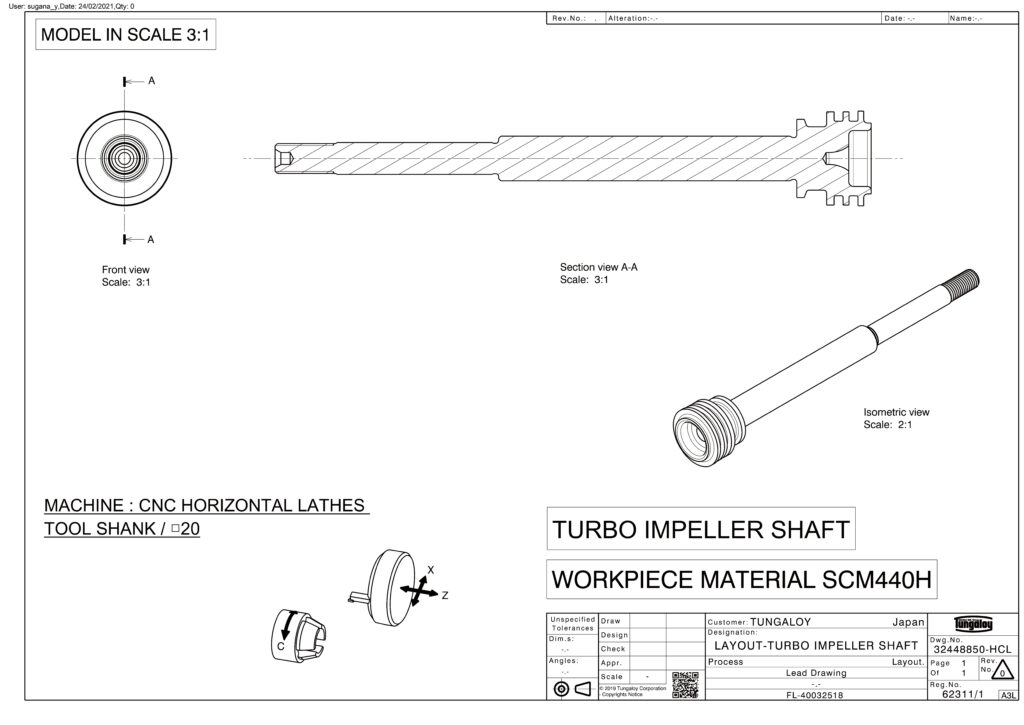
汽车 – 涡轮叶轮轴
涡轮叶轮轴是一种传递涡轮叶轮旋转运动的部件。由于其在超过每分钟 200,000 转的高速范围内运行,因此对加工精度和公差有着严格的质量控制要求。
在批量生产加工中,合金钢的切屑控制是保持稳定加工精度和实现自动化的关键因素。随着生产量的增加,对改进、稳定性和效率的需求变得尤为重要。
泰珂洛通过利用独特的切削刀具刃口几何形状和涂层材料技术,优化客户的生产效率,提升生产率和刀具寿命。

刀具概念
- 最新技术提案:实现高效加工与成本效益的双重目标
- 在外径和端面车削中应用最新技术,以提升加工效率。
- 改进切槽加工的生产率,实现更高效的加工。
特色工艺






工艺 1:孔粗加工
优势
- 专为钻孔优化的三重纳米涂层技术,确保加工稳定性与刀具寿命,并保持钻孔加工的生产效率。
- 实现与整体钻头相当的加工效率和切屑处理能力。
- 减少安装时间和换刀时间,并简化刀具管理,实现非表面成本的降低。



工艺 2:中心孔加工
优势
- 高刚性一体式夹头刀柄可实现最佳刀具悬伸,显著提高抗振性,从而稳定批量生产。
- 我们还为整体形状的工艺集成提供包括特殊解决方案在内的最佳加工方案。
- 减少安装时间和换刀时间,并简化刀具管理,实现非表面成本的降低。



工艺 3:外圆切入式粗车削
优势
- 通过使用双刃刀具,在大切削深度下实现高效切削。
- 在加工时保留核心部分,使刀具保持稳定,最大限度地减少微小振动和位移,从而提供高加工精度。
- 双刃刀具具有较大的切削面积,且工件均匀,这降低了刀具的负担并实现了较长的刀具寿命。

工艺 4:外螺纹精加工
优势
- 尾座操作便捷性优异。
- 刀柄安装时前角减小,实现低阻力高精度螺纹切削。
- 独特的刀槽形状与三点夹紧系统,提升切削刃定位精度和夹持刚性,从而增强加工可靠性。


工艺 5:外圆粗车削
优势
- 通过双向冷却液供应系统实现高效率。
- 结合内部冷却刀柄,实现稳定的切屑处理和延长刀具寿命。
- 采用最新涂层工艺实现高速加工,通过最大化切屑去除效率来缩短循环时间。

工艺 6:外圆切槽精加工
优势
- 独特的刀槽形状与三点夹紧系统,提升切削刃定位精度和夹持刚性,从而增强加工可靠性。
- 大前角设计提供卓越的切削性能和良好的表面光洁度。
- 机床上的快速换刀功能,减少更换刀柄时的停机时间。
- 内置润滑机制支持高压冷却,改善切槽加工问题并延长刀片寿命。
- 刀片规格支持刀头更换,与整体式刀柄相比可降低刀具成本。



相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统