

新型端面深槽加工刀具
刀片锁紧刚性极高,排屑性能卓越

应用与特点
应用

特点
端面深槽加工直径D10mm起,加工槽深可达9mm
- 有效清除切割区的切屑,消除切屑缠绕
- 刀片夹持刚性极高,确保端面深槽加工时的刀具稳定性
- 锋利的切削刃与 SH7025(最新的 PVD 材质)相结合,可延长刀具寿命并提供出色的表面质量
出色的排屑性能
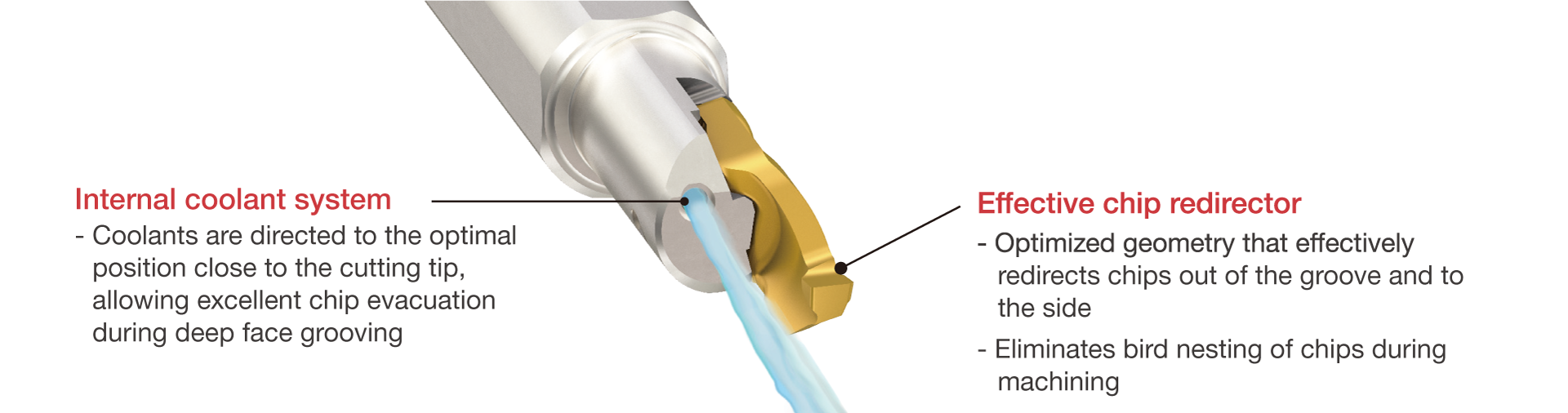
高锁紧刚性


SH7025 – 最新的 PVD 刀片材质,具有出色的加工表面质量和稳定性。
- 最新材质,刃口锋利,专为小零件加工而设计。
- 柱状结构的 TiCN 涂层和多层 TiAlN 涂层相结合,可具有出色的加工表面质量和稳定性。

出色的加工稳定性
抗崩的多层 TiAlN 涂层可确保加工稳定性。

刀片和材质
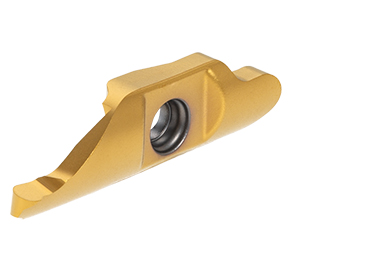
刀片
材质
SH7025
![]()
![]()
- P20 – P30 / M20 – M30
- 最新材质,刃口锋利,专为小零件加工而设计。
- 柱状结构的 TiCN 涂层和多层 TiAlN 涂层相结合,可具有出色的加工表面质量和稳定性。
刀杆

实际案例
案例 #1
| 部件: | 电子零件 |
| 材料: | SUS316 / X5CrNiMo17-12-2 |
| 刀杆: | A12G-MFR10-D100 |
| 刀片: | MFGR10-200-020 |
| 材质: | SH7025 |
| 切削条件: | Vc = 75 (m/min) f = 0.03 (mm/rev) CW = 2 (mm) CDX = 5 (mm) 加工方式: 端面深槽 冷却方式: 湿式 |

案例 #2
| 部件: | 阀 |
| 材料: | SCM415 |
| 刀杆: | A12G-MFR10-D100 |
| 刀片: | MFGR10-200-020 |
| 材质: | SH7025 |
| 切削条件: | Vc = 50 (m/min) f = 0.02 (mm/rev) CW = 2 (mm) CDX = 2.5 (mm) 加工方式: 端面深槽 冷却方式: 湿式 |

标准切削条件
切槽
| ISO | 工件材料 | 材质 | 切削速度 Vc (m/min) |
进给 f (mm/rev) |
|---|---|---|---|---|
| 低碳钢 S15C 等 C15E4 等 |
SH7025 | 30 – 120 | 0.01 – 0.07 | |
| 碳钢、合金钢 S55C、SCM440 等 C55、42CrMoS4 等。 |
SH7025 | 30 – 120 | 0.01 – 0.07 | |
| 预硬钢 NAK80、PX5 等 |
SH7025 | 30 – 120 | 0.01 – 0.07 | |
| 不锈钢 SUS304 等 X5CrNi18-9 等。 |
SH7025 | 30 – 120 | 0.01 – 0.07 |


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统