

高效且经济的方肩铣刀
经济型方肩铣刀采用创新型6刀尖刀片,在各种加工中实现高性能。

应用 &特点
应用





特点
1. 创新的刀片设计提高了生产效率
相对于传统的双面6刀尖刀片,该系列刀片拥有2种尺寸,可提高刀盘齿数。
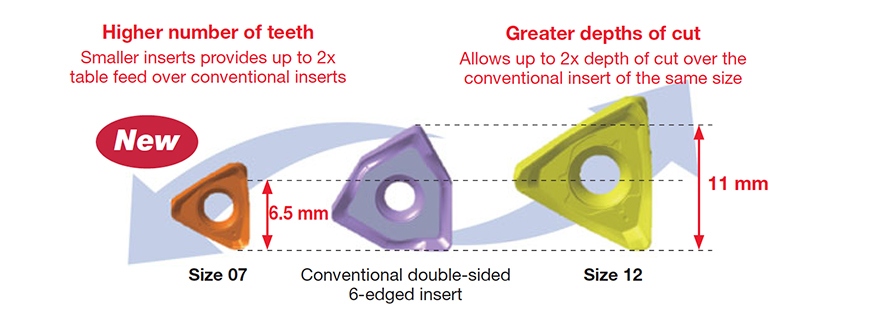
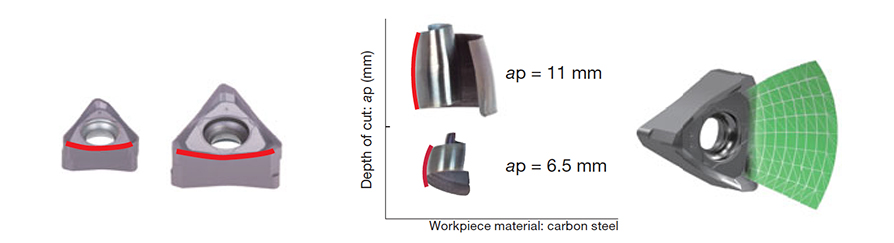
2. 加工灵活性高
刃口采用大圆弧型倾角设计。
刀片& 材质
刀体


实际案例
案例 #1
汽车行业
| 零件: | 曲轴 |
| 材料: | S55C / C55 |
| 刀盘: | TPTN12M160B40.0R10N (ø160, z = 10) |
| 刀片: | TNMU120708PER-MJ |
| 材质: | AH3135 |
| 加工条件: | Vc = 135 (m/min) fz = 0.157 (mm/t) Vf = 420 (mm/min) ap = 3 (mm) ae = 125 (mm) 应用: 方肩铣削 冷却方式: 气冷 机床: 卧式加工中心, BT50 |

案例 #2
通用工程
| 零件: | 设备零件 |
| 材料: | SUS304 / X5CrNi18-9 |
| 刀杆: | EPTN07M025C25.0R04 (ø25, z = 4) |
| 刀片: | TNMU070308PER-MJ |
| 材质: | AH3135 |
| 加工条件: | Vc = 196 m/min fz = 0.13 mm/t Vf = 1298 mm/min ap = 2 mm ae = 25 mm 应用: 切槽 冷却方式: 气冷 机床:卧式加工中心, BT40 |

案例 #3
汽车行业
| 零件: | 轴承箱 |
| 材料: | FC250 / GG25 / 250 |
| 刀杆: | EPTN07M032C32.0R05 (ø32, z = 5) |
| 刀片: | TNMU070308PER-MJ |
| 材质: | AH3135 |
| 加工条件: | Vc = 320 m/min fz = 0.06 mm/t Vf = 960 mm/min ap = 2 mm ae = 24 mm 应用: 切槽 冷却方式: 气冷 机床: 卧式加工中心, BT40 |

标准加工条件
07 尺寸刀片
| ISO | 工件材料 | 硬度 | 优先级 | 材质 | 切削速度Vc (m/min) | 每齿进给fz (mm/t) |
| 碳钢 SS400, S15C, etc. E275A, C15E4, etc. |
– 200 HB | 首选 | AH3225 | 100 – 250 | 0.07 – 0.2 | |
| – 200 HB | 重视抗冲击性 | AH3135 | 100 – 250 | 0.07 – 0.2 | ||
| 高碳钢,合金钢 S45C, SCM440, etc. C45, 42CrMo4, etc. |
– 300 HB | 首选 | AH3225 | 100 – 230 | 0.07 – 0.15 | |
| – 300 HB | 重视抗冲击性 | AH3135 | 100 – 230 | 0.07 – 0.15 | ||
| 预硬钢 NAK80, PX5, etc. |
30 – 40 HRC | 首选 | AH3225 | 100 – 180 | 0.07 – 0.15 | |
| 30 – 40 HRC | 重视抗冲击性 | AH3135 | 100 – 180 | 0.07 – 0.15 | ||
| 不锈钢 SUS304, etc. X5CrNi18-9, etc. |
– | 首选 | AH3135 | 90 – 200 | 0.07 – 0.15 | |
| – | 重视抗耐磨性 | AH3225 | 90 – 200 | 0.07 – 0.15 | ||
| 灰铸铁 FC250, etc. GG25, etc., 250, etc. |
150 – 250 HB | 首选 | AH120 | 140 – 250 | 0.07 – 0.2 | |
| 150 – 250 HB | 重视抗冲击性 | AH3225 | 140 – 250 | 0.07 – 0.2 | ||
| 球墨铸铁 FCD450, etc. GGG45, etc., 450-10S, etc. |
150 – 250 HB | 首选 | AH120 | 110 – 200 | 0.07 – 0.15 | |
| 150 – 250 HB | 重视抗冲击性 | AH3225 | 110 – 200 | 0.07 – 0.15 | ||
| 钛合金 Ti-6Al-4V, etc. |
– | 首选 | AH3135 | 20 – 60 | 0.07 – 0.15 | |
| 耐热合金 Inconel 718, etc. |
– | 首选 | AH120 | 20 – 40 | 0.07 – 0.1 |
12尺寸刀片
| ISO | Workpiece material | Hardness | Priority | Grade | Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
| Carbon steel SS400, S15C, etc. E275A, C15E4, etc. |
– 200 HB | First choice | AH3225 | MJ | 100 – 250 | 0.08 – 0.3 | |
| – 200 HB | For fracture resistance | AH3135 | MJ | 100 – 250 | 0.08 – 0.3 | ||
| – 200 HB | For wear resistance | T3225 | MJ | 100 – 300 | 0.08 – 0.3 | ||
| – 200 HB | Low cutting force | AH3225 | NMJ | 100 – 250 | 0.08 – 0.14 | ||
| High Carbon steel, Alloy steel S45C, SCM440, etc. C45, 42CrMo4, etc. |
– 300 HB | First choice | AH3225 | MJ | 100 – 230 | 0.08 – 0.3 | |
| – 300 HB | For fracture resistance | AH3135 | MJ | 100 – 230 | 0.08 – 0.3 | ||
| – 300 HB | For wear resistance | T3225 | MJ | 100 – 280 | 0.08 – 0.3 | ||
| – 300 HB | Low cutting force | AH3225 | NMJ | 100 – 230 | 0.08 – 0.14 | ||
| Prehardened steel NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 180 | 0.08 – 0.25 | |
| 30 – 40 HRC | For fracture resistance | AH3135 | MJ | 100 – 180 | 0.08 – 0.25 | ||
| 30 – 40 HRC | For wear resistance | T3225 | MJ | 100 – 200 | 0.08 – 0.25 | ||
| 30 – 40 HRC | Low cutting force | AH3225 | NMJ | 100 – 180 | 0.08 – 0.14 | ||
| Stainless steel SUS304, etc. X5CrNi18-9, etc. |
– | First choice | AH3135 | MJ | 90 – 200 | 0.08 – 0.25 | |
| – | For wear resistance | T3225 | MJ | 90 – 250 | 0.08 – 0.25 | ||
| – | Low cutting force | AH3135 | NMJ | 90 – 200 | 0.08 – 0.14 | ||
| Grey cast iron FC250, etc. GG25, etc., 250, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 140 – 250 | 0.08 – 0.3 | |
| 150 – 250 HB | For fracture resistance | AH3225 | MJ | 140 – 250 | 0.08 – 0.3 | ||
| 150 – 250 HB | For wear resistance | T1215 | MJ | 140 – 300 | 0.08 – 0.3 | ||
| 150 – 250 HB | Low cutting force | AH8015 | NMJ | 140 – 250 | 0.08 – 0.14 | ||
| Ductile cast iron FCD450, etc. GGG45, etc., 450-10S, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 110 – 200 | 0.08 – 0.25 | |
| 150 – 250 HB | For fracture resistance | AH3225 | MJ | 110 – 200 | 0.08 – 0.25 | ||
| 150 – 250 HB | For wear resistance | T1215 | MJ | 110 – 250 | 0.08 – 0.25 | ||
| 150 – 250 HB | Low cutting force | AH8015 | NMJ | 110 – 200 | 0.08 – 0.14 | ||
| Titanium alloys Ti-6Al-4V, etc. |
– | First choice | AH3135 | MJ | 20 – 60 | 0.08 – 0.2 | |
| – | Low cutting force | AH3135 | NMJ | 20 – 60 | 0.08 – 0.14 | ||
| Heat-resistant alloys Inconel 718, etc. |
– | First choice | AH8015 | MJ | 20 – 40 | 0.07 – 0.18 | |
| – | Low cutting force | AH8015 | NMJ | 20 – 40 | 0.07 – 0.14 |
注意:对于NMJ断屑槽,使用满足以下理论切屑厚度的进给速度:
| 型号 | 切屑厚度 (mm) |
| TNMU120708PER-NMJ | < 0.2 |


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统