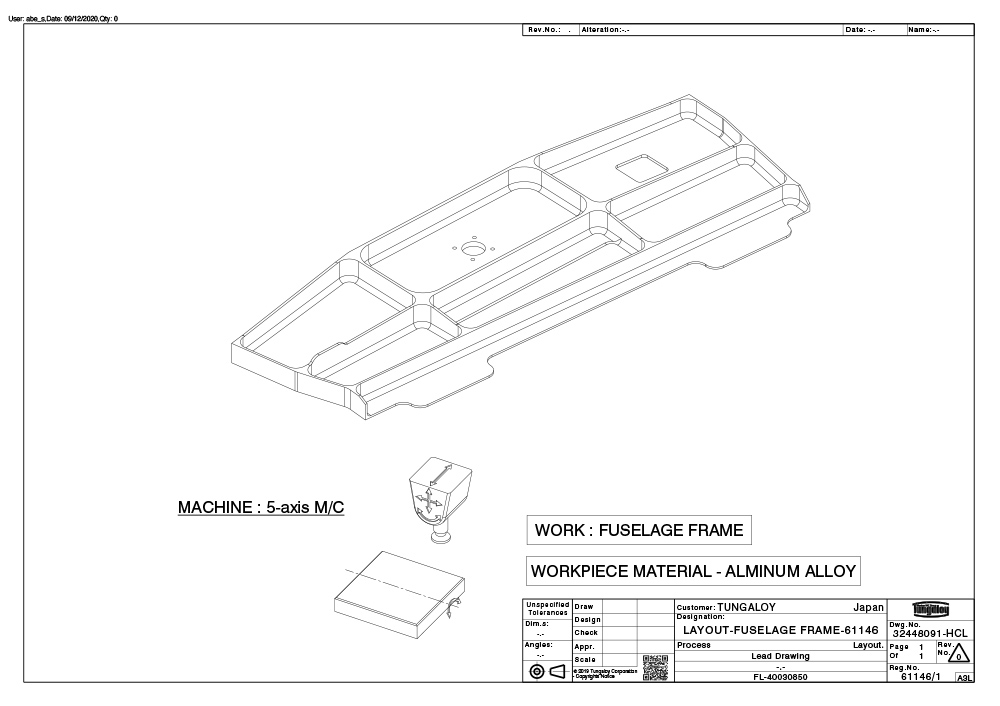
航空航天 – 机身框架
铝合金因其重量轻、可靠性高、经济性好而被广泛应用于飞机零部件中。
在许多情况下,高速加工被用于提高铝合金加工的效率。在高速加工中,需要低切削力的刀具来防止振刀和薄壁零件的振动,而薄壁零件通常存在于飞机零件中。
此外,为了追求进一步的机械性能,铝合金、钛合金和CFRP等新材料的使用频率正在增加。Tungaloy通过使用我们独特技术处理铝合金和其它新材料的刀具和加工方法,为提高飞机零件的生产率做出了贡献。

刀具加工理念
- 提高薄壁类零件加工的生产效率并防止振刀
- 通过使用低切削力刀具实现高速和大切深加工
- 为了使5轴加工机床性能最大化,使用了多功能刀具以及如斜坡铣和等高线铣削加工方式
主要工艺
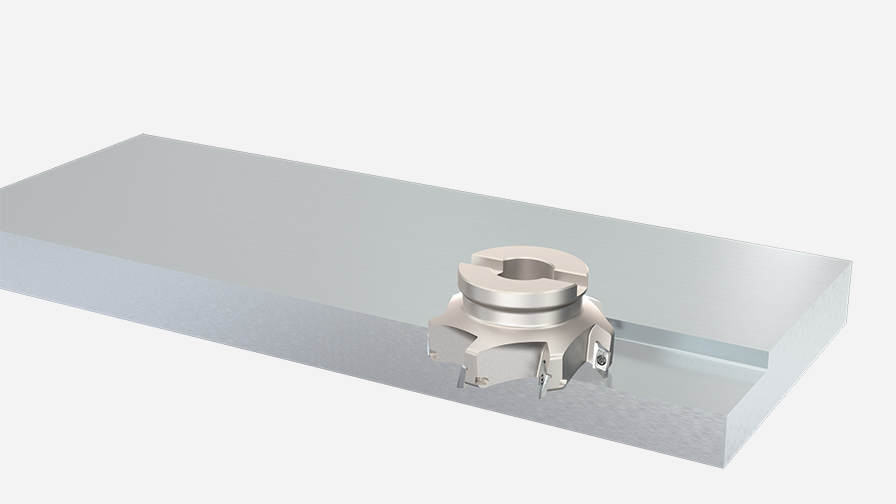
工序1:平面粗铣削
优势
- V形底部几何形状牢固地夹住刀片以抵抗离心力。以极高的切削速度实现稳定、高效的加工
- 具有长切削刃长度的方肩铣刀,用于大切深加工。减少粗铣削过程的加工时间
- 通过将锋利的切削刃和大前角结合起来,可以减少切削力
- 刀片前刀面的抛光处理减少了附着力,并实现了卓越的机械加工表面质量


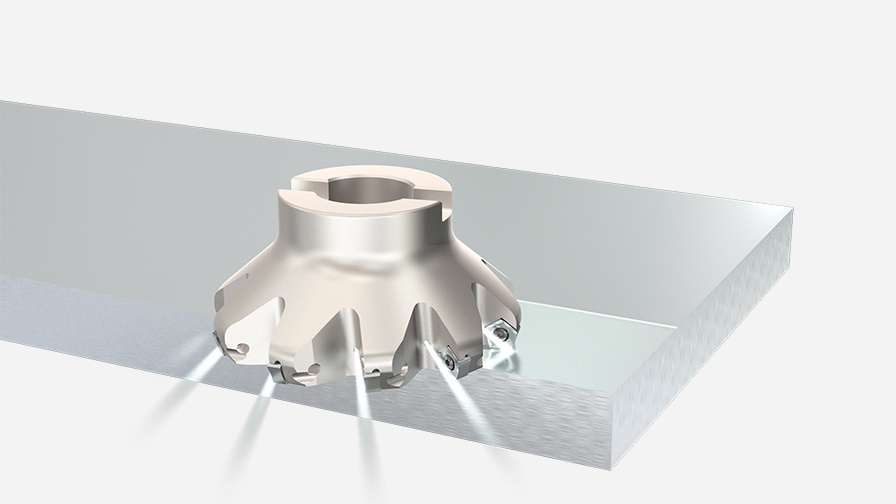
工序2:平面精铣削
优势
- 刀片抛光的前刀面降低了附着力并实现优秀的加工表面质量
- 锋利刃口几何大前角降低了切削力
- 高刚性刀体和高密齿设计实现更高的生产效率
- 代替都采用了内冷设计。湿式加工有助于获得优秀的排屑并提高加工表面质量


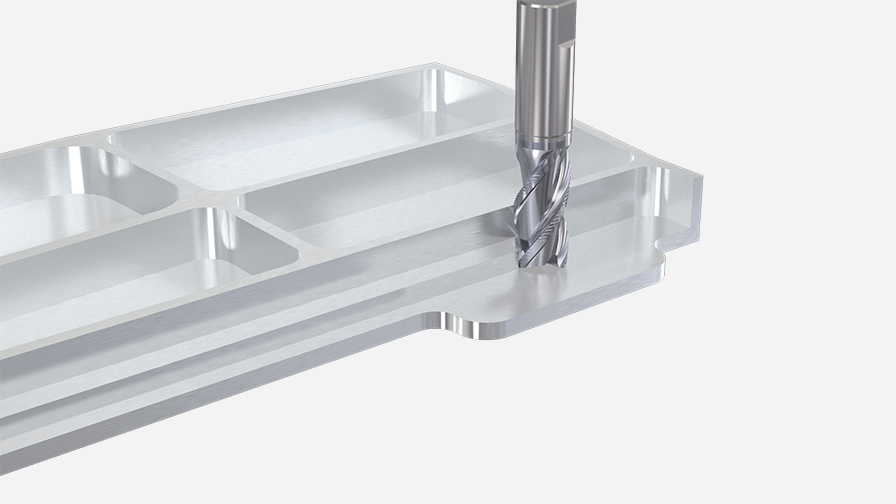
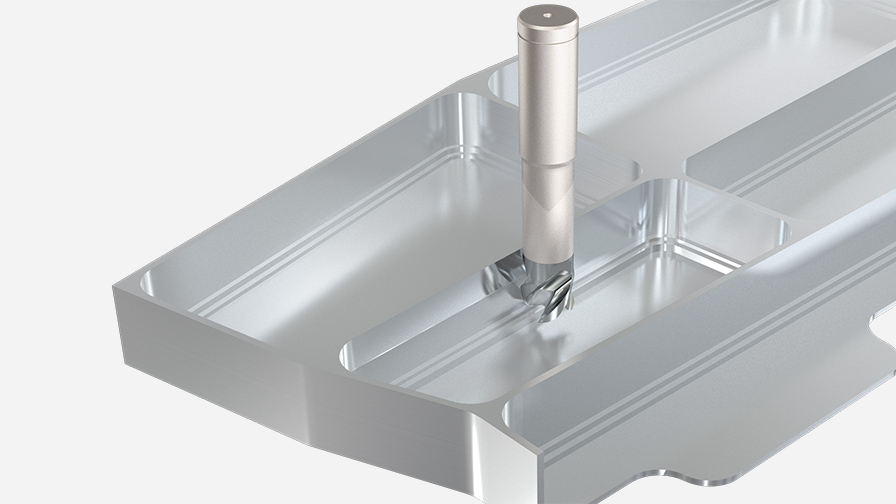
工序3:方肩粗铣削
优势
- 波浪形切削刃实现抗振加工效果提高了粗铣削加工效率
- 即使在切屑很长并连接在一起的铝加工中,因为波浪形切削刃也会将切屑精细分割


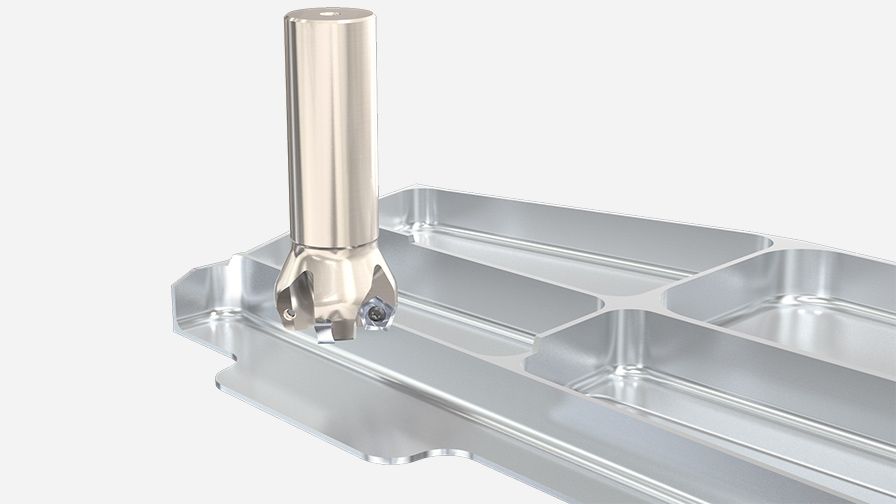
工序4:方肩精铣削
优势
- 抛光处理和大前角可防止加工铝合金时出现的刀尖熔敷。保持良好的加工表面质量
- 刀头可以与硬质合金刀杆组合使用。防止长悬伸过程中可能出现的振动,即使在深区域加工中也能保持高精度


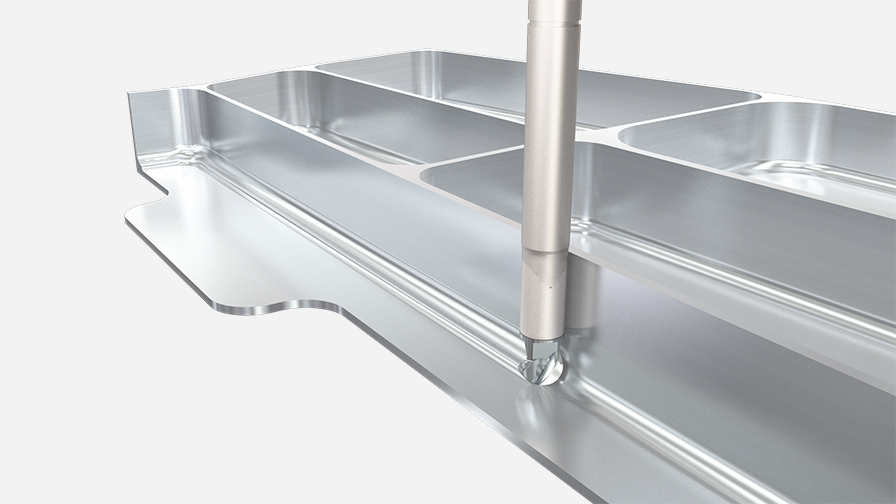
工序5:仿形精加工
优势
- 大前角设计降低了切削力,防止振刀
- 丰富的刀杆阵容允许调整最佳悬伸长度。确保刀具刚性并有助于保持尺寸精度

工序6:平面精铣削
优势
- 刀片前刀面的抛光处理降低了附着力,并实现了卓越的加工表面质量
- 锋利的切削刃结合大的前角,可以减少切削力
- 高刚性刀体和高密齿设计,可实现高效加工


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统