这是泰珂洛销售代表与客户共同走过的成功之路。


泰珂洛销售代表
村田 崇彦Takahiko Murata
- 家乡
- 京都府京都市
- 职业生涯
- 1987 年 1 月加入(中途聘用)。 第 36 年。
- 爱好
- 我从初中开始练习高山滑雪赛,至今仍活跃在赛场上。
在非滑雪季节,我全身心投入高尔夫球。
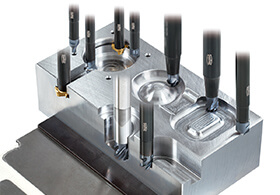
任何从事金属切削的人都至少见过一次“切屑输送机”。 这一次,我们介绍一个与切屑输送机相关的改进案例研究。
椿本美福兰有限公司总部位于滋贺县甲贺市,成立于 1973 年,是椿本链条公司与美福兰国际公司的合资企业。 1974 年,该公司开始生产其 “ChipTote” 切屑输送机。 自那时起,该公司开发了广泛的物料搬运产品,现已成为广为人知的物料搬运和冷却液处理设备的综合制造商。
椿本美福兰有限公司继续提供最高质量的产品和服务,以在“金属切屑、冷却液和固体废物”的“搬运和处理”领域赢得全球客户的满意和信任。
皮带销内部制造项目
椿本美福兰有限公司在其位于滋贺县甲贺市的总部工厂生产其旗舰产品——输送机。 总部工厂是母厂,在集成的输送机生产流程中处理从钣金加工到焊接、组装和喷漆的所有环节。 就在这段时间里,输送机关键部件之一的皮带销采购出现了问题。 此前,总部工厂几乎没有进行过金属切削作业,需要机械加工的皮带销一直外包生产。 然而,分包商变得难以继续生产。 为了解决这个问题,公司启动了皮带销内部制造项目。 在金属切削方面拥有深厚知识的生产工程部市桥先生被任命为项目负责人。

“通过将之前外包的皮带销生产转为总部工厂内部制造,我们可以获得许多好处,因此我们决定推进内部制造。内部生产能够根据需求进行灵活的生产规划,并使小批量生产变得更加容易。外包时,由于订单批量和交货期的原因,我们需要维持大量的部件库存(在制品)。通过内部制造,我们可以灵活调整生产计划和批量,以匹配客户要求。实施准时制生产已显著减少了部件库存。”
这是一个重要的项目,预期会提高生产效率。
“除了对缩短交货期和减少库存的期望外,我们还将成本竞争力设定为该启动项目的目标。 考虑到生产成本,海外制造曾是一个选择,但在总部工厂(最终组装地)生产部件在运输交货期方面是最优的(本地生产,本地消费)。 因此,我们设定了一个目标,即建立一条具有成本竞争力的生产线,即使在国内制造也能与海外生产相媲美。 我们认为实现成本竞争力的关键是‘自动化和延长的无人值守运行’。”
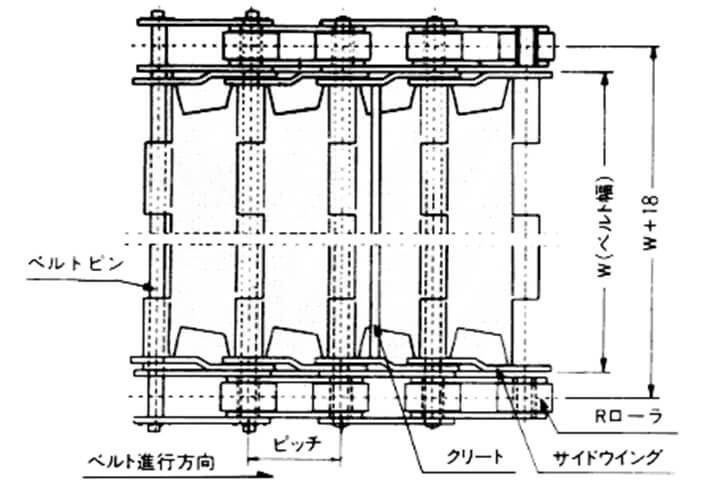
铰链式钢带输送机的外观与结构
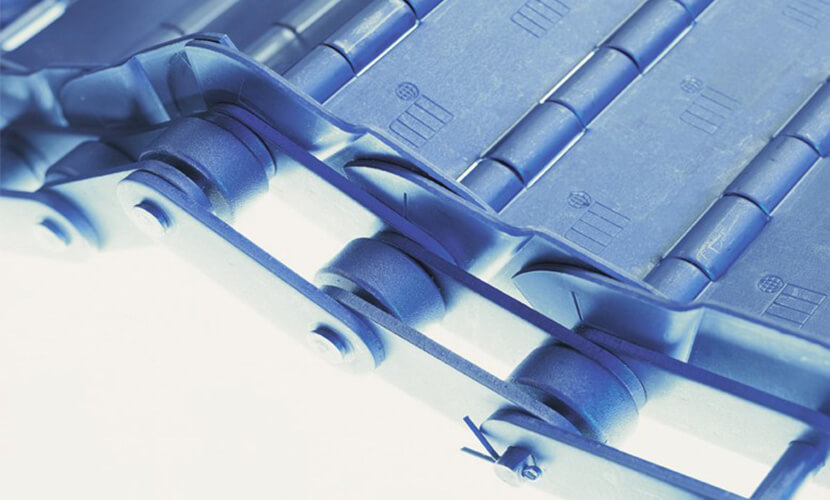
皮带销外观

阻碍无人值守运行的瓶颈工序
为了实现设定的目标,生产线建设稳步推进。 由于皮带销是长圆柱形零件,因此采用了棒料进给机进行材料供应。 此外,为了实现长工件的自动二次夹持和两端加工,选用了一台带副主轴的数控车床,实现了从工件装载、加工到工件卸载的全自动化。
皮带销有多种型号,直径和长度各不相同。 为每个型号创建并验证了加工程序,工厂首批机械加工部件的启动顺利完成。
虽然加工启动顺利完成,但另一个目标——实现延长的无人值守运行——尚未实现。 两个工序中使用的工具寿命较短,频繁的换刀使得长时间运行变得不可能。
“我们的目标是通过节假日的无人值守运行来加工生产批量相对较大的型号。例如,在周五离开时完成设置并开始加工。如果我们能在周末(周六和周日)进行无人值守加工,这将极大地提高生产线效率并降低生产成本。为了实现这一目标,我们需要完成大约 48 小时的无人值守运行,但瓶颈工序中的工具寿命问题阻碍了我们达到目标。”
皮带销加工中的瓶颈工序
瓶颈工序 1:切断 / 端面精车
由于生产使用了棒料进给机,切断工序是主要操作之一。 此外,由于加工各种型号所需的刀具数量和刀塔工位有限,切断刀还用于端面精加工,以整合刀具使用。
瓶颈工序 2:定心钻孔 + 倒角
为了提高孔位精度,在孔加工前进行了定心钻孔。 由于这些孔需要进行 C 倒角,因此该工序设计为使用 90° 倒角工具预先驱动得更深,从而在一次操作中结合定心钻孔和倒角。
“定心钻孔 + 倒角”工序的加工图像
- 工序 1
定心钻孔 + 倒角

- 工序 2
钻削
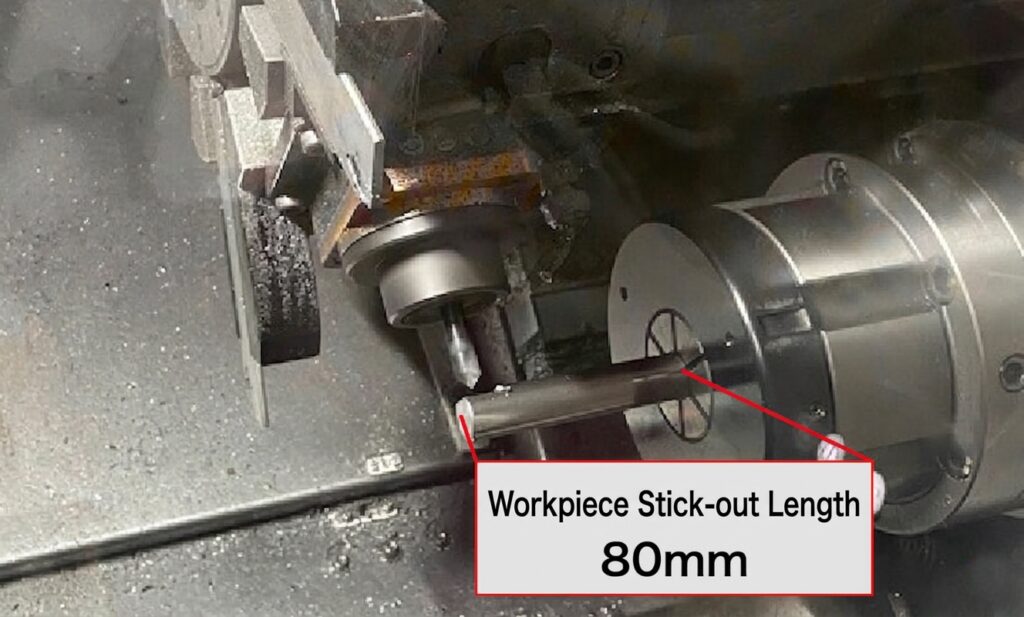
“我觉得特别有问题的是这个‘定心钻孔 + 倒角’工序。 由于夹持工件的筒夹套与旋转刀具单元之间的干涉,以及机床铣削范围的限制,工件需要伸出约 80mm 才能进行铣削作业。 此外,由于加工发生在端面附近,必须在悬臂设置中完成。 在工件处于低刚性状态下,加工变得不稳定。 在较小直径的皮带销型号上,颤振尤为明显,导致倒角孔形不规则。”
“我们曾向多家制造商请求工具改进,并致力于工具改进。我们请一家制造商制作了定制工具并进行了测试,但我们一直难以找到能提供所需改进的工具。”
延长无人值守运行的目标陷入了僵局。
用于中心销加工的带棒料进给机和副主轴的数控车床

“定心钻孔” + “倒角”工序视图
瓶颈工序的解决方案
就在这时,市桥先生与泰珂洛京都销售办事处的村田先生初次见面。
市桥先生通过分销商向村田先生咨询了他所选的一款钻头产品的加工问题。 当村田先生拜访市桥先生时,他了解到了市桥先生面临的挑战。
“针对切断/端面车削工具的改进,我提议使用 TungCut。TungCut 具有独特的圆弧形刀片座,可提供强大的抗侧向力能力,使其成为不仅能进行切断,还能进行车削作业的开槽/切断刀系列。我选择了我们最新的材质 AH7025 作为刀片。由于该材质已在其他客户那里取得了优异的成果,我建议用它进行测试。”
“当我们测试 AH7025 时,我们实现了工具寿命的延长,并解决了其中一个瓶颈工序。最初,从工具寿命和表面光洁度质量的角度出发,我们使用冷却液进行加工。然而,使用冷却液由于水质退化需要定期更换,且将其作为废油处理引发了近期日益严重的环保问题。我们希望建立不使用冷却液的干式加工。在这方面,AH7025 即使在干式加工中也能提供令人满意的表面光洁度质量,同时充分实现了目标工具寿命。我们真心对您的工具技术印象深刻。”
“对于另一个瓶颈工序——‘定心钻孔 + 倒角’——考虑到工件直径小且悬伸长的情况,我预料到这将是一个困难的改进。由于可换头式工具 TungMeister 提供多种倒角头,我探索了是否能从该系列中为皮带销加工选择最合适的刀头。”

可换头式立铣刀 TungMeister:丰富的倒角头系列
可换头式立铣刀 TungMeister 除了方头外,还提供丰富的刀头系列,包括高进给、球头、倒角、钻削和槽型刀头。 特别是倒角工具系列,其倒角头具有截然不同的特性。

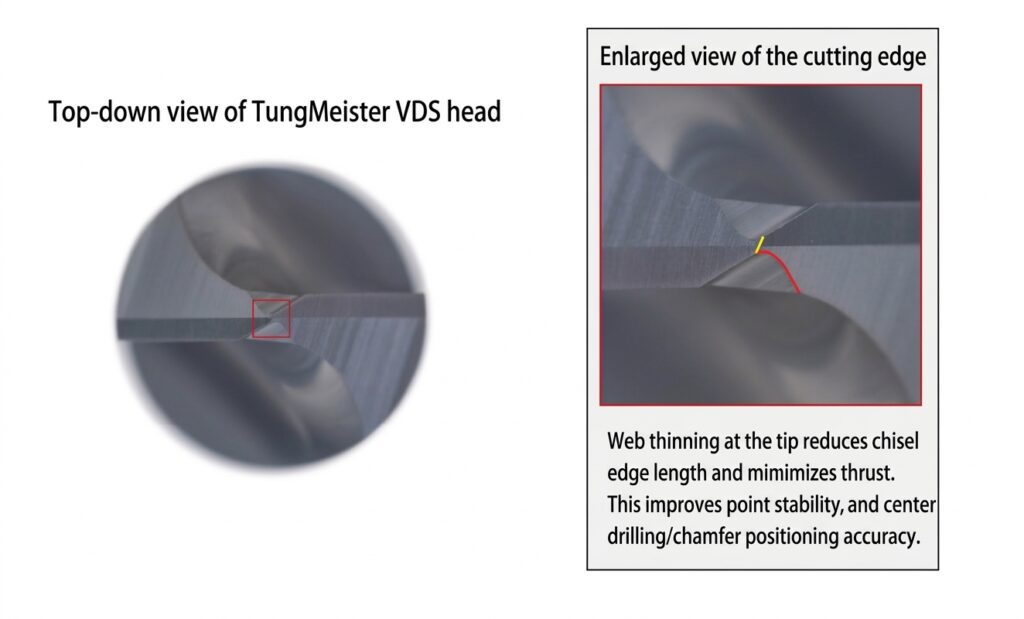
“在多种可用的刀头类型中,我为该应用选择了 VDS 型——这是切削最锋利、阻力最低的设计。”
TungMeister 倒角头有三种类型:“具有压制成型设计、极具成本效益的 VCP 型”、“具有多刃设计、注重生产率的 VCA 型”以及“具有大螺旋角设计、注重低阻力切削的 VDS 型”。
“我选择 VDS 型是预见到它的大螺旋角和低阻力设计将适用于该应用。此外,当我检查椿本美福兰正在使用的竞争对手倒角工具时,发现没有一个在切削刃上应用了横刃修正(thinning)。我认为使用具有横刃修正功能的 VDS 型将减少切削力,从而即使在低刚性工件上也能抑制工件偏摆。”
TungMeister 倒角头系列

成本效益型 VCP 型(带中心切削刃)

生产率导向型 VCA 型(不带中心切削刃)

锋利度导向型 VDS 型(带中心切削刃)
VDS 型的特点
- VDS 刀头正视图
- VDS 刀头

实现周末 48 小时无人值守运行
带着对成功的极高期待,测试开始了。 虽然传统工具在加工时一直存在颤振,但 VDS 型显著抑制了颤振的发生。 在确认加工稳定后,测试转入运行生产测试。 测试结果显示:
- 工具寿命延长至 3,000 个零件——是之前 600 个零件寿命设置的 5 倍
- 倒角区域从之前的不规则形状变成了整齐的圆形,提高了产品质量
这些都是显著的改进。
“使用这款工具加工的结果是一系列令人惊讶的新发现。解决两个瓶颈工序并实现周末 48 小时无人值守运行,极大地提高了皮带销加工线的生产率。即使在海外,使用通用机床进行皮带销加工也尚未实现,因此我相信这条新生产线已经具备了可以与海外生产相媲美的成本竞争力。”
“除了提高加工稳定性和延长工具寿命外,我们还非常欣赏 TungMeister 换刀的简便性。使用整体式工具,每次换刀都需要松开并重新拧紧筒夹、调整工具悬伸长度,并在数控程序中进行刀具长度补偿修正。我们也曾使用过螺钉式刀头连接的倒角工具,但在拆卸过程中发生过螺钉掉落并丢失在机器内部的情况。TungMeister 无需拆卸刀杆,仅使用扳手即可更换刀头,这也改进了换刀操作。”
可换头式工具在车床上(机内换刀频繁)的独特优势得到了明确的认可。

使用 TungMeister VDS 型刀头加工的倒角

关键改进点
-
在工件刚性较低的条件下,使用低阻力倒角头 VDS 型进行“定心钻孔” + “倒角”——实现了稳定加工并大幅提高了工具寿命
VDS 型刀头采用大螺旋角设计和横刃修正切削刃几何形状。 它降低了切削阻力并抑制了工件偏摆,即使在低刚性条件下也能实现稳定加工。
-
解决瓶颈工序,实现 48 小时无人值守生产
稳定的加工显著提高了工具寿命。 减少换刀频率有助于延长无人值守运行时间。
迈向更长时间的无人值守运行
椿本美福兰并不满足于现状,已经在朝着进一步的提升迈进。
“现在两个瓶颈工序已经解决,另一个加工工序——面加工——成了目前的瓶颈。通过改进这个工序,我们下一步想挑战 60 小时的无人值守运行。”
听到下一个目标后,村田先生回应道:
“与‘定心钻孔 + 倒角’工序类似,面加工也涉及低刚性条件。在这里,我也想通过选择切削阻力尽可能低的铣刀来追求稳定的加工和延长的工具寿命。”
“自加入公司以来,我一直珍视一位资深同事教给我的座右铭:‘危机即契机’。 就像这个案例一样,事情有时会进展顺利,但也有加工不如预期、出现麻烦的时候。 然而,与其轻易放弃,我认为最重要的是探索是否有其他想法或改进措施,并不断挑战。 我觉得在特别困难的情况下解决麻烦,会加强随后与客户的信任关系。”
村田致力于支持实现 60 小时无人值守运行的下一个挑战。
“在机械加工中,有很多事情只有通过实际尝试才能理解。我们打算继续挑战自我,不受现有观念的束缚。”
市桥先生分享了他对下一次挑战的抱负。
在泰珂洛,我们将继续努力支持每天都在迎接新挑战的制造专业人士。

左:黑岩 大辅先生,制造部第一制造课课长
右:市桥 淳平先生,生产工程部
本文介绍的产品