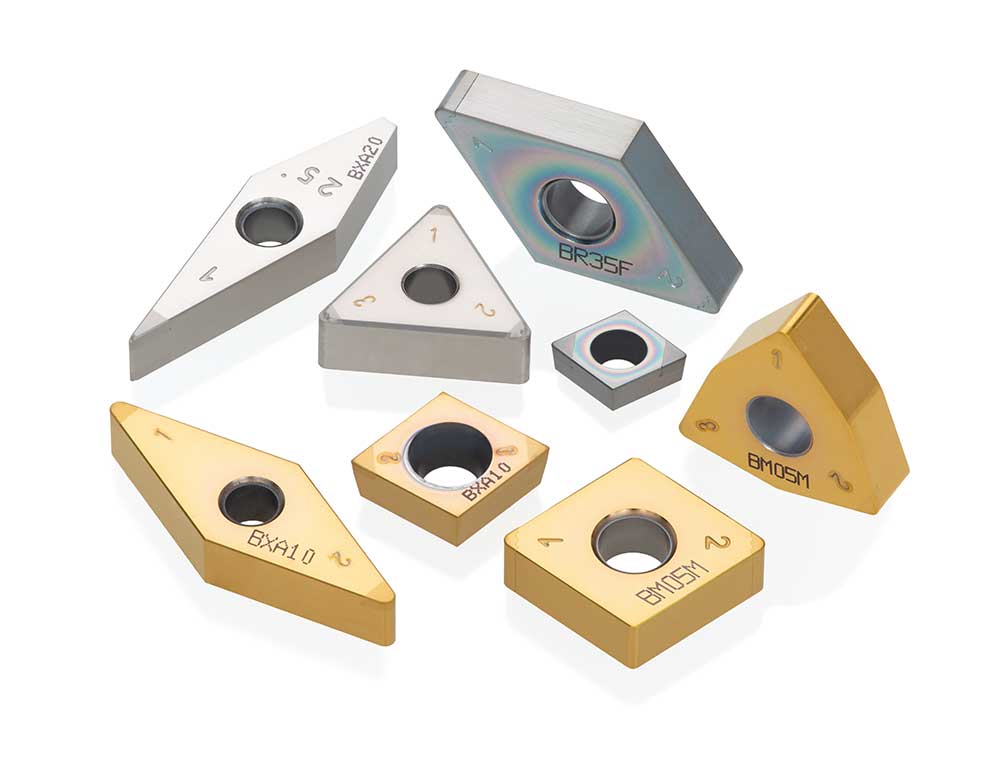
2026 年 3 月 , 泰珂洛宣布在其涂层 CBN 系列(BM05M/BXA10/BXA20/BR35F)中扩充用于渗碳层去除的 HF 断屑槽。 该系列现包括新型高耐磨 BXA10 材质以及新增的 R1.6 mm 和 R2.0 mm 仿形,增强了产品范围,以在重载切削中实现稳定的加工和更长的刀具寿命。

挑战与趋势
在汽车行业中,渗碳层去除加工经常在齿轮和轴等部件上进行,这些部件是传动系统的代表性零件。 在此过程中,必须在保持高生产率的同时,稳定地去除高硬度渗碳层。 然而,使用传统的 BXA20 材质时,耐磨性劣于竞争对手的 H10 材质,导致连续加工过程中的刀具寿命问题。 此外,当使用 R1.2 mm 或更小的仿形进行淬硬钢深切削时,外圆和端面车削操作往往会使切削刃中心部分负荷过大,有时会导致刀具寿命不稳定。 市场强烈需要一种既能确保稳定加工又能保证长刀具寿命的解决方案,以克服这些挑战。
产品概述
“BM05M、BXA10、BXA20 和 BR35F”是专为淬硬钢车削优化的 CBN 涂层刀片系列。 它们结合了卓越的耐磨性和断裂韧性,在从连续切削到重度断续切削的广泛应用中提供出色性能。 凭借创新的钎焊技术,这些材质可提供稳定、持久的刀具寿命,并实现高效生产。
优势与特点
特点 1:深切削操作中稳定的切屑控制
– 即使在渗碳层去除等重载切削条件下,HF 断屑槽也能可靠地断屑,防止切屑缠绕。
– 卓越的排屑性能减少了加工过程中的负载波动,确保稳定的切削性能。
– 提供一致的表面光洁度质量,最大限度地减少后续工序的偏差。
特点 2:采用高耐磨 BXA10 材质,刀具寿命长
– 即使在加工淬硬材料或渗碳层等高负荷条件下,也表现出卓越的耐磨性。
– 抑制刃口崩碎和磨损进展,显著延长刀具寿命。
– 在长时间连续加工过程中保持稳定的尺寸精度。
特点 3:大仿形选项提供广泛的加工能力
– 新增的 R1.6 和 R2.0 mm 仿形提高了外圆和端面车削操作中刀具寿命的稳定性。
– 大仿形可分散切削负荷并增强刃口强度。
切削性能

| 刀片 | CNGG120408(用于淬硬钢车削的带断屑槽 CBN 刀片) |
| 刀杆 | ACLNL25252M12-A |
| 工件材料 | SCM415 (60HRC) |
| 切深 | Vc = 150 m/min |
| 进给量 | f = 0.15 mm/rev |
| 切削深度 | ap = 0.5 mm x 5 次 |
| 加工 | 外圆连续切削 |
| 冷却方式 | 湿式 |
成功案例
改进的刀具寿命
采用 1.6 mm 刀尖半径,刀尖上的切削区域被有效分离,消除了重叠。这实现了稳定的加工,并提供了比高耐磨 BXA10 材质长 1.5 倍的刀具寿命。此外,HF 断屑槽确保了卓越的切屑控制。
| 行业 | 汽车 |
| 部件 | 垫圈 |
| 材料 ISO 代码 | |
| 工件材料 | SCM415 |
| 机床(主轴类型) | 数控车床 |
| 刀具系列 | 车削 |
| 刀具类别 | 外圆 & 端面车削 |
| 产品名称 | BXA10 |
| TSR 编号 | 5536T |
