日本磐城 – 2025 年 9 月 – Tungaloy Corporation(总裁:木下 聪,总部:福岛县磐城市)宣布扩展其涂层 CBN 系列(BM05M/BXA10/BXA20/BR35F),通过新增 BM05M 材质来加强其产品组合,该材质主要用于淬硬钢的高速加工。 增强后的产品线现在包含四种涂层 CBN 材质,提供出色的耐磨性、延长的刀具寿命以及灵活的材质选择系统,该系统专为各种加工条件和应用量身定制。
挑战与趋势
在大规模生产环境中,特别是那些专注于汽车零部件的生产环境,在加工淬硬钢时,对更高的切深和更高的生产率的需求日益增长。 然而,传统的 CBN 材质在这方面面临着重大挑战。
主要问题之一是高速加工期间刀具寿命短,尤其是由于月牙洼磨损,这会导致刀具过早失效。 因此,提高高成本 CBN 刀片的成本性能一直很困难,使得在高速加工和长刀具寿命之间取得平衡具有挑战性。
这些条件强烈需要新的解决方案,这些解决方案可以在淬硬钢加工中提供更高的效率和稳定的性能。
产品概述
用于淬硬钢高精度加工的涂层 CBN 系列 BM05M/BXA10/BXA20/BR35F 具有出色的耐磨性和热稳定性,即使在断续切削中也能提供较长的刀具寿命和一致的性能。 多种材质可供选择,以适应各种加工条件。

优势和特点
特点 1:高速加工中出色的耐磨性
- 采用基于 TiCN 的高硬度涂层,即使在高温下也能提供出色的耐磨性
- 经过专门设计的 CBN 基体可抑制后刀面磨损和月牙洼磨损
- 在切深超过 Vc = 200 m/min 的淬硬钢连续高速加工中,实现较长的刀具寿命

特点 2:灵活的材质选择以匹配加工条件
- BM05M 的加入将涂层 CBN 产品线扩展到四种材质
- 能够根据加工条件和工件材料选择最佳材质
- 支持从高精度到高效率加工的广泛需求

特点 3:适用于各种应用的多功能刀片形状
- 提供各种刀片几何形状,包括断屑槽、修光刃刀片和 MiniForceTurn
- 为每次精加工提供最佳切削性能
- 有助于减少刀具更换频率并稳定加工质量





切削性能
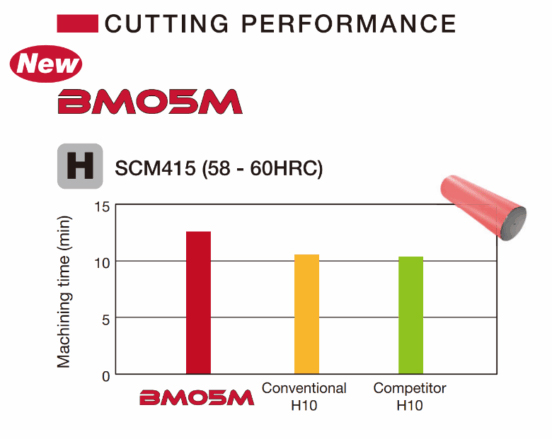
| 刀片 | DNGA150408 |
| 切深 | Vc = 300 m/min |
| 进给量 | f = 0.08 mm/rev |
| 切削深度 | ap = 0.1 mm |
| 加工 | 连续切削 |
| 冷却方式 | 湿式 |
BM05M 在淬硬钢的超高速连续切削过程中提供了卓越的耐磨性。