | 200 | 140 | 120 | |
| Vc = 40 m/min, fz = 0.12 mm/t | |||||||||||||||||||||||||


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统