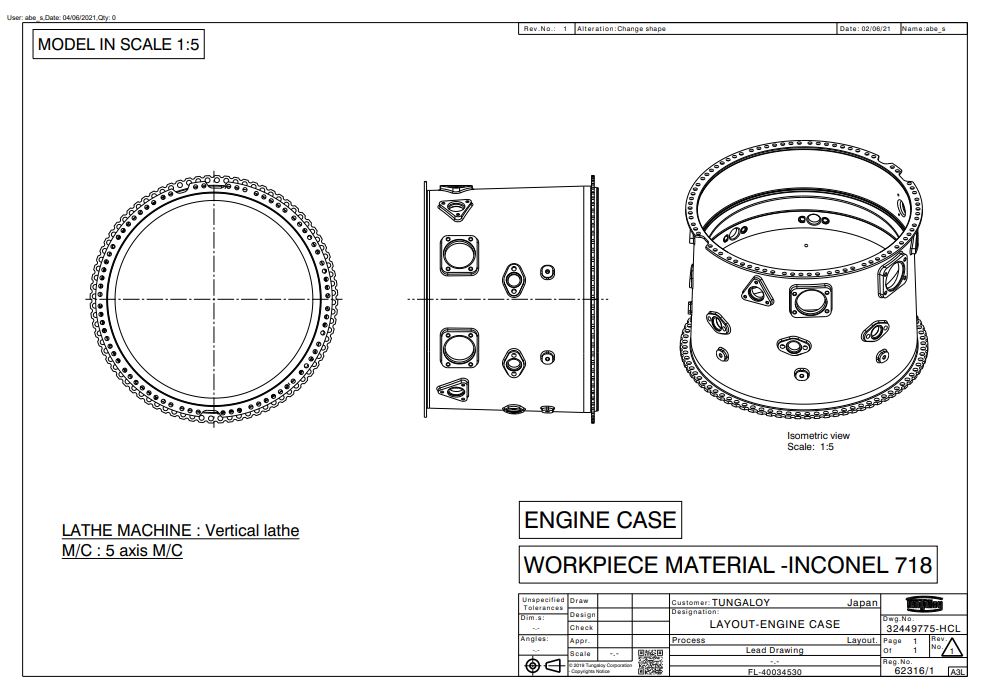
航空航天 – 发动机外壳
航空发动机是一种将燃料喷入涡轮压缩的空气中以促进持续燃烧并产生高温气体的装置。在制造燃烧室等关键部件时,选择适合加工工艺的刀具至关重要。准确高效地加工复杂形状的能力对于实现高功能和降低成本至关重要。泰珂洛的专有技术提供了有效的解决方案,包括最佳的切削刀具形状和积累的专业知识,甚至适用于加工由难以切削并导致刀具快速磨损的材料制成的复杂形状零件。

刀具概念
- 提高生产率,防止薄壁工件产生振刀
- 应用低切削力刀具实现高速和高 D.O.C
- 为了最大限度地发挥五轴机床的性能,应用多功能刀具和加工方法,如斜坡铣和轮廓铣加工
主要工艺
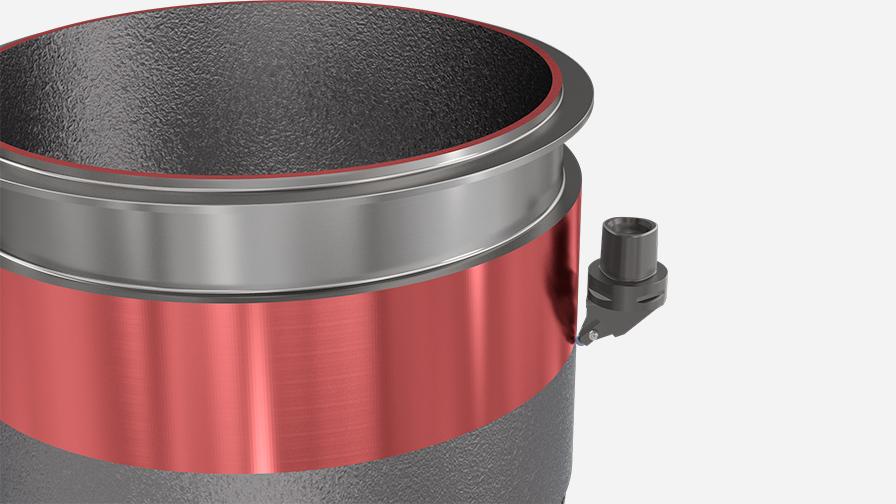
工序 1:外径粗车
优势
- TS300 是一种以高韧性著称的陶瓷材质,即使在陶瓷材质类别中,也能以较高的 D.O.C. 进行应用
通过减少加工路径,降低了材料加工硬化的影响,延长了刀具寿命 - TungCap 刀具可显著减少机床停机时间
- 双面接触的 TungCap 确保了刀具的高刚性,有助于提高粗加工的效率


工序 2:外径精车
优势
- 在仿形车削操作中使用切槽刀具,可以使用单把刀具进行加工,实现刀具整合并缩短加工时间。
- 使用切槽刀具进行外圆车削时,刀杆弯曲会产生一个准小主偏角,类似于高进给切削刃。 在加工难切削材料时,这种高进给切削刃可有效延长刀具寿命。
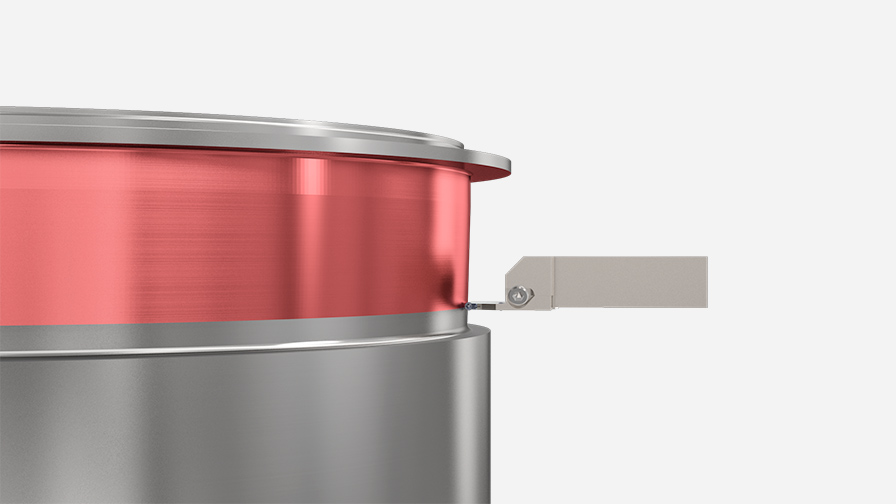


- 多功能系统满足各种切槽需求
工序 3:粗铣
优势
- 采用 4 刀尖正角刀片,是加工难切削材料的理想选择
- UER 切削刃设计具有 7°主偏角和低导角规格,可有效延长铬镍铁合金加工中的刀具寿命



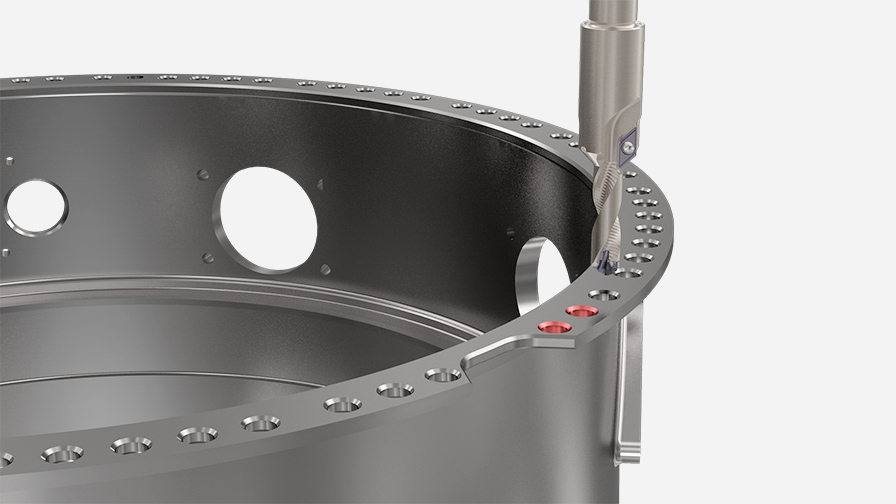
工序 4:螺纹铣削
优势
- 用螺纹铣削替代因切屑缠绕和堵塞而经常出现问题的丝锥加工
- 抑制切屑引起的故障,实现稳定的螺纹加工



工艺 5:倒角孔加工
优势
- 使用 DrillMeister 钻头进行钻孔和倒角组合加工
- 同时进行钻孔和倒角加工,缩短了加工时间


工序 6:背向倒角
优势
- 用于在加工方向受限的孔中进行背面倒角的专用工具
- 通过使用低阻力刀片,可抑制颤振,提高倒角表面质量



相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统