2024 年 12 月 ,泰珂洛宣布扩充其 TungAlumill 系列产品,推出直径为 25 mm、32 mm、40 mm和英寸尺寸为 25.4 mm、31.75 mm、38.1 mm的模块化铣刀,从而提高铝和非铁金属加工的灵活性和效率。
挑战与趋势
航空航天、电动汽车、汽车和半导体制造设备等先进行业对铝和非铁金属的加工需求日益增长。然而,在加工形状复杂的部件时,刀具和工件更容易发生干涉。此外,如果需要较长的悬伸,挑战和市场条件就会变得更加严峻。在这种情况下,灵活的刀具解决方案至关重要,因此模块化刀头类型成为关注的焦点。
通过采用模块化刀头,可以实现多种刀杆组合,提高了加工的通用性。此外,在需要长悬伸的情况下,模块化刀头与硬质合金刀杆的组合可提高刀具刚性,有效抑制振刀。这不仅实现了高速加工和高质量加工,还延长了刀具寿命。这些特点是满足当今市场需求的关键因素。
产品概览
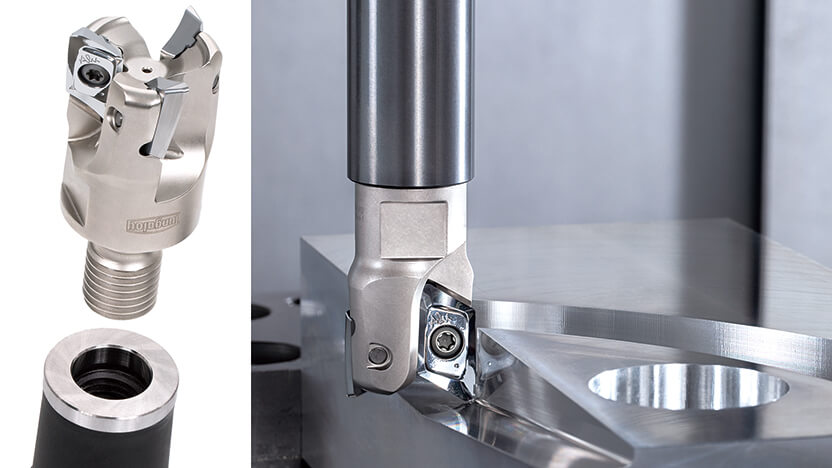
TungAlumill 是专为高效加工铝合金而设计的立铣刀。凭借其独特的切削刃设计,它能提供卓越的切削性能和出色的表面光洁度。

优势和特点
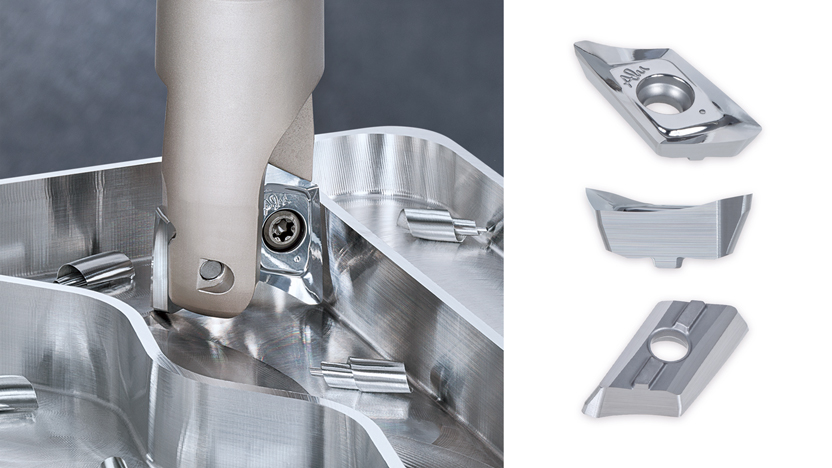
特点 1:使用新设计的刀片实现高效加工
独特的锁紧面设计可牢牢固定刀片,提高安全性。
镜面加工刀刃具有很强的抗粘刀性,可降低切削阻力,延长刀具寿命。
这确保了稳定的加工性能和较高的生产率。

特点 2:出色的切削刃几何形状,适用于铝和非铁金属材料
– 高精度磨削后刀面
– 前刀面采用镜面抛光,可有效抑制积屑瘤
– 螺旋切削刃和大正前角

特点 3:适用于各种加工
– 在铝和其他非铁合金应用中具有出色的加工效率
– 刀片有10种标准刀尖半径(RE)可供选择,从0.4mm到5.0mm不等
– 通过将模块化铣刀与 TungFlex 刀具系统相结合,可轻松实现灵活的刀具长度扩展

切削性能
A5052(铝合金)表面粗糙度比较

| 刀体 | TPXV16M050B22.0R04 (DC = 50 mm, CICT = 4) |
| 刀片 | XVCT160508PEFR-AM TH10 |
| 工件材料 | A5052 |
| 切削速度 | Vc = 1000 m/min |
| 每齿进给 | fz = 0.16 mm/t |
| 切削深度 | ap = 0.5 mm |
| 切削宽度 | ae = 35 mm |
| 冷却方式 | 湿式 |
| 机床类型 | 立式加工中心, BT50 |
ADC12 (铸铝)表面粗糙度比较

| 刀体 | TPXV16M032B22.0R03 (DC = 32 mm, CICT = 3) |
| 刀片 | XVCT160524PEFR-AM TH10 |
| 工件材料 | ADC12 |
| 切削速度 | Vc = 1155 m/min |
| 每齿进给 | fz = 0.17 mm/t |
| 切削深度 | ap = 3 mm |
| 切削宽度 | ae = 22 mm |
| 冷却方式 | 湿式 |
| 机床类型 | 立式加工中心, BT50 |
成功案例
提高刀具寿命
锋利的切削刃可大幅降低切削力,延长刀具寿命。
分享
| 行业 | 航空航天 |
| 部件 | 航空部件 |
| 材料 ISO 代码 | N – 非铁金属 |
| 机床(主轴型) | 大型立式加工中心(50 号,HSK100) |
| 刀具系列 | 铣削 |
| 加工类型 | 型腔铣 |
| 产品名 | TungAluMill |
| TSR No. | 5069M |