

机夹式内孔切槽和螺纹车刀系列,适用孔径最小至 ø5 mm
用于小直径内孔加工的可转位刀具解决方案

应用和功能
应用
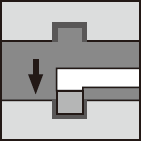
特点
应用范围 / 内切槽刀杆

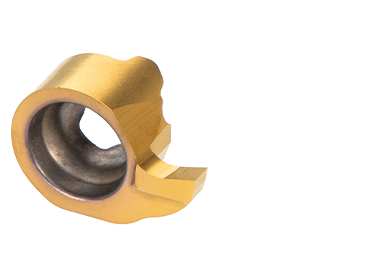
3种刀片几何形状

独特的锁紧系统可实现高刚性锁紧

带直通冷却孔的刀体
装配时,确保切削刃与冷孔一致,以便有效排屑。

重复定位精度高
具有极高重复定位精度的可换式刀头系统

刀片和材质

刀杆

套筒

实际案例
案例 #1
| 工件类型: | 阀芯 |
| 工件材料: | 合金钢 |
| 刀杆: | A07080-SMR4 |
| 刀片: | MGR4100F000-D05 |
| 材质: | SH7025 |
| 切削条件: | Vc = 38 (m/min) f = 0.01 (mm/rev) CW = 1 (mm) CDX = 0.7 (mm) 加工方式: 内孔切槽 冷却方式: 湿式 |

案例 #2
| 工件类型 | 阀座 |
| 工件材料: | 合金钢 |
| 刀杆: | A07080-SMR4 |
| 刀片: | MGR4100F000-D05 |
| 材质: | SH7025 |
| 切削条件: | Vc = 50 (m/min) f = 0.01 (mm/rev) CW = 1 (mm) CDX = 0.5 (mm) 加工方式: 内孔切槽 冷却方式: 湿式 |

标准切削条件
内切槽
| ISO | 工件材料 | 材质 | 切削速度 Vc (m/min) |
进给:f (mm/rev) | |||
|---|---|---|---|---|---|---|---|
| RE = 0mm | RE = 0.03mm | RE = 0.1mm | RE = 0.2mm | ||||
 |
低碳钢 S15C 等、C15E4 等 |
SH7025 | 10 – 100 | 0.005 – 0.015 | 0.005 – 0.02 | 0.01 – 0.02 | 0.01 – 0.03 |
| 碳钢、合金钢 S55C、SCM440 等,C55、42CrMoS4 等 |
SH7025 | 10 – 60 | 0.005 – 0.01 | 0.005 – 0.015 | 0.005 – 0.015 | 0.01 – 0.03 | |
| 淬火钢 NAK80、PX5 等 |
SH7025 | 10 – 40 | 0.005 – 0.008 | 0.005 – 0.01 | 0.005 – 0.01 | 0.01 – 0.025 | |
 |
不锈钢 SUS304 等,X5CrNi18-9 等 |
SH7025 | 10 – 80 | 0.005 – 0.008 | 0.005 – 0.01 | 0.005 – 0.015 | 0.01 – 0.02 |
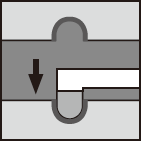
仿形加工 – 全半径
| ISO | 工件材料 | 材质 | 切削速度 Vc (m/min) |
进给:f (mm/rev) | ||
|---|---|---|---|---|---|---|
| RE = 0mm (Max.ap = 0.35mm) |
RE = 0.03mm (Max.ap = 0.5mm) |
RE = 0.2mm (Max.ap = 0.7mm) |
||||
|
低碳钢 S15C 等、C15E4 等 |
SH7025 | 10 – 120 | 0.005 – 0.015 | 0.005 – 0.02 | 0.01 – 0.02 |
| 碳钢、合金钢 S55C、SCM440 等,C55、42CrMoS4 等 |
SH7025 | 10 – 100 | 0.005 – 0.01 | 0.005 – 0.018 | 0.01 – 0.015 | |
| 淬火钢 NAK80、PX5 等 |
SH7025 | 10 – 80 | 0.005 – 0.008 | 0.005 – 0.015 | 0.005 – 0.013 | |
|
不锈钢 SUS304 等,X5CrNi18-9 等 |
SH7025 | 10 – 100 | 0.005 – 0.01 | 0.005 – 0.012 | 0.005 – 0.01 |
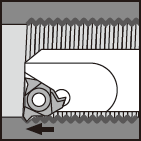
螺纹
| ISO | 工件材料 | 材质 | 切削速度 Vc (m/min) |
|---|---|---|---|
|
低碳钢 S15C 等、C15E4 等 |
SH7025 | 10 – 100 |
| 碳钢、合金钢 S55C、SCM440 等,C55、42CrMoS4 等 |
SH7025 | 10 – 60 | |
| 淬火钢 NAK80、PX5 等 |
SH7025 | 10 – 40 | |
|
不锈钢 SUS304 等,X5CrNi18-9 等 |
SH7025 | 10 – 80 |
不同螺距的推荐进给次数
| 螺距 (mm) | 刀片型号 | RE (mm) | 总进给
切深 |
建议走刀
次数 |
每次切削深度 (mm) | ||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|---|---|
| 1次 | 2次 | 3次 | 4次 | 5次 | 6次 | 7次 | 8次 | 9次 | |||||
| 0.5 | MTR460F003-D05 | 0.03 | 0.3 | 5 | 0.08 | 0.07 | 0.06 | 0.05 | 0.04 | ||||
| 0.75 | 0.03 | 0.47 | 6 | 0.12 | 0.1 | 0.08 | 0.07 | 0.06 | 0.04 | ||||
| 1 | MTR560F007-D07 | 0.07 | 0.6 | 6 | 0.18 | 0.15 | 0.1 | 0.08 | 0.05 | 0.04 | |||
| 1.25 | 0.07 | 0.76 | 7 | 0.18 | 0.15 | 0.12 | 0.1 | 0.1 | 0.07 | 0.04 | |||


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统