

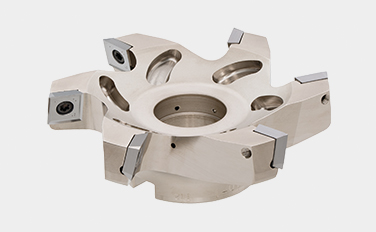
轻量化和带可调节刀片座刀体的高精度铣刀系列
非常轻量化的面铣刀系列结成了可调节式的刀片座用于超精密表面的加工

应用 & 特点
应用


特点
1. 不同的刀片密度
刀片密度不同,可以为铣削加工选择最高经济性的刀具。
2. 切削参数(非铁材料)
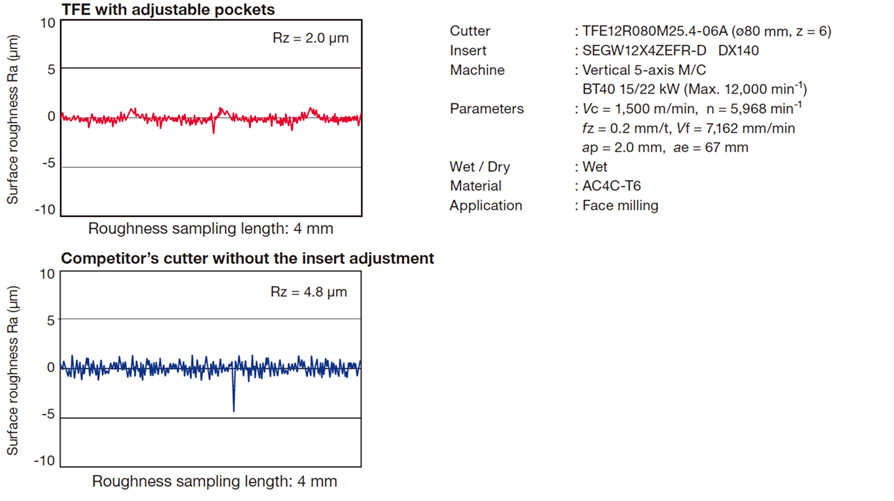
表面粗糙度
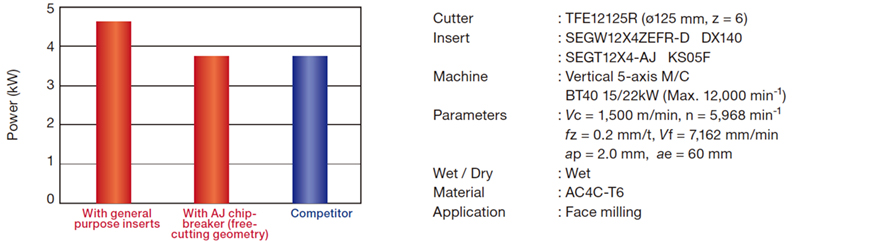
功率要求 – AJ 槽型
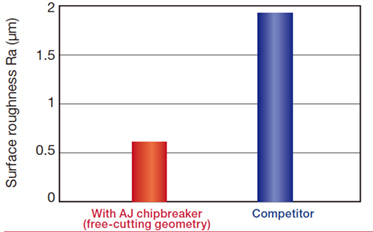
表面精度质量- AJ 槽型
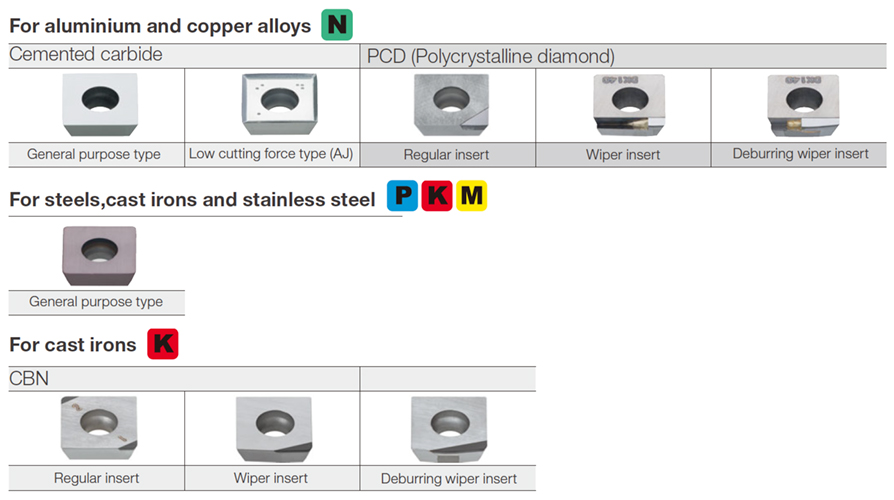
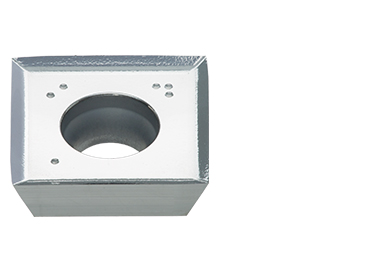
刀片 & 材质
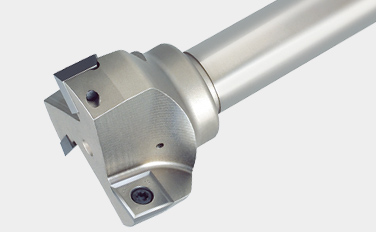
刀体

实际案例
案例 #1
汽车行业
| 零件: | 阀体 |
| 材料: | ADC12 |
| 刀盘: | TFE12R125M31.7-10A (.125 mm, z = 10) |
| 刀片: | SEGW12X4ZEFR-D |
| 材质: | ADC12 |
| 加工条件: | Vc = 2,000 (m/min) fz = 0.06 (mm/t) Vf = 2,400 (mm/min) ap = 0.5 (mm) ae = 100 (mm) 应用: 平面铣削 冷却方式: 冷却液 机床: 立式加工中心,BT40 |

案例#2
通用工程
| 零件: | 板 |
| 材料: | AC4C-T6 |
| 刀盘: | TFE12R080M25.4-06A (.80 mm, z = 6) |
| 刀片: | SEGW12X4ZEFR-D |
| 材质: | DX140 |
| 加工条件: | Vc = 1,500 (m/min) fz = 0.2 (mm/t) Vf = 7,200 (mm/min) ap = 2.0 (mm) ae = 60 (mm) 应用: 平面铣削 冷却方式: 冷却液 机床: 立式加工中心、BT40 |

案例 #3
通用工程
| 零件: | 排气歧管 |
| 材料: | FCD500 |
| 刀盘: | TFE12R125M31.7-10A (.125 mm, z = 10) |
| 刀片: | 2QP-SECW12X412ZETR |
| 材质: | FCD500 |
| 加工条件: | Vc = 800 (m/min) fz = 0.02 (mm/t) Vf = 407 (mm/min) ap = 0.4 (mm) ae = 90 (mm) 应用: 平面铣削/ 断续加工 冷却方式: 冷却液 机床: 立式加工中心 |

标准加工条件
| ISO | Workpiece material | Hardness | Grade | Designation | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|
| Carbon steels and alloy steels | < 300HB | AH120 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | |
| < 300HB | NS740 | SEGW12X4ZEPR | 100 – 180 | 0.03 – 0.15 | ||
| Stainless steels | < 250HB | AH140 | SEGW12X4ZEPR | 80 – 180 | 0.03 – 0.15 | |
| Grey and ductile cast irons | 150 – 250 HB | AH120 | SEGW12X4ZEPR | 100 – 200 | 0.03 – 0.15 | |
| Grey cast iron | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 800 – 1500 | 0.05 – 0.3 | |
| Ductile cast irons | 150 – 250 HB | BX480 | 2QP-SECW12X412ZETR | 500 – 800 | 0.05 – 0.2 | |
| Cast aluminium alloy / Die-cast Si < 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Cast aluminium alloy / Die-cast Si ≥ 13% |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 80 – 200 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 | ||
| Aluminium alloy Tensile strength < 350 N/mm2 |
– | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Aluminium alloy Tensile strength > 350 N/mm2 |
– | DS2005, KS05F | SEGW12X4ZEFR | 200 – 1500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 1500 | 0.05 – 0.2 | ||
| Copper alloy | – | DS2005, KS05F | SEGT12X4ZEFR-AJ | 200 – 500 | 0.05 – 0.2 | |
| – | DX140 | SEGW12X4ZEFR-D | 200 – 500 | 0.05 – 0.2 |
注意:
- 在铝合金和铜合金铣削加工时:
- 为了提高表面精度, 同时使用修光刃刀片SEGW12X4ZEFR-WD
- 为了减少毛刺毛刺的发生, 同时使用去毛刺刀片SEGW12X4ZEFR-BD
- 在铝合金和铜合金铣削加工时,建议使用水溶性切削液。在钢、铸铁和不锈钢铣削加工时,建议采用干式切削。
- 当刀具的长径悬伸比(L/D)超过3时,将切削速度和进给量降低到表中给出数值的70%至80%。


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.