抑制振动,突破极限。 粗加工与精加工合二为一 —— 组合刃立铣刀

开槽加工中的振动、粗加工立铣刀留下的粗糙表面、粗精加工之间频繁换刀的麻烦 —— 泰珂洛独特的 组合刃设计解决了所有这些车间现场难题。 凭借其 结合了波形刃和直刃的专利刃口形状(竞争对手无法提供),它在抑制振动的同时,仅用一把刀具即可完成从粗加工到精加工的所有工序。 可换头式 VEE-C 和整体式 FinishMeister —— 两条产品线 覆盖所有应用。 本文通过 内部测试数据 和 5 个用户加工案例研究,对组合刃的能力进行了深入分析。
1. 立铣加工中的最大挑战是“振动” —— 现场数据揭示了什么
当今立铣加工中困扰大多数车间的挑战是什么?
泰珂洛在 2023 年方肩铣削研讨会上进行的一项调查清楚地显示了答案。
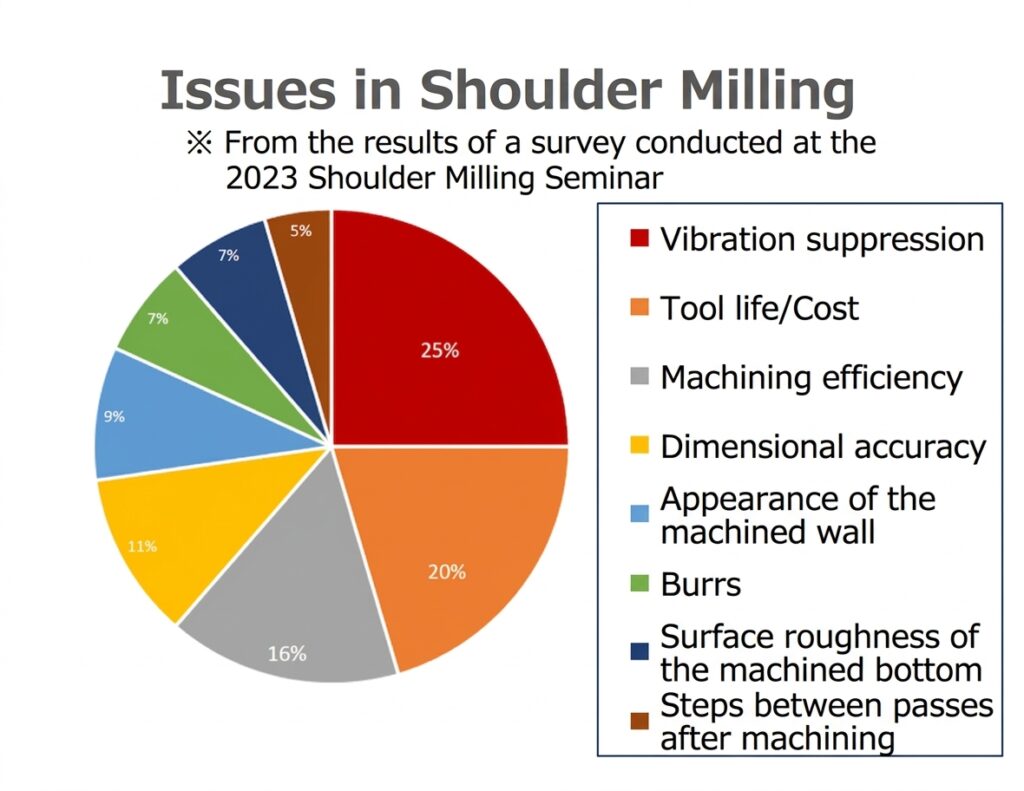
| 排名 | 挑战 | 百分比 |
|---|---|---|
| 第 1 名 | 抑制振动 | 25% |
| 第 2 名 | 刀具寿命 / 成本 | 20% |
| 第 3 名 | 加工效率 | 16% |
| 第 4 名 | 尺寸精度 | 11% |
| 第 5 名 | 侧壁表面外观 | 9% |
| 第 6 名 | 毛刺 | 7% |
| 第 7 名 | 底面粗糙度 | 7% |
| 第 8 名 | 接刀痕 | 5% |
四分之一的受访者将“抑制振动”列为首要挑战。 它稳居第一,领先于“刀具寿命/成本”(第二)和“加工效率”(第三)。
这项调查针对的是方肩铣削,但在开槽加工中情况甚至更加严峻。 开槽加工的结构因素使其比方肩铣削更容易产生振动。
- 参与切削的刃数量多 —— 最大同时切削刃数意味着切削阻力远超方肩铣削
- 排屑困难 —— 切屑倾向于堆积在槽底,存在二次切削、热量积聚和损坏的风险
- 振动放大 —— 全圆周接触 + 长悬伸使振动更容易发生
- 折断风险 —— 在深槽(1×D 或更多)中,刀具偏摆增加,直接导致折断
与此同时,许多车间默认使用“常用的通用型 4 刃立铣刀”。 根据泰珂洛的销售数据(2022-2025),按刃数计算,4 刃立铣刀占立铣刀使用量的 84%。 虽然 4 刃立铣刀几乎因其通用性而被选中,但它们并非专门为抑制振动而设计。
如何在开槽加工中抑制振动,同时实现效率和稳定性? 答案就是组合刃。
2. 解决方案的关键:什么是组合刃?
组合刃结构
FinishMeister 和 VEE-C 刀头采用的组合刃是一种 专利刃口 Geometry,交替排列波形切削刃和直切削刃。
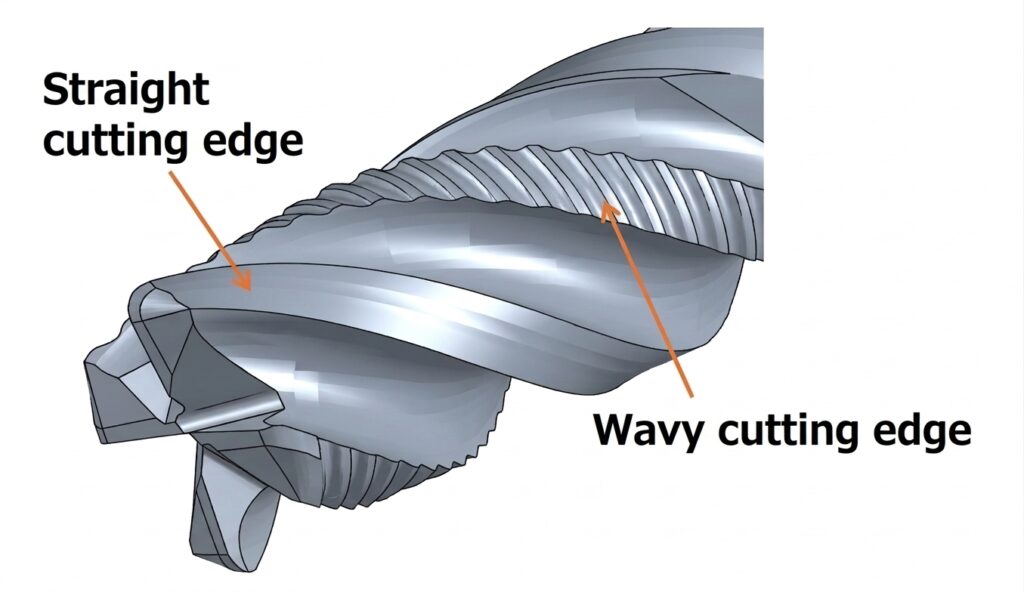
这种结构有两个不同的作用:
- 波形切削刃 —— 分散接触刃长度以降低切削阻力。抑制振动
- 直切削刃 —— 平滑波形刃留下的表面,消除粗加工立铣刀典型的粗糙纹理。 确保表面加工质量
换句话说,单把刀具即可同时实现“粗加工中的低阻力”和“有保障的表面加工质量”。
与其他刃型的区别
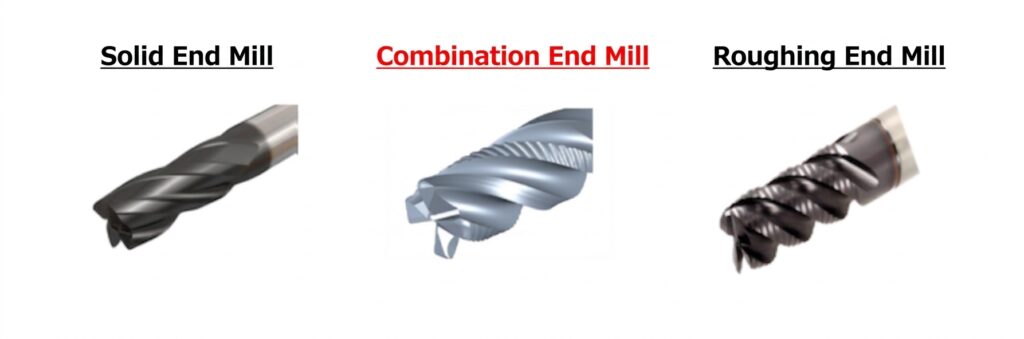
| 刃型 | 抑制振动 | 表面质量 | 应用范围 | 备注 |
|---|---|---|---|---|
| 通用型 4 刃(不等齿距/螺旋角) | △ | ○ | 通用(开槽加工、方肩铣削) | 深槽中有折断风险 |
| 粗加工 | ◎ | × | 所有粗加工操作 | 粗糙表面需要单独的精加工刀具 |
| 组合刃 | ○ | ○ | 开槽加工到方肩铣削(粗加工 + 精加工) | 一把刀具完成粗加工到精加工 |
要点
泰珂洛独有的刃口形状—— 2 条产品线
组合刃提供的抑制振动效果与粗加工立铣刀相当,同时实现的表面加工质量接近通用型 4 刃立铣刀。 这种组合在任何竞争对手的产品中都不存在 —— 它是 只有泰珂洛才能提供的刃口形状。
组合刃 —— 2 条产品线
泰珂洛在 2 个产品系列 中提供组合刃。 根据加工条件、成本和应用要求选择最佳产品线。
| 产品 | 类型 | 刀具直径 | 特点与应用 | |
|---|---|---|---|---|
 |
VEE-C | 可换头式 (TungMeister) |
φ10–φ25 | 更换刀头可降低运行成本。 可配合高刚性刀杆用于低刚性机床 |
 |
FinishMeister | 整体式 | φ6–φ20 | 从小直径起供应。 在组合加工机和长悬伸应用中拥有卓越表现。 近藤铁工所的已发表案例研究 |
两者都采用 相同的组合刃设计理念(波形刃 + 直刃交替)。 虽然本文中的数据和案例研究主要集中在 VEE-C,但组合刃在 FinishMeister 上同样有效。
3. 实测数据对比 —— 为什么它在开槽加工、方肩铣削和精加工中表现出色
接下来,我们利用泰珂洛内部进行的大量切削测试数据,从 开槽加工、方肩铣削和精加工三个维度 验证组合刃的性能。
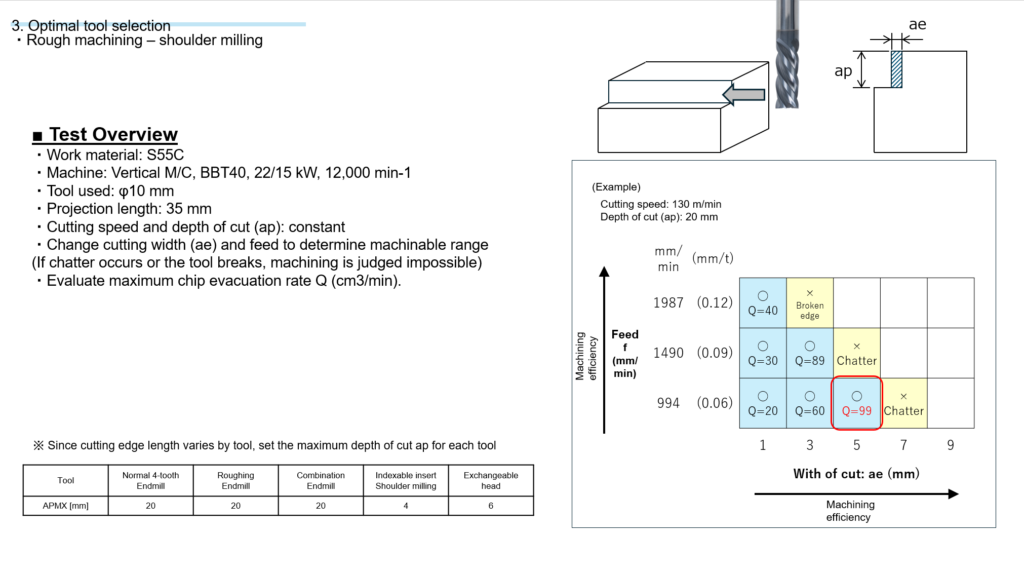
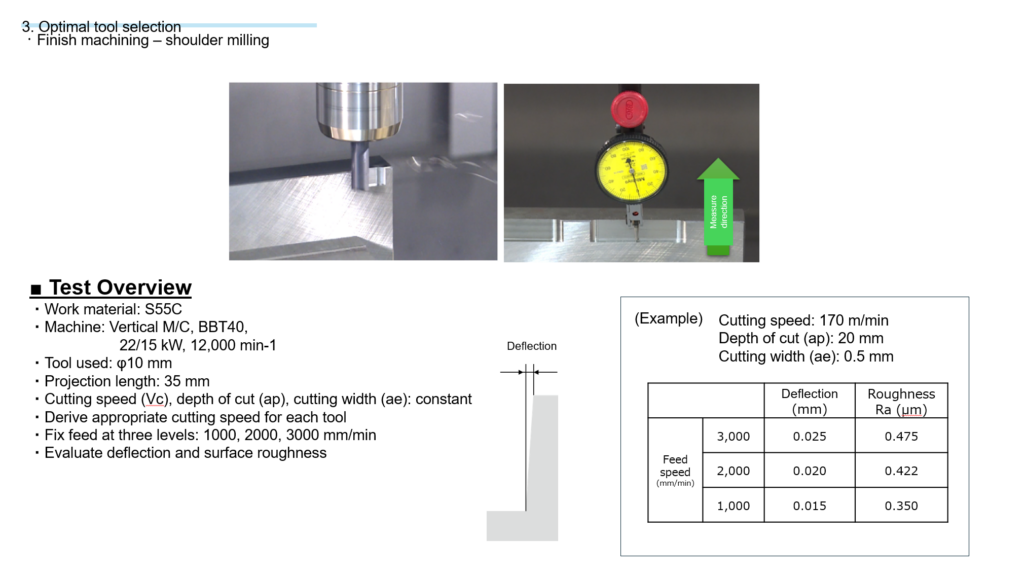
测试概览
| 工件材料 | S55C |
|---|---|
| 机床 | 立式加工中心 BBT40 (22/15kW, 12,000 min⁻¹) |
| 刀具直径 | φ10mm |
| 悬伸长度 | 35mm (L/D=3.5) |
| 切削速度 | Vc = 100 m/min *为了评估目的,在易产生振动的速度下进行评估 |
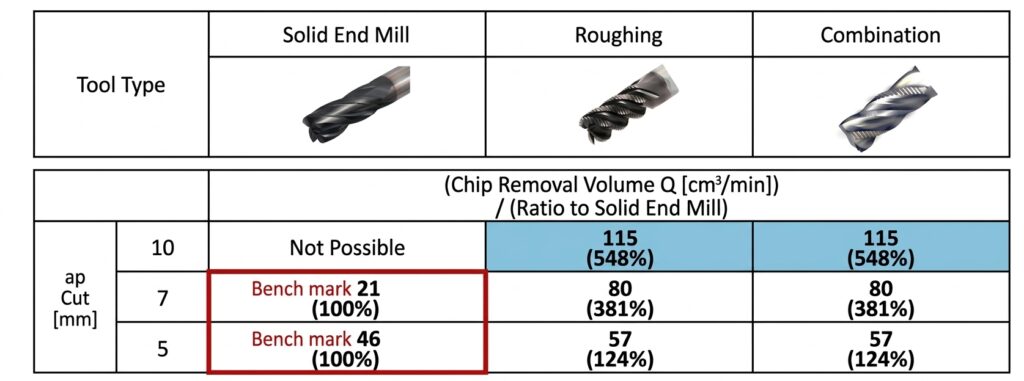
① 开槽加工 —— 深槽加工中的压倒性效率
在开槽加工中,切削刃在全圆周方向与工件接触,导致切削阻力极高,振动/折断风险远超方肩铣削。 这种苛刻的环境正是组合刃的波形切削刃发挥最大 切削阻力分散效果 的地方。
关键数据
在 1×D 深槽加工中是通用型 4 刃的 548%
在 ap=10mm(槽深 1×D)时,通用型 4 刃 无法加工。 组合刃实现了 相对于通用型 4 刃 548% 的切屑去除率。 在这一深槽范围内 —— 高进给刀具和可转位刀片类型无法操作 —— 只有组合刃能够实现稳定加工。
为什么它在深槽加工中表现强劲? —— 波形切削刃分散了每刃的接触长度,减轻了全圆周接触导致的切削阻力剧增。 这抑制了振动,使得加工在通用型 4 刃无法承受的深度下仍能继续且不发生折断。
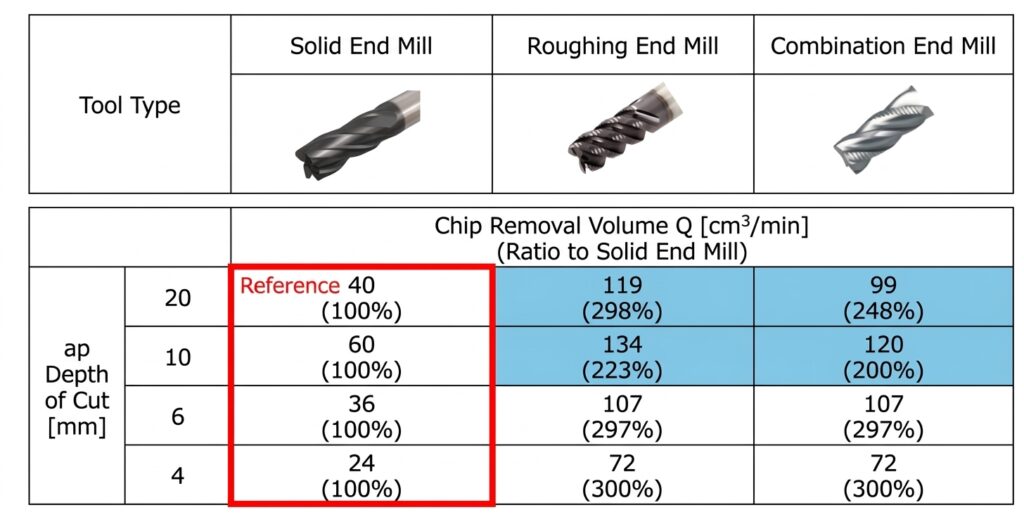
② 方肩铣削 —— 振动更少意味着您可以挑战更高参数
如第 1 节所述,方肩铣削中的第一大挑战是“抑制振动”(25%)。 组合刃在方肩铣削中同样实现了抑制振动和高效率。
该数据的三个关键要点:
要点 1:在 ap≤6mm 时,效率完全等同于粗加工立铣刀
在 ap=4–6mm 范围内 —— 实际方肩铣削中最常用的切深 —— 组合刃实现了 几乎与粗加工立铣刀相同的切屑去除率。 与通用型 4 刃相比,提升高达 300% (3 倍)。 在此范围内,组合刃在效率方面等同于粗加工。
要点 2:即使在 ap=10–20mm 的深切削中,也是通用型 4 刃的 2–2.5 倍
即使在 ap=20mm 的深方肩铣削中,组合刃也实现了相对于通用型 4 刃 248% 的效率。 虽然不及粗加工立铣刀,但它保持了第二高的效率。 此外,由于粗加工立铣刀无法提供下文讨论的精加工质量,在包含精加工的情况下,组合刃通常在总工序效率上胜出。
要点 3:振动更少意味着您可以“挑战更高条件”
组合刃的波形切削刃在方肩铣削中也能分散接触刃长度,从而降低切削阻力。 这 抑制了振动,使得提高 Vc 和 fz 变得更容易。 除了数据中显示的效率差异外,从“您是否真的能在车间现场提高条件”的角度来看,这是一个重大优势。
事实上,在案例 3(SS400,BT40)中,当用 VEE-C 替换粗加工立铣刀时,条件得到了提高 —— Vc:100→120 m/min,fz:0.12→0.15 mm/z —— 结果效率提升 1.5 倍,刀具寿命提升 1.7 倍。“它不振动,所以你可以挑战更高参数” —— 这就是用户在车间现场的真实体验。
方肩铣削总结
效率最高可达通用型 4 刃的 3 倍
在方肩铣削中,组合刃的 效率最高可达 通用型 4 刃的 3 倍。 在 ap≤6mm 时,它完全等同于粗加工立铣刀。 此外,抑振效果为提高切削条件创造了空间,实现了超出单纯数据所示的实际效率提升。
③ 精加工 —— 经证明表面质量等同于通用型 4 刃
“我明白它抗振且粗加工效率高。但组合刃真的能提供良好的精加工吗?” —— 这是最常被问到的问题。
简短的回答是:组合刃实现的表面加工质量几乎等同于通用型 4 刃。 请参阅研讨会测试中测得的侧壁偏摆和表面粗糙度 Ra 数据。
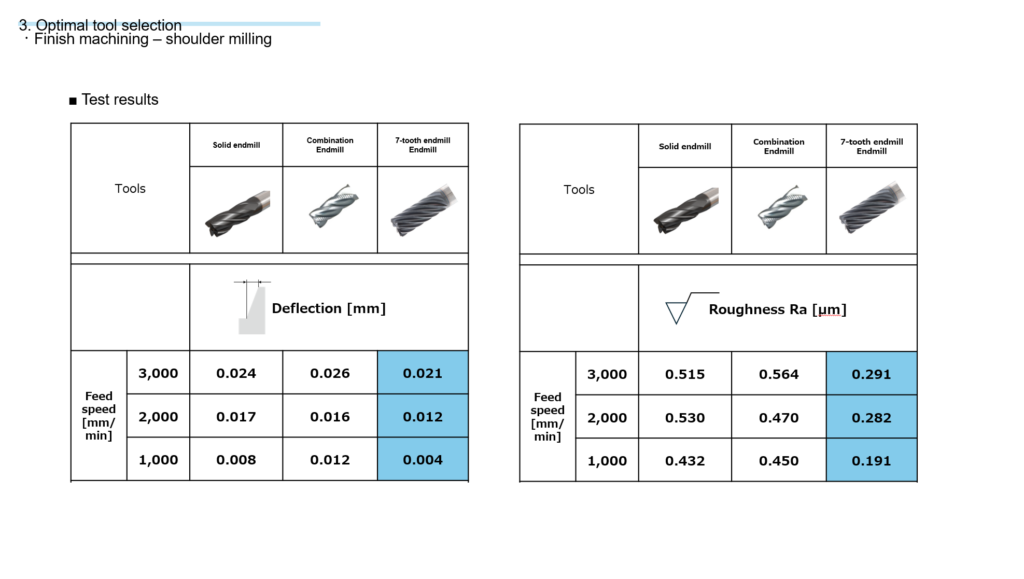
侧壁偏摆对比 [mm]
| 进给速度 | 通用型 4 刃 | 组合刃 | 差异 | 7 刃(参考) |
|---|---|---|---|---|
| 3,000 mm/min | 0.024 | 0.026 | +0.002 | 0.021 |
| 2,000 mm/min | 0.017 | 0.016 | −0.001 | 0.012 |
| 1,000 mm/min | 0.008 | 0.012 | +0.004 | 0.004 |
表面粗糙度 Ra 对比 [μm]
| 进给速度 | 通用型 4 刃 | 组合刃 | 差异 | 7 刃(参考) |
|---|---|---|---|---|
| 3,000 mm/min | 0.515 | 0.564 | +0.049 | 0.291 |
| 2,000 mm/min | 0.530 | 0.470 | −0.060 | 0.282 |
| 1,000 mm/min | 0.432 | 0.450 | +0.018 | 0.191 |
以下是数据中的关键要点:
① 与通用型 4 刃相比,偏摆和 Ra 差异极小
最大偏摆差异为 0.004mm,最大 Ra 差异为 0.049μm。 对于实际加工目的而言,两者都 不是显著差异。 在 2,000 mm/min 的进给速度下,组合刃在偏摆和 Ra 方面实际上 优于 4 刃(数值更低)。
② 与粗加工立铣刀完全不同级别的精加工
粗加工立铣刀完全由波形切削刃组成,会留下表面不平整,需要单独的精加工工序。 组合刃的直切削刃平滑了表面,实现了 与粗加工立铣刀完全不同的精加工质量。 这是“一把刀具完成粗精加工”成为可能的直接原因。
③ 无法与专用的 7 刃精加工刀具相比,但应用场景不同
对于需要 Ra 在 0.2μm 范围的高精度精加工,多刃 7 刃刀具是最佳选择。 然而,对于典型的精加工公差(Ra 0.5μm 左右),组合刃完全胜任。 此外,由于组合刃可以直接从粗加工过渡到精加工,因此消除了换刀和对刀环节。
精加工总结
表面加工质量等同于通用型 4 刃
组合刃的表面精加工在偏摆和 Ra 方面都 与通用型 4 刃相当。 它不仅仅是“粗加工专用刀具” —— 数据证明它可以单把刀具处理从粗加工到精加工的所有工序。 对于 Ra 0.5μm 左右的常规精加工,无需在粗加工和精加工之间更换刀具。
第 3 节总结 —— 覆盖开槽加工、方肩铣削和精加工的多功能性
| 对比维度 | vs. 通用型 4 刃 | vs. 粗加工立铣刀 |
|---|---|---|
| 开槽加工效率 | 高达 5.5 倍 (548%) | 相当或更好(在深槽中更优) |
| 方肩铣削效率 | 高达 3 倍 (300%) | 相当 (ap≤6mm) |
| 抑制振动 | 压倒性优势 | 相当(在开槽加工中更优) |
| 表面加工质量 | 相当(偏摆/Ra 差异极小) | 压倒性优势 |
| 刀具整合 | — | 一把刀具完成粗加工 + 精加工 |
组合刃并非“开槽专用刀具”。开槽加工中的压倒性效率、方肩铣削中的高效抑振,以及等同于通用型 4 刃的表面精加工 —— 它是唯一能在所有三个维度上提供高性能的刃口形状。
4. 真实性能:用户加工案例研究(5 个成功故事 + 已发表案例)
除了内部测试数据外,所有 5 个用户现场评估均获得了“胜出”评级。 我们展示了 VEE-C(可换头式)和 FinishMeister(整硬式)的案例研究。
案例研究概览
| # | 产品 | 加工方法 | 工件材料 | 刀具直径 | 机床 | 效率比 | 寿命比 |
|---|---|---|---|---|---|---|---|
| 案例 1 | FinishMeister | 方肩铣削(阀门) | SUS316 | φ12 | 组合加工机 | 3 倍 | 15 倍 |
| 案例 2 | FinishMeister | 方肩铣削(活塞) | FCD500 | φ25 | 大型卧式加工中心 / HSK100 | 3 倍 | 相当 |
| 案例 3 | VEE-C | 方肩铣削 | SS400 / 160HB | φ25 | 立式加工中心 / BT40 | 1.5 倍 | 1.7 倍 |
| 案例 4 | VEE-C | 开槽加工 | SKD11 / 40HRC | φ12 | 立式加工中心 / BT50 | 2 倍 | 2 倍 |
| 案例 5 | VEE-C | 开槽加工 | SUS430F | φ10 | 立式加工中心 / BT30 | 2.8 倍 | 相当 |
亮点
VEE-C 和 FinishMeister 均获得“胜出”评级
无论是可换头式还是整体式,组合刃的有效性都得到了证明。 效率提升高达 3 倍,刀具寿命提升高达 15 倍,无论产品类型如何,都实现了显著改进。
FinishMeister 案例研究
案例 1 SUS316 阀门加工:3 倍效率,15 倍刀具寿命
加工详情
- 加工方法:方肩铣削(阀门外径)
- 工件材料:SUS316(不锈钢)
- 刀具直径:φ12
- 机床:组合加工机
- 行业:汽车
挑战
- 工件装夹刚性低,无法进行车削;此前使用 4 刃整体硬质合金立铣刀加工
- 生产率停滞不前。 刀具寿命短,且随着磨损加剧出现振动
FinishMeister 带来的改进
- 所用刀具:TEFS120B44-26C12-83 (AH725)
- Vc:40→60 m/min,fz:0.06 mm/z,ap=5 mm,ae:1→2 mm —— 条件提高
- MRR:1.27 → 3.82 cm³/min(3 倍效率)
- 切削长度:0.3 → 4.5 m(15 倍刀具寿命)
- 波形切削刃降低了切削阻力,即使在磨损加剧时也能抑制振动
要点
3 倍效率和 15 倍刀具寿命 —— 重大改进
即使在低装夹刚性环境下,组合刃的低阻力特性也实现了 3 倍效率和 15 倍刀具寿命。 即使在提高切削速度的情况下,振动仍能得到抑制,从而在激进条件下实现稳定加工。
案例 2 FCD500 活塞环加工:3 倍效率 + 刀具整合

加工详情
- 加工方法:方肩铣削(活塞外径车铣)
- 工件材料:FCD500(球墨铸铁)
- 刀具直径:φ25
- 机床:大型卧式加工中心 (#50 / HSK100)
- 行业:造船
挑战
- 此前使用两把立铣刀 —— 一把用于粗加工,一把用于精加工
- 换刀麻烦和循环时间是主要问题
FinishMeister 带来的改进
- 所用刀具:TEFS250E44-52C25CF121 (AH725)
- Vc:79→120 m/min,fz:0.07 mm/z,ap=30 mm,ae:3→6 mm —— 条件提高
- MRR:25.35 → 77.01 cm³/min(3 倍效率)
- 刀具寿命与此前相当 —— 无问题
- 粗加工和精加工 整合到一把 FinishMeister 中。 已用于大批量生产线
要点
3 倍效率 + 刀具整合 —— 用于大批量生产
从 2 把刀具的配置整合到一把 FinishMeister,实现了 3 倍效率。 刀具寿命保持相当,从而在大批量生产线上得到采用。
VEE-C 案例研究
案例 3 替换粗加工立铣刀:1.5 倍效率 + 刀具整合
加工详情
- 加工方法:方肩铣削
- 工件材料:SS400 (160HB)
- 刀具直径:φ25
- 机床:立式加工中心 / BT40
挑战
- 目前使用竞争对手的硬质合金粗加工立铣刀
- 整体立铣刀切深限制在 20mm。 出现切削刃损坏
- 粗加工和精加工需要分开使用刀具
VEE-C 带来的改进
- Vc:100→120 m/min,fz:0.12→0.15 mm/z —— 条件提高
- MRR:61.12 → 91.67 cm³/min(约 +50%)
- 刀头寿命:每个刀头加工 3 件 → 每个刀头加工 5 件 (1.7 倍)
- 粗加工 + 精加工 整合到一把 VEE-C 中。 换刀时间也得到了缩短
要点
1.5 倍效率 + 1.7 倍刀具寿命 + 刀具整合
粗加工立铣刀无法提供精加工质量,需要单独的精加工刀具。 VEE-C 将粗加工 + 精加工整合到一把刀具中,同时实现了 1.5 倍效率和 1.7 倍刀具寿命。
案例 4 从 2 把高速钢刀具整合到 1 把 VEE-C:2 倍效率,2 倍刀具寿命

加工详情
- 加工方法:开槽加工
- 工件材料:SKD11 (40HRC)
- 刀具直径:φ12
- 机床:立式加工中心 / BT50
挑战
- 目前使用 2 把高速钢刀具配置:粗加工立铣刀 + 高速钢精加工立铣刀
- 换刀麻烦和循环时间是主要问题
- 高速钢刀具限制了加工速度
VEE-C 带来的改进
- 条件 B:Vc=40,ap=4,ae=12,fz=0.03 → MRR:3.06 → 6.11 cm³/min (2 倍)
- 每个刀头加工 5 件(2 倍刀具寿命)
- 粗加工和精加工 整合到一把 VEE-C 中 → 无需换刀
要点
2 倍效率,2 倍刀具寿命 —— 重大改进
从 2 把高速钢刀具配置整合到一把 VEE-C。 2 倍效率和 2 倍刀具寿命 —— 重大改进。 即使在 40HRC 高硬度的 SKD11 中也能稳定加工。
来源:TR78848
案例 5 切深翻倍以缩短循环时间

加工详情
- 加工方法:开槽加工 & 方肩铣削
- 工件材料:SUS430F
- 刀具直径:φ10
- 机床:立式加工中心 / BT30
挑战
- 目前使用的竞争对手硬质合金立铣刀存在振动,限制了可实现的切深 (ap)
- 在低刚性的 BT30 环境下难以提高加工参数
VEE-C 带来的改进
- 切深从 ap=1mm 增加到 2mm
- 测试 3:Vc=66,ap=2,ae=10,fz=0.05 → MRR:8.40 cm³/min
- 保持了与此前相当的刀具寿命,表面加工质量也相当。 切削声音安静
要点
切深翻倍以缩短循环时间
利用 VEE-C 的抗振性缩短循环时间。 即使在低刚性 BT30 机床上,也能在激进条件下稳定加工。
已发表案例研究:近藤铁工所 × FinishMeister 组合刃
上述 5 个案例基于内部测试报告,但也有一个 正式发表 的成功故事。

近藤铁工所株式会社(爱知县犬山市)专门从事机床和建筑机械零部件的加工。 该公司在组合加工机上引入了组合刃整体立铣刀 FinishMeister φ12,取得了显著成果。
| 所用产品 | FinishMeister φ12(组合刃整体立铣刀) |
|---|---|
| 加工详情 | 轴类圆柱段的方肩铣削和开槽加工(螺栓座、键槽) |
| 工件材料 | S45C |
| 机床 | 组合加工机(单次装夹多面加工) |
| 挑战 | 在组合加工机上,立铣刀悬伸长 导致振动 → 无法提高切削条件 |
| 切削条件 | Vc=100 m/min, f=0.26 mm/rev (fz=0.065), ap=7–8 mm, ae=12 mm |
结果:
- 缩短加工时间 —— 组合刃的抑振能力实现了大深度切削加工。 减少走刀次数缩短了循环时间
- 刀具整合 —— 一把刀具兼具粗加工能力和精加工质量。 粗加工和精加工整合到一把刀具中
工厂经理评语
“在易产生振动的长悬伸加工中取得了显著成果”
“通过减少切削走刀次数缩短了加工时间”
“将刀具悬伸长度设置得更长,还实现了跨工序的刀具共享”
VEE-C 是一款采用 与近藤铁工所验证过的相同组合刃设计、并以可换头形式呈现 的产品。 整体式 FinishMeister 和可换头式 VEE-C —— 根据您的应用和经济性从 2 条产品线中选择。
总结 —— 抑制振动,迈向下一步切削
本文通过结构、数据和案例研究展示了泰珂洛组合刃的能力。 以下是关键点:
- 立铣加工中的最大挑战是“振动” —— 在一项真实调查中,25% 的车间受访者将其排在第一位
- 组合刃是独一无二的 Geometry —— 波形刃抑制振动,直刃平滑表面
- 经过 874 种测试条件的验证 —— 开槽加工效率提升高达 5.5 倍,方肩铣削提升高达 3 倍。表面精加工等同于通用型 4 刃
- 所有 5 个用户案例研究均评为“胜出” —— 效率提升高达 3 倍,刀具寿命提升高达 15 倍
- 在 BT30、BT40 和组合加工机上得到验证 —— 即使在长悬伸的低刚性机床上也能稳定加工
- 粗加工和精加工合二为一 —— 刀具整合减少了对刀时间和成本
- 2 条产品线覆盖所有应用 —— VEE-C(可换头式)和 FinishMeister(整体式)
如果您正在寻求开槽加工效率提升、振动对策或刀具整合,请尝试组合刃。