2024年12月,泰珂洛宣布扩大其有非铁金属加工用车削系列,推出19种新的DX160材质ISO刀片,配备创新的三维断屑槽,优化了切屑控制,延长了刀具寿命。
挑战与趋势
近年来,铝合金和铜等非铁金属加工在汽车和精密机械行业中的重要性与日俱增。尤其是在汽车零部件中的油泵盖和活塞等部件,以及精密仪器中的相机镜头外壳等对轻质特性和高精度要求极高的领域。然而,有色金属在加工过程中往往会有切屑附着在工件上,从而对加工表面的质量产生负面影响。此外,由于磨损而频繁更换刀具以及加工缺陷的出现,也给生产率和成本效益带来了巨大挑战。
为应对这些挑战和市场条件,DX160 材质具有优异的耐磨性和切削刃稳定性,可提供较长的刀具寿命和稳定的加工性能。此外,3D断屑槽刀片的加入加强了切屑控制,使操作更容易实现自动化。这就减少了表面缺陷,降低了缺陷率,实现了高质量加工表面的稳定生产。因此,它有助于提高用户的生产效率和质量。
产品概览
泰珂洛的 “非铁金属加工系列 ”是专为非铁金属车削加工而设计的全系列刀片。该系列包括PCD材质(DX110、DX160、DX200)和硬质合金材质(KS05F、TH10),可根据加工要求选择最佳材质。此外,PCD 和硬质合金刀片都具有针对各自应用进行优化的断屑槽设计。特别是对于切屑控制困难的铝合金,3D 断屑槽可有效解决排屑困难的问题。
这些刀片适用于汽车、航空航天和半导体制造等多种行业,可进行高速和深切加工。它们在提高生产率和降低成本方面做出了巨大贡献。DX200 等 PCD 材质具有优异的耐磨性,即使在加工难加工材料时也能发挥出色的性能。

优势和特点
特点 1: DX160 的耐磨性和加工多样性
DX160 是一种高含量的金刚石材质,具有出色的耐磨性。这不仅延长了工具的使用寿命,还有可能降低生产成本。
其粗粒度金刚石结构可与多种材料兼容,包括非铁金属合金(如铝和铜)。
与其他超细金刚石材质相比,其锋利的刃口设计能更长时间地保持刃口锋利,在加工有色金属合金时能获得高质量的表面光洁度。

特点 2:NS 断屑槽的切屑控制性能
设计独特的 3D 断屑槽可在广泛的切削深度范围内实现出色的切屑控制,提高加工稳定性。
从粗加工到精加工,只需一个刀片即可完成整个加工过程,减少了刀具更换次数,提高了生产效率。
断屑槽设计具有较大的前角,可兼容小切削深度区域,能有效引导切屑,最大限度地减少加工过程中的切屑控制问题。

切削性能
A5056 加工中的切屑控制性能

| 刀片 | 1QP-DCGT11T304-NS |
| 刀杆 | SDJCL2525M11 |
| 工件材料 | A5056 |
| 切削速度 | Vc = 1,000 m/min |
| 进给 | f = 0.1 mm/rev |
| 切削深度 | ap = 0.5 mm |
| 应用 | 外圆车削,连续车削 |
| 冷却 | 湿式 |
A6061 加工中的切屑控制性能
")
| 刀片 | 1QP-VCGT160402-NS |
| 刀杆 | SVJCR2525M16 |
| 工件材料 | A6061 / AlMg1SiCu |
| 切削速度 | Vc = 500 m/min |
| 进给 | f = 0.08 mm/rev |
| 切削深度 | ap = 0.5 mm |
| 应用 | 外圆车削,连续车削 |
| 冷却 | 湿式 |
成功案例
改进切屑控制
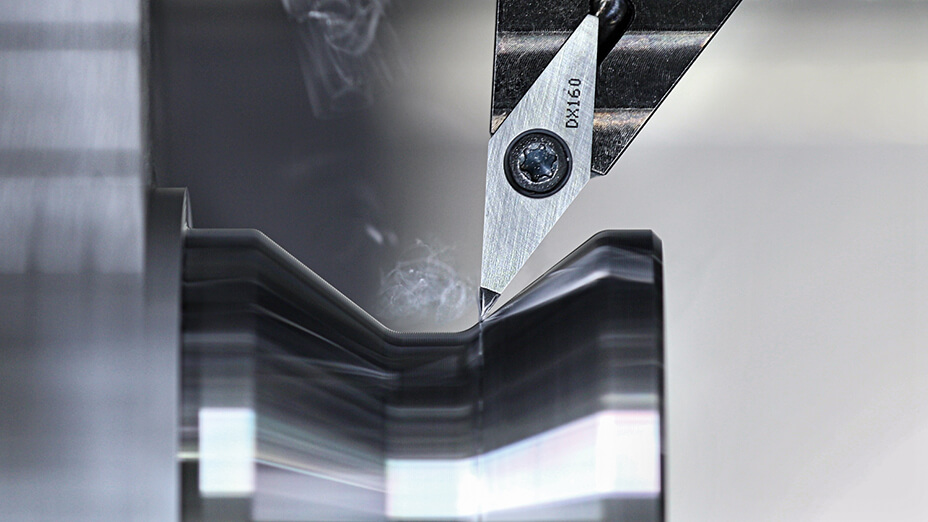
带有 NS 断屑槽的 DX160 消除了切屑缠绕,而竞争对手不带断屑槽的 PCD 刀片则没有这种情况。
| 行业 | 工程技术 |
| 组件 | 管道 |
| 材料 ISO 代码 | N -非铁金属 |
| 机床(主轴型) | 数控车床 |
| 工具系列 | 车削 |
| 刀具类别 | 外圆车削 |
| 产品名称 | DX160 |
| TSR No. | 5093T |