

拥有出色表面精度的高速面铣刀
适用于各种材料加工的高效、经济型面铣刀

应用 & 特点
应用

特点
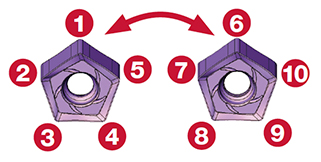
1. 经济的五边形刀片
• 10个刀尖双面刀片
2. 低切削力
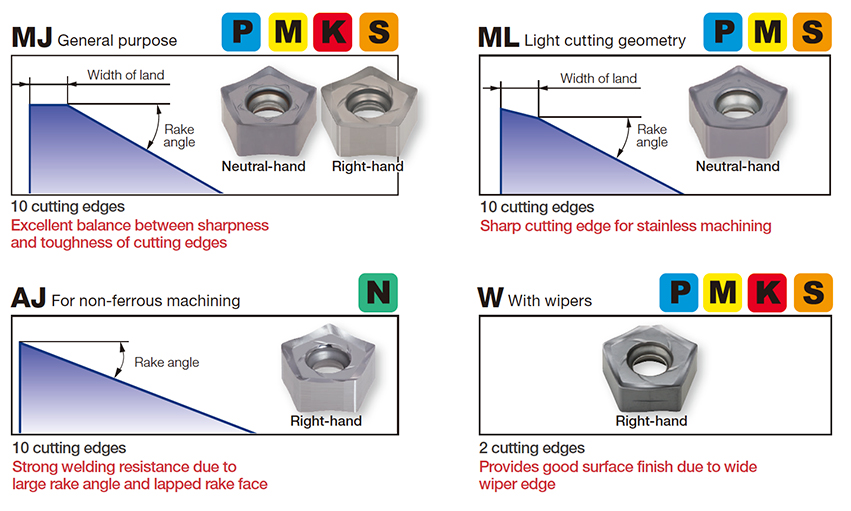
3. 刀片阵容丰富可用于各种加工
刀片 & 材质

刀体

实际案例
案例 #1
通用工程
| 零件: | 泵壳 |
| 材料: | SKD11 |
| 新刀: | TEN09R125M38.1-06 (ø125 mm, z = 6) |
| 刀片: | PNCU0905GNEN-ML |
| 材质: | AH3135 |
| 加工条件: | Vc = 120 (m/min) fz = 0.25 (mm/t) Vf = 458 (mm/min) ap = 3 (mm) ae = 60 (mm) 应用: 平面铣削 冷却方式: 干式 机床: 卧式加工中心 |

案例#2
通用工程
| 零件: | 轧制模材料 |
| 材料: | 工具钢 |
| 铣刀: | TEN09R160M50.8-12 (ø160 mm, z = 12) |
| 刀片: | PNMU0905GNEN-MJ |
| 材质: | AH3225 |
| 加工条件: | Vc = 300 (m/min) fz = 0.1 (mm/t) Vf = 716 (mm/min) ap = 0.8 (mm) ae = 50 (mm) 应用: 面铣 冷却方式: 干式 机床: 卧式加工中心 |

案例 #3
通用工程
| 零件: | EGR 阀门 |
| 材料: | FC250 / 250 |
| 铣刀: | TEN09R125M38.1-06 (ø125 mm, z = 6) |
| 刀片: | PNCU0905GNEN-MJ |
| 材质: | AH120 |
| 加工条件: | Vc = 390 (m/min) fz = 0.15 (mm/t) Vf = 900 (mm/min) ap = 0.9 (mm) ae = 75 (mm) 应用: 面铣 冷却方式: 外冷 机床: 立式加工中心、6kW |
| 工序: | , |
| 机床: |

标准加工条件
| ISO | Workpiece materials | Hardness | Selection criteria |
Recommended grade |
Chipbreaker | Cutting speed Vc (m/min) |
Feed per tooth fz (mm/t) |
|---|---|---|---|---|---|---|---|
| Low carbon steels S15C, C15E4, etc. C15, etc. |
200 – 300 HB | First choice | AH3225 | MJ | 100 – 250 | 0.1 – 0.4 | |
| 200 – 300 HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.1- 0.3 | ||
| 200 – 300 HB | Wear resistance | T3225 | MJ | 200 – 350 | 0.1- 0.3 | ||
| 200 – 300 HB | Surface quality | NS740 | MJ | 100 – 250 | 0.1- 0.3 | ||
| High carbon steels, alloyed steels S45C, SCM440, etc. C45, 42CrMo4, etc. |
150 – 300 HB | First choice | AH3225 | MJ | 100 – 250 | 0.1- 0.35 | |
| 150 – 300 HB | Low cutting force | AH3225 | ML | 100 – 250 | 0.1- 0.3 | ||
| 150 – 300 HB | Wear resistance | T3225 | MJ | 180 – 300 | 0.1- 0.3 | ||
| 150 – 300 HB | Surface quality | NS740 | MJ | 100 – 250 | 0.1- 0.3 | ||
| Prehardened steels NAK80, PX5, etc. |
30 – 40 HRC | First choice | AH3225 | MJ | 100 – 200 | 0.1- 0.3 | |
| 30 – 40 HRC | Low cutting force | AH3225 | ML | 100 – 200 | 0.1- 0.25 | ||
| 30 – 40 HRC | Wear resistance | T3225 | MJ | 150 – 250 | 0.1- 0.25 | ||
| Stainless steels SUS304, etc. X5CrNi18-9, etc. |
– 200 HB | First choice | AH3135 | ML | 100 – 200 | 0.1 – 0.3 | |
| – 200 HB | Fracture resistance | AH3135 | MJ | 100 – 200 | 0.1 – 0.35 | ||
| – 200 HB | Wear resistance | T3225 | MJ | 100 – 250 | 0.1 – 0.3 | ||
| Grey cast irons FCD400, etc. 250, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 100 – 250 | 0.1 – 0.4 | |
| 150 – 250 HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.35 | ||
| Ductile cast irons FCD400, etc. 400-15S, etc. |
150 – 250 HB | First choice | AH8015 | MJ | 80 – 200 | 0.1 – 0.4 | |
| 150 – 250 HB | Wear resistance | T1215 | MJ | 100 – 300 | 0.1 – 0.35 | ||
| Aluminium alloys Si < 13% |
– | First choice | DS2005, KS05F | AJ | 500 – 1500 | 0.1 – 0.5 | |
| Aluminium alloys Si ≥ 13% |
– | First choice | DS2005, KS05F | AJ | 150 – 500 | 0.1 – 0.5 | |
| Titanium alloys Ti-6Al-4V, etc. |
– 40 HRC | First choice | AH3135 | ML | 30 – 60 | 0.1 – 0.3 | |
| – 40 HRC | Fracture resistance | AH3135 | MJ | 30 – 60 | 0.1 – 0.3 | ||
| – 40 HRC | Wear resistance | AH8015 | ML | 30 – 60 | 0.1 – 0.3 | ||
| Heat-resistant alloys Inconel 718, etc. |
– 40 HRC | First choice | AH8015 | MJ | 10 – 40 | 0.04 – 0.1 | |
| Hardened materials SKD61, X40CrMoV5-1, etc. |
40 – 50 HRC | First choice | AH8015 | MJ | 80 – 150 | 0.05 – 0.15 | |
| 40 – 50 HRC | Fracture resistance | AH3225 | MJ | 80 – 150 | 0.05 – 0.15 |
- 使用压缩空气清除多余的切屑防止塞屑。
- 使用水基冷却液避免刃口积屑瘤的产生,防止刀尖熔敷。 (如铝合金加工).
- 对于切深不均匀的加工(如铸造表面)和工件材料断续表面的加工,进给(fz)的设置应该低于上表所示的推荐值。
- 加工条件可能受限于机床功率,工件刚性和主轴输出。当切宽、切深或悬伸长度较大时,Vc和fz的设置应该低于推荐值并确认机床的功率和振动情况。


相关资料
 Tungaloy APP
Tungaloy APP TUNG Navi满足您特殊要求的刀具建议
TUNG Navi满足您特殊要求的刀具建议 机床功率计算器
机床功率计算器 车刀片选择指南
车刀片选择指南 泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。
泰珂洛成功报告(TSR)只需简单搜索,即可获取最佳加工案例, 获得改进启发。 技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。
技术指南访问泰珂洛的技术指南,获取有价值的见解、参考资料和资源。 Matrix刀具管理系统
Matrix刀具管理系统 Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.