解决长悬伸钻孔加工问题!利用模块化钻头最大限度地提高刀具刚性
在长悬伸钻加工中,刀具刚性不足一直是许多工作场所普遍关注的问题。由于必须使用过长的钻头来避免刀具干涉,导致孔径精度降低、圆度下降、刀具寿命缩短和刀具突然断裂等问题。为了减少这些问题,设置较低的切削条件和使用高稳定性的高速钢钻头已不可避免,从而导致生产率下降。
由于缺乏替代方案,许多工程师都在这种情况下妥协了。然而,随着 DrillMeister 模块化机身的出现,解决长悬伸钻加工问题的新方案已经问世。这种创新的解决方案可以最大限度地提高刀具刚性并提高生产率,解决了工作场所的问题,为加工开辟了新的可能性。

DrillMeister 模块化钻头简介
DrillMeister 模块化钻头是一种创新解决方案,适用于使用长钻头以避免刀具干涉的加工环境。这种模块化钻头与通常销售的 M 型螺纹刀杆紧固件兼容,可以适应各种加工条件。它的最小槽长度为 L/D=2.3,在保持必要悬伸长度和避免干涉的同时,最大限度地提高了刀具刚性。
TungFlex 和 TungMeister 系统的广泛模具范围
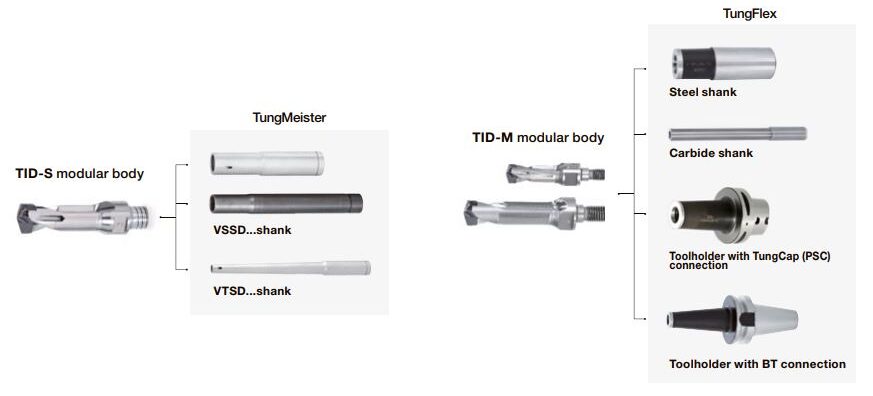
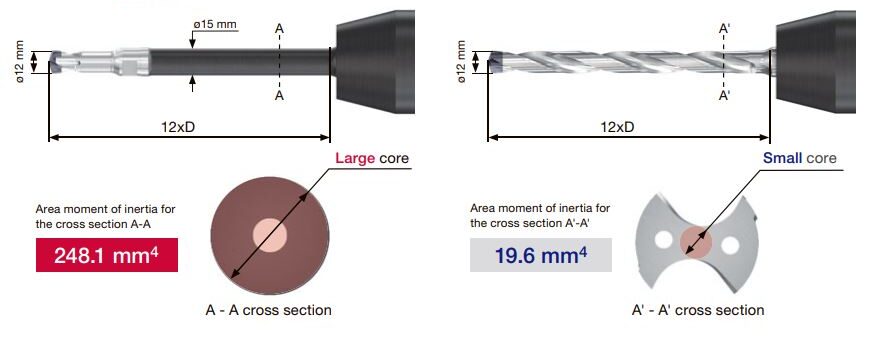
使用模块化钻头的刀具刚性最大化解决方案
利用 TungFlex 增强钻头强度,实现精确的孔定位
|
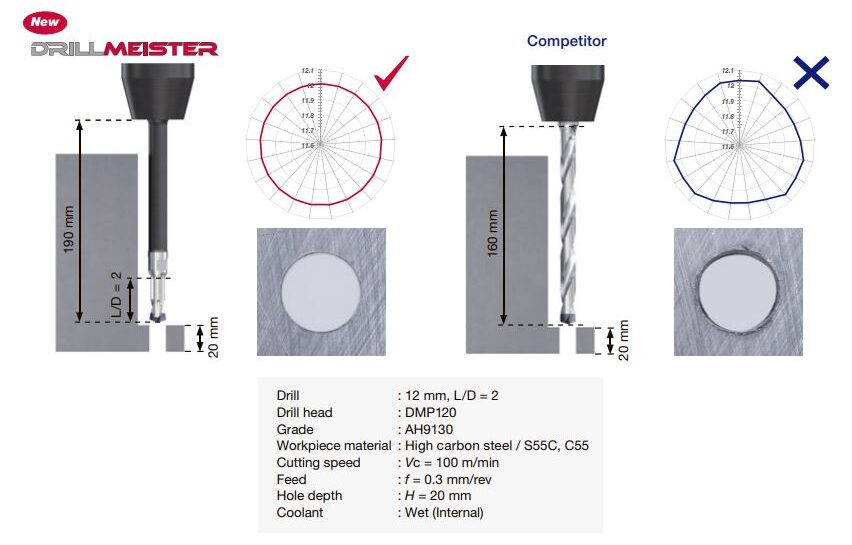
DrillMeister 钻头: TID120M8-2 模块化钻体 + 硬质合金刀杆 钻尖: DMP120 钻尖使用 AH9130 材质 |
竞争对手 钻杆 可换式钻尖,12xD 钻尖 140° 钻尖角 |
与竞争对手相比,加工孔质量极佳
机床主轴的成功案例
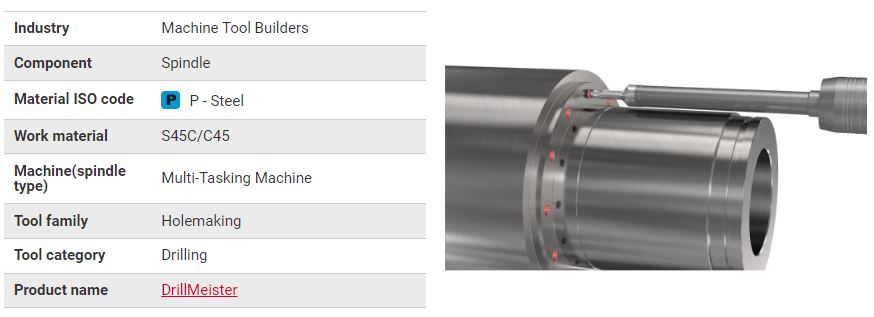
在加工机床主轴时,必须进行长悬伸孔加工,以避免刀具干涉。
传统刀具使用悬伸长度为 20xD 的高速钢长钻,但长悬伸长度导致加工不稳定,对切削条件的要求较低。
为了提高生产率,我们将 DrillMeister 模块化钻头与 200 mm硬质合金钻杆相结合,在避免干涉的同时增强了刀具刚性。结果,加工稳定了,加工效率提高了 10 倍。
齿轮箱成功案例
在加工铸铁齿轮箱的螺栓通孔时,传统刀具使用其他制造商生产的 5xD 可换钻尖钻头,为避免干涉,刀具较长,导致刀具寿命问题。为了提高加工稳定性,延长刀具寿命,我们建议将 DrillMeister 模块化钻头与 Φ20 钢刀杆结合使用,以增强刀具刚性。结果,刀具寿命延长了 1.7 倍。
结语
DrillMeister 模块化钻头是解决长悬伸钻加工中刀具刚性问题的创新解决方案。它能最大限度地提高刀具刚性,增强加工精度和刀具寿命,从而显著提高生产率。考虑使用 DrillMeister 模块化钻头来解决工作场所的问题,实现更高效的加工。
