石油天然气 – 阀门
工业阀门用于许多生产行业,以控制流体,如泥浆、气体和蒸汽流动管道系统。
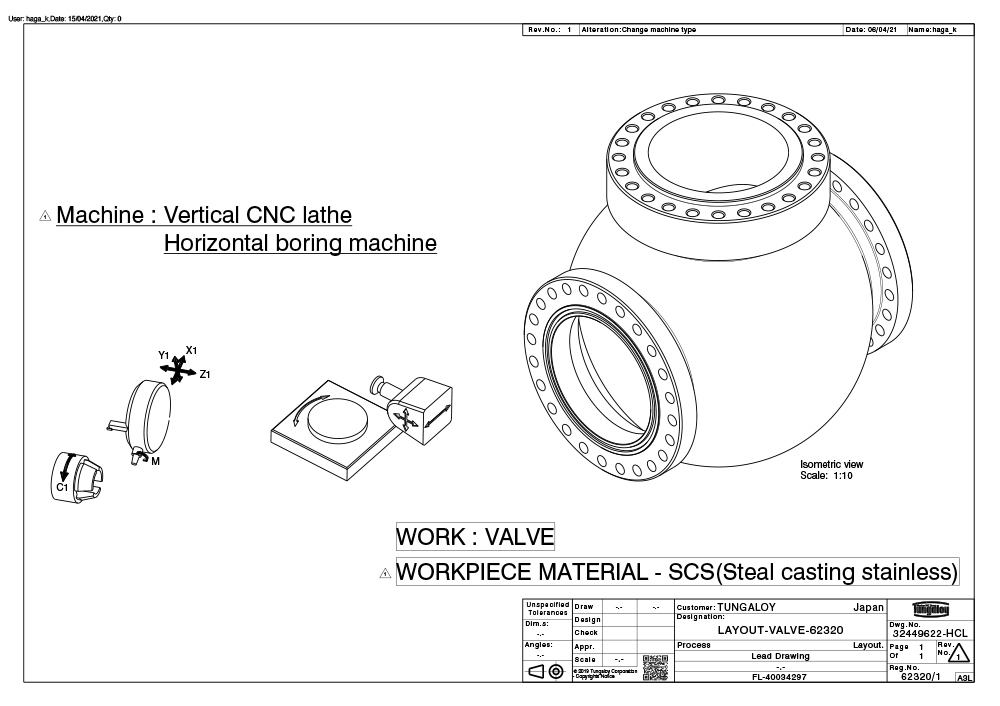
用于石油工业的球阀在要求高耐腐蚀性、耐热性、耐压性和抗氧化性的苛刻工作条件下使用,因此要求产品具有更高的耐久性和可靠性。为了满足这些高质量要求,必须选择能够实现稳定和高精度加工的刀具。
泰珂洛提供先进的刀具和高效的解决方案,以提高生产率,从而实现稳定的加工并提高客户的盈利能力。

刀具方案理念
- 选择的刀具即使在加工可能造成刀片崩刃的锻造表面时也能确保稳定的刀具寿命
- 使用镗刀,即使在机床上也可以轻松微调刀具直径
- 使用螺纹铣刀进行螺纹切削。以防止如刀具突然断裂等意外问题,实现稳定的螺纹加工
- 高效开槽,实现稳定的切屑生成和排出
- 在大直径钻孔中实现高精度和可靠性的刀具选择
- 使用可换刀头式刀具,减少刀具设置和刀具管理时间
主要工序






工序1:粗铣平面
优势
- 即使在重型加工过程中,牢固夹紧刀片的燕尾形刀片夹紧结构也能实现较长的刀具寿命和稳定的加工。在镶件可能出现切屑的锻造表面上加工时表现出高可靠性。
- 切削刃的凹面形状会产生桶形切屑,即使对于切屑较长的不锈钢等工件材料,也能实现良好的切屑控制。
- 大前角降低切削力。
- 八角形双面ONGU刀片具有16个切削刃,非常经济。


工序2:精镗孔
优势
- 采用数字计数器可实现直径调整,单位为1μm。
- 只需将数显装置插入主体上的指定位置,即可对刀具直径进行数字化检查,从而轻松调整机床上的直径。
- 消除了内冷供应的切屑控制问题。


工序3:螺纹铣削
优势
- 使用螺纹铣削以实现良好的切屑控制,即使在难以控制切屑的不锈钢铸件上也是如此。
- 由于切削刃与工件的接触面积小于丝锥的接触面积,因此可以减少主轴负载。通过防止因丝锥断裂和扭矩过载导致的主轴停止,实现稳定的加工。
- 通过使用能够进行多段螺纹加工的螺纹铣刀实现高生产效率。

工序4:槽加工
优势
- 大容屑槽和优化的断屑槽设计提供了紧凑的碎屑和顺畅的排屑。实现稳定的开槽加工。
- 采用高可靠性的立装刀片,防止刀片突然断裂,实现稳定高效的开槽加工。
- 倾斜角和大前角降低切削力。
- 左手和右手的双面四角刀片提供了经济的解决方案和方便的刀具管理。


工序5:精车内孔
优势
- 即使在加工时冷却液难以到达的地方,通过位于切削点附近的喷嘴供应,也可以改善切屑控制和排屑实现稳定的加工。
- 冷却液可从前刀面和后刀面供应。加速切削刃的冷却效果,以延长刀具寿命。
![]()

- 不锈钢车削加工的首选材质。
- 涂层最外层使用新开发的富钛纳米涂层膜。由于高硬度和致密的细晶粒结构,具有优异的耐磨性。
- 使用具有优异抗崩刃性和高导热性的专用基体。快速分散加工过程中产生的切削热,防止切削刃温度升高。显著减少塑性变形。

工序6:钻孔
优势
- 通过使用2刃钻头,提供高生产率和高可靠性的钻孔加工。
- 容屑槽设计,在排屑和钻体刚性之间实现了良好的平衡。
- 钻尖和钻体的宽接触面在大直径钻孔中实现了高钻孔精度和可靠性。



