
这是泰珂洛销售代表与客户共同走过的成功之路。


泰珂洛销售代表
岩田 健二郎岩田 健二郎
- 来自
- 兵库县
- 入职
- 2019
- 爱好
- 高尔夫、钓鱼
使用立铣刀进行方肩铣削——尤其是在长悬伸工况下——极易产生振颤,这一问题困扰着许多加工用户。 这就是一个关于如何解决此类长悬伸立铣挑战的故事。
![]()
近藤铁工株式会社总部位于爱知县犬山市,自创立 63 年以来,一直从事各种机械零部件的加工,包括机床零件、建筑机械零件、专用设备组件和夹具零件。 该公司在单一工厂内整合了中型车床、加工中心、车削中心和卧式加工中心,在成本、交货期和运输成本管理方面赢得了客户的高度评价。
为了实现低成本和短交货期,近藤铁工践行“单供应商集成加工”,通过消除多个供应商之间的交接环节来缩短交货时间。 公司专注于中型零件加工,拥有复合加工机和五轴加工中心,能够在一次装夹中实现多面加工,以满足多样化的客户需求。
近藤铁工还积极采取环保措施,积极开展可持续发展目标 (SDGs) 行动计划,并追求 Eco Action 21 认证。 太阳能发电占公司总能耗的 13%,其余部分购买无二氧化碳电力,有效实现了电力使用的二氧化碳零排放。
SDGs 倡议

无二氧化碳电力使用
屋顶太阳能电池板

谈到车削,首选泰珂洛
销售代表岩田与近藤铁工的近藤厂长之间的关系始于 2022 年。 近藤厂长长期以来一直将泰珂洛视为车削加工的首选,多年来主要使用泰珂洛的车削刀片。
与现任销售代表岩田的关系始于他作为新任代表,在与授权经销商进荣商会的联合拜访中进行自我介绍时。 从那时起,通过与进荣商会的山口主任一起定期拜访,岩田进行了改进访谈,并通过不断改进车床加工(特别是切槽和螺纹加工操作)深化了双方的关系。

复合加工机上的立铣挑战
近藤铁工处理大量的机床和工业机械业务,在复合加工机上加工这些行业的轴类和法兰组件。 对于此类轴类零件,存在许多涉及在圆柱截面上进行开槽和螺栓座锪孔的操作,这些操作一直使用方肩立铣刀和方肩铣削铣刀进行。

“在我们公司,我们积极使用复合加工机进行圆件加工,在一次装夹中进行多面加工,以促进工序整合。 对于轴类工件,我们经常在圆柱截面上使用立铣刀进行开槽、方肩铣削和螺旋铣削,以加工螺栓座面和键槽。
在这样的立铣操作中,复合加工机上铣削主轴的接近方式和工件干涉通常需要较长的刀具悬伸。
由于悬伸较长,立铣时容易产生振颤,这迫使我们减小切削深度,从而导致加工时间变长。”
这突显了复合加工机刀具所特有的挑战。

在 MECT 2023 寻找解决方案
尽管面临这一长期挑战,近藤厂长曾测试过各家制造商的立铣刀并采用了性能最好的产品,但尚未找到一款性能真正令人满意的立铣刀。 随后,在参加 MECT 2023 时,他在泰珂洛展位发现了一个有希望的线索。
“在 MECT 参观泰珂洛展位时,我发现了一款有趣的立铣刀。我以前对泰珂洛的立铣刀并没有特别深刻的印象,但这款立铣刀独特的产品特性让我觉得它能带来真正的效果。复杂的切削刃几何形状暗示它可能很贵,但我请岩田先生安排了一个样品,以便我们首先通过测试验证其性能。”
抗振立铣刀:FinishMeister
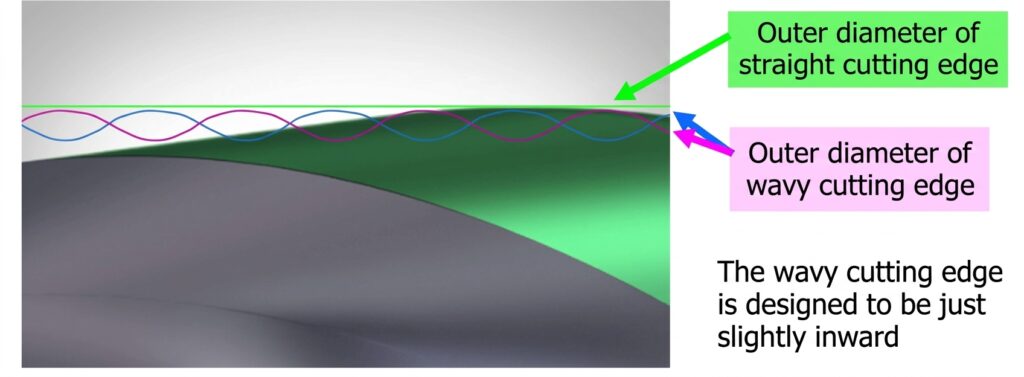
FinishMeister 是一款方肩立铣刀,采用专有的组合刃设计,具有两种类型的切削刃——粗加工刃和精加工刃。 粗加工刃可降低切削阻力并产生振动周期偏移,从而抑制引起振颤的共振,与传统的方肩立铣刀相比,具有卓越的抑振效果。 此外,由于精加工刃比粗加工刃更突出,它们负责侧壁精加工,提供与传统方肩立铣刀相当的表面粗糙度和质量。
缩短加工时间并实现刀具整合
收到样品后,立即进行了测试。 测试是在 S45C 工件材料上使用 FinishMeister ø12 立铣刀进行的。 从 FinishMeister 最大切削刃长度的试切开始,逐渐探索最佳的无振颤切削深度 (ap) 和进给率。
结果确定了最佳切削条件:切削速度 Vc = 100 m/min,每转进给量 f = 0.26 mm/rev (fz = 0.065 mm/rev),切削深度 ap = 7–8 mm,切削宽度 ae = 12 mm —— 实现了无振颤加工。
“FinishMeister 的高抑振能力在最容易产生振颤的长悬伸立铣中非常有效。 通过减少走刀次数(对于以前需要多次走刀的操作)显著缩短了加工时间,这是一个巨大的优势。
此外,鉴于我们处理的零件种类繁多,我们希望将立铣刀悬伸长度设置得较长,以减少更换刀具长度的麻烦。 FinishMeister 出色的抑振性能意味着即使在长悬伸情况下,对抑制振颤的切削条件也有很大的容忍度,我们觉得这非常有吸引力。
除了抑振之外,能够将其用于精加工也是一个主要优势。 以前,我们分别使用不同的立铣刀进行粗加工和精加工,但 FinishMeister 只需一把刀具即可处理粗加工和精加工。 对于不需要高表面质量的开槽和锪孔等操作,我们现在一直使用一把 FinishMeister 完成精加工切削。 我们非常看重由此实现的刀具整合。”
除了缩短加工时间外,通过刀具整合也实现了显著改进。

关键改进点
-
通过卓越的抑振性能缩短加工时间
FinishMeister 出色的抑振能力即使在需要长悬伸的立铣操作中也能控制振颤。 与传统刀具相比,可以实现更高的切削深度,成功缩短了加工时间。
-
兼具精加工能力的粗加工刃立铣刀
凭借其具有突出精加工刃的专有组合刃设计,FinishMeister 也可以处理精加工操作。 将粗加工和精加工整合到一把刀具中,可以实现刀具整合。
我们想要实现的未来
近藤铁工在这一成功的基础上继续追求进一步的改进活动。
“在车间里,人们往往因为害怕失败而坚持过于保守的条件,或者继续使用旧的刀具和方法。
我希望我们的员工积极尝试新的刀具和方法。
为了鼓励这种挑战,我努力创造一个让员工感到可以放心承担风险的环境——通过让管理层接受一定程度的失败。”

“在我们公司,我们正积极致力于解决环境问题,包括 SDGs 行动计划和获得 Eco Action 21 认证的活动。 我们的意图是消除‘制造业 = 破坏环境’的形象。
我们想为制造业世界带来一个新的价值轴——不仅是生产商品,还要为旨在改善环境的行业制造组件,并通过像这样新的加工方法来减少对环境的影响。 我们计划通过制造业特有的方法来解决这个问题。 我们将继续推动各项活动,致力于建立一家为实现循环型社会做出贡献的公司。”
“我个人觉得 FinishMeister 是一款非常有特色的有趣刀具,所以很高兴这个项目进展顺利。
在我的销售活动中,我认为重要的不是简单地介绍客户要求的刀具,而是通过深入的访谈了解客户面临的真正挑战。 通过把握和理解问题,我每天都努力提供能够带来真正问题解决的方案。 我的目标是让我服务的每一位客户都成为泰珂洛更忠实的粉丝。”
回顾这个项目,所有参与方都给予了积极的反馈。
泰珂洛致力于了解客户面临的挑战,并与他们并肩前行,共同解决问题并实现理想。

本文介绍的产品
