

用于数控自动车床和凸轮驱动车床的灵活车刀系列
适用于12mm或更小直径小零件的加工

应用 & 特点
应用

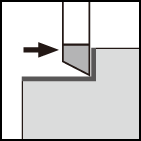
特点
拥有可用于凸轮驱动和数控自动车床所有的刀杆尺寸
- 优化的锁紧螺钉使加工时刀片的移动最小化
- 研磨的接触面使刀片拥有优秀的重复定位精度
- 6 x 6 到 10 x 10 mm 标准刀杆可选
- 创新的刀片锁紧机构允许在尺寸不同的所有刀杆上使用相同的刀片
- 平坦的刀杆设计避免了在刀塔上刀具之间的干涉,实现自由的刀具安装

适用范围广
- 可提供标准的切断和前车刀片
- 客户还可以使用毛坯刀片将其自由制造成所需的槽形
- 即使在加工时刀尖发生崩损,其它未使用的刀尖也能够得到特殊锁紧系统的安全保护
- 右手和左手刀片

刀片 & 材质

刀杆

实际案例
案例 #1
| 零件: | 引擎零件 |
| 材料: | SUS316L |
| 刀杆: | JSXXR0707X05 |
| 刀片: | JVPN12R10F000-20 |
| 材质: | SH725 |
| 加工条件: | Vc = 75 (m/min) f = 0.03 (mm/rev) CW = 1 (mm) 应用: 切断 冷却方式: 油冷 |

案例#2
| 零件: | 计时器零件 |
| 材料: | SK4 |
| 刀杆: | JSXXR0808H05 |
| 刀片: | JVPN12R08F000-20 |
| 材质: | SH725 |
| 加工条件: | Vc = 50 (m/min) f = 0.01 (mm/rev) CW = 0.8 (mm) 应用: 切断 冷却方式: 油冷 |

标准加工条件
Back turning
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
 |
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
SH7025 | 50 – 180 | 0.01 – 0.03 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH7025 | 50 – 180 | 0.01 – 0.03 | |
| Free cutting steels SUH22, SUH23, etc. |
SH7025 | 50 – 180 | 0.01 – 0.03 | |
 |
Stainless steels SUS304, X5CrNi18-9, etc. |
SH7025 | 50 – 120 | 0.01 – 0.03 |
 |
Aluminium alloys A5056, A6061, etc. |
SH7025 | 150 – 200 | 0.01 – 0.03 |
| Copper alloys C2600, C280C, etc. |
SH7025 | 100 – 200 | 0.01 – 0.03 | |
 |
Titanium alloys Ti-6AI-4V, etc. |
SH7025 | 30 – 80 | 0.01 – 0.03 |
| Superalloys Inconel718, etc. |
SH7025 | 30 – 80 | 0.01 – 0.03 |
Grooving
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
Feed f (mm/rev) |
|---|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
SH7025 | 50 – 180 | 0.01 – 0.05 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH7025 | 50 – 180 | 0.01 – 0.05 | |
| Free cutting steels SUH22, SUH23, etc. |
SH7025 | 50 – 180 | 0.01 – 0.05 | |
|
Stainless steels SUS304, X5CrNi18-9, etc. |
SH7025 | 50 – 120 | 0.01 – 0.05 |
|
Aluminium alloys A5056, A6061, etc. |
SH7025 | 150 – 200 | 0.01 – 0.05 |
| Copper alloys C2600, C280C, etc. |
SH7025 | 100 – 200 | 0.01 – 0.05 | |
|
Titanium alloys Ti-6AI-4V, etc. |
SH7025 | 30 – 80 | 0.01 – 0.05 |
| Superalloys Inconel718, etc. |
SH7025 | 30 – 80 | 0.01 – 0.05 |
Threading
| ISO | Workpiece materials | Grade | Cutting speed Vc (m/min) |
|---|---|---|---|
|
Low carbon steels S15C, SS400, etc. C15E4, E275A, etc. |
SH7025 | 50 – 180 |
| Carbon steels, Alloy steels S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH7025 | 50 – 180 | |
| Free cutting steels SUH22, SUH23, etc. |
SH7025 | 50 – 180 | |
|
Stainless steels SUS304, X5CrNi18-9, etc. |
SH7025 | 50 – 120 |
|
Aluminium alloys A5056, A6061, etc. |
SH7025 | 150 – 200 |
| Copper alloys C2600, C280C, etc. |
SH7025 | 100 – 200 | |
|
Titanium alloys Ti-6AI-4V, etc. |
SH7025 | 30 – 80 |
| Superalloys Inconel718, etc. |
SH7025 | 30 – 80 |
切断加工
| ISO | 工件材料 | 材质 | 切削速度 Vc (m/min) |
进给 f (mm/rev) |
|---|---|---|---|---|
|
低碳钢 S15C, SS400, etc. C15E4, E275A, etc. |
SH725 | 50 – 180 | 0.01 – 0.05 |
| 碳钢,合金钢 S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 | 50 – 180 | 0.01 – 0.05 | |
| 易切钢 SUH22, SUH23, etc. |
SH725 | 50 – 180 | 0.01 – 0.05 | |
|
不锈钢 SUS304, X5CrNi18-9, etc. |
SH725 | 50 – 120 | 0.01 – 0.05 |
|
铝合金 A5056, A6061, etc. |
SH725 | 150 – 200 | 0.01 – 0.05 |
| 铜合金 C2600, C280C, etc. |
SH725 | 100 – 200 | 0.01 – 0.05 | |
|
钛合金 Ti-6AI-4V, etc. |
SH725 | 30 – 80 | 0.01 – 0.05 |
| 超级合金 Inconel718, etc. |
SH725 | 30 – 80 | 0.01 – 0.05 |
前车
| ISO | 工件材料 | 材质 | 切削速度 Vc (m/min) |
进给 f (mm/rev) |
|---|---|---|---|---|
|
低碳钢 S15C, SS400, etc. C15E4, E275A, etc. |
SH725 | 50 – 180 | 0.01 – 0.03 |
| 碳钢,合金钢 S55C, SCM440, etc. C55, 42CrMo4, etc. |
SH725 | 50 – 180 | 0.01 – 0.03 | |
| 易切钢 SUH22, SUH23, etc. |
SH725 | 50 – 180 | 0.01 – 0.03 | |
|
不锈钢 SUS304, X5CrNi18-9, etc. |
SH725 | 50 – 120 | 0.01 – 0.03 |
|
铝合金 A5056, A6061, etc. |
SH725 | 150 – 200 | 0.01 – 0.03 |
| 铜合金 C2600, C280C, etc. |
SH725 | 100 – 200 | 0.01 – 0.03 | |
|
钛合金 Ti-6AI-4V, etc. |
SH725 | 30 – 80 | 0.01 – 0.03 |
| 超级合金 Inconel718, etc. |
SH725 | 30 – 80 | 0.01 – 0.03 |


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统