

Indexable gun drill with exceptional efficiency
DeepTri-Drill, the easy-to-handle, indexable gundrill series, delivers outstanding performance, exceptional efficiency and stability in deep hole drilling.



Applications & Features
Applications
Features
1. Wide range of options for various deep hole applications

2. Ultimate efficiency
• Unique chip breaker and chip splitter on the cutting edge enables impressive chip control at any feed rate, especially at higher feeds
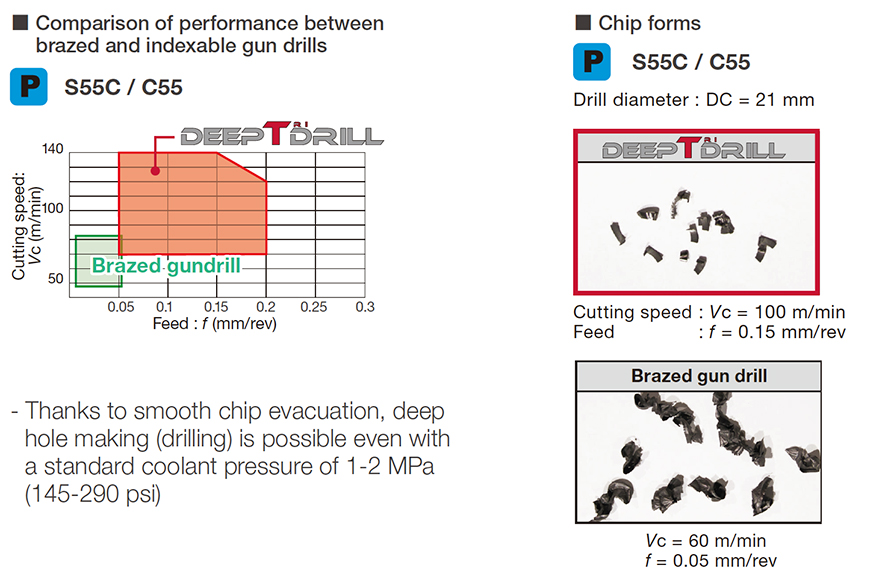
• Thanks to smooth chip evacuation, deep hole making (drilling) is possible even with a standard coolant pressure of 1-2 MPa (145-290 psi)
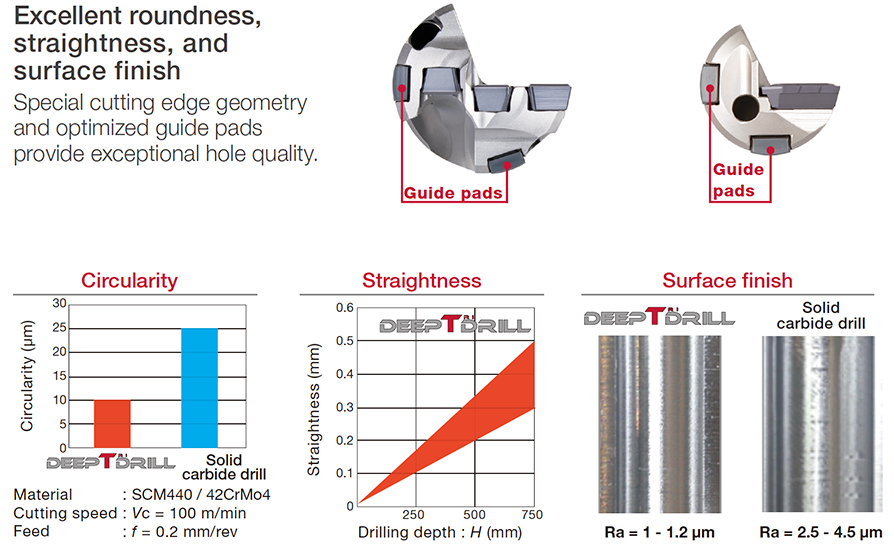
3. Excellent roundness, straightness, and surface finish
• Special cutting edge geometry and optimized guide pads provide exceptional hole quality.
Inserts & Grades
Inserts

TOHT-NDJ/NDL
- 3 cutting edges inserts with chip splitter
LOGT-NDJ
- 2 cutting edges inserts with chip splitter
ZSGT-NDJ
- Single sided insert with chip splitter


Main Grades
AH9130
![]()
![]()
![]()
![]()
- P15 – P35 / M25 – M35 / K10 – K25 / S15 – S30
- High wear resistance
- Designed for drilling various materials
AH725
![]()
![]()
![]()
![]()
- P15 – P30 / M15 – M30 / K25 – K30 / S15 – S25
- Good balance between wear and chipping resistance
- Suitable for machining steel and stainless steel under general cutting conditions
FH3125 (For guide pads)
- First recommendation
- Long tool life due to unique substrate and coating
FH3135 (For guide pads)
- High fracture resistance
- First choice when using water-soluble coolant
Drill bodies


Practical examples
Example #1
Heat Exchanger Industry
| Part: | Tube Sheet |
| Material: | SUS304 / X5CrNi18-9 |
| Drill: | MCTR20.00XM32-10 |
| Insert: | TOHT090305R-NDL |
| Grade: | AH725 |
| Cutting conditions: | Vc = 80 (m/min) f = 0.04 (mm/rev) Vf = 53 (mm/min) H = 200 (mm) Coolant: Wet Machine: Horizontal M/C |

Example #2
Die and Mold Industry
| Part: | Plastic mold |
| Material: | SKD61 / X40CrMoV5-1 (45 HRC) |
| Drill: | TRLGCH18.00X1500-36A |
| Insert: | TOHT080305R-NDJ |
| Grade: | AH725 |
| Cutting conditions: | Vc = 62 (m/min) f = 0.04 (mm/rev) Vf = 44 (mm/min) H = 700 (mm) Coolant: Wet Machine: Horizontal M/C |

Example #3
Automotive Industry
| Part: | Shaft |
| Material: | SCM420H |
| Drill: | MCTR12.00XM20-20 |
| Insert: | LOGT060204R-NDJ |
| Grade: | AH725 |
| Cutting conditions: | Vc = 150 (m/min) f = 0.13 (mm/rev) Vf = 517 (mm/min) øDc = 12 (mm) H = 233 (mm) Coolant: Wet Machine: Vertical M/C |

Standard cutting conditions
Drill diameter: DC = ø7.94 – ø9.99 mm
| ISO | Workpiece material | Chip-breaker | Grade | Cutting speed Vc (m/min) |
Feedf (mm/rev) |
|---|---|---|---|---|---|
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | |
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.14 | |
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | |
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.14 | |
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
NDJ | AH9130 | 60 – 80 | 0.05 – 0.08 | |
| Grey cast iron FC250, GG25, 250, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.2 | |
| Ductile cast iron FCD700, 700-2, etc. |
NDJ | AH9130 | 60 – 100 | 0.05 – 0.2 | |
| Aluminium alloys | NDJ | AH9130 | 60 – 100 | 0.05 – 0.18 | |
| Heat-resistant alloys Inconel 718, etc. |
NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 | |
| Titanium alloys Ti-6Al-4V, etc. |
NDJ | AH9130 | 30 – 60 | 0.04 – 0.1 | |
| Hardened steel ≥ 40HRC |
NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 |
*Coolant recommendations for drilling stainless steel:
– Oil coolant is first priority
– Water soluble coolant requires at least 20% oil concentration
Drill diameter: DC = ø10 – ø28 mm
| ISO | Workpiece material | Priority | Chip-breaker | Grade | Cutting speed Vc (m/min) |
Feed:f (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|
| ø10 – ø11.8 | ø11.81 – ø13.99 | ø14 – ø18 | ø18.01 – ø28 | ||||||
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.1 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.12 | 0.08 – 0.1 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.08 | 0.05 – 0.1 | 0.06 – 0.12 | 0.08 – 0.16 | ||
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 80 – 120 | 0.05 – 0.14 | 0.05 – 0.16 | 0.07 – 0.18 | 0.08 – 0.2 | ||
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.06 | 0.03 – 0.06 | |
| First choice | NDJ | AH9130 | 60 – 100 | 0.05 – 0.08 | 0.05 – 0.1 | 0.05 – 0.1 | 0.05 – 0.12 | ||
| Grey cast iron FC250, GG25, 250, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Ductile cast iron FCD700, 700-2, etc. |
Lower feed | NDL | AH725 | 50 – 100 | – | – | 0.03 – 0.15 | 0.05 – 0.18 | |
| First choice | NDJ | AH9130 | 80 – 140 | 0.05 – 0.2 | 0.05 – 0.25 | 0.05 – 0.25 | 0.05 – 0.3 | ||
| Aluminium alloys | Lower feed | NDL | AH725 | 80 – 160 | – | – | 0.03 – 0.15 | 0.03 – 0.15 | |
| First choice | NDJ | AH9130 | 100 – 200 | 0.05 – 0.18 | 0.05 – 0.2 | 0.08 – 0.22 | 0.1 – 0.25 | ||
| Heat-resistant alloys Inconel 718, etc. |
Lower feed | NDL | AH725 | 20 – 50 | – | – | 0.03 – 0.06 | 0.03 – 0.08 | |
| First choice | NDJ | AH9130 | 20 – 50 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
| Titanium alloys Ti-6Al-4V, etc. |
Lower feed | NDL | AH725 | 30 – 60 | – | – | 0.03 – 0.1 | 0.03 – 0.12 | |
| First choice | NDJ | AH9130 | 30 – 60 | 0.04 – 0.1 | 0.05 – 0.13 | 0.05 – 0.13 | 0.05 – 0.15 | ||
| Hardened steel ≥ 40HRC |
Lower feed | NDL | AH725 | 40 – 100 | – | – | 0.03 – 0.08 | 0.03 – 0.08 | |
| First choice | NDJ | AH9130 | 50 – 100 | 0.04 – 0.06 | 0.04 – 0.08 | 0.04 – 0.08 | 0.04 – 0.1 | ||
The use of NDL chipbreakers is recommended for cross hole drilling with low feed conditions.
*Coolant recommendations for drilling stainless steel:
– Oil coolant is first priority
– Water soluble coolant requires at least 20% oil concentration
Drill diameter: DC = ø28.01 – ø40 mm
| ISO | Workpiece material | Priority | For central | For intermediate | For peripheral | Cutting speed Vc (m/min) |
Feedf (mm/rev) | |||
|---|---|---|---|---|---|---|---|---|---|---|
| Chip-breaker | Grade | Chip-breaker | Grade | Chip-breaker | Grade | ø28.01 – ø40 | ||||
| Low carbon steel (C < 0.3) SS400, SM490, S25C, etc. E275A, C25, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.25 | ||
| Carbon steel (C > 0.3) S45C, S55C, etc. C45, C55, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.12 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.3 | ||
| Low alloy steel (C < 0.3) SCM415, 18CrMo4, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.25 | ||
| Alloy steel (C > 0.3) SCM440, SCr420, 42CrMo4, 20Cr4, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.12 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 120 | 0.1 – 0.3 | ||
| Stainless steel (Austenitic) SUS304, SUS316, etc. X5CrNi18-9, X5CrNiMo17-12-3, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Stainless steel (Martensitic, Ferritic) SUS430, SUS416, etc. X6Cr17, X12CrS13, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Stainless steel (Precipitation hardening) SUS630, X5CrNiCuNb16-4, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 60 – 100 | 0.1 – 0.15 | ||
| Grey cast iron FC250, GG25, 250, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.14 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.35 | ||
| Ductile cast iron FCD700, 700-2, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 50 – 100 | 0.03 – 0.14 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 80 – 140 | 0.1 – 0.35 | ||
| Aluminium alloys | Lower feed | G | AH725 | DL | AH725 | G | AH725 | 80 – 160 | 0.03 – 0.2 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 100 – 200 | 0.1 – 0.3 | ||
| Heat-resistant alloys Inconel 718, etc. |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 20 – 50 | 0.03 – 0.08 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 20 – 50 | 0.06 – 0.13 | ||
| Titanium alloys Ti-6Al-4V, etc. |
Lower feed | G | AH725 | DL | AH725 | G | AH725 | 30 – 60 | 0.03 – 0.1 | |
| First choice | G | AH725 | G | AH725 | G | AH725 | 30 – 60 | 0.1 – 0.18 | ||
| Hardened steel ≥ 40HRC |
Lower feed | G | AH8015 | DL | AH725 | G | AH725 | 40 – 100 | 0.03 – 0.1 | |
| First choice | G | AH8015 | G | AH8015 | G | AH8015 | 50 – 100 | 0.06 – 0.13 | ||
The use of NDL chipbreakers is recommended for cross hole drilling with low feed conditions.
*Coolant recommendations for drilling stainless steel:
– Oil coolant is first priority
– Water soluble coolant requires at least 20% oil concentration
For more information about this product, visit our online e-catalog or download the product report:
Metric
Drill body
Guide pad
Imperial
Drill body


Loja online |
|
Loja online Saiba mais |

Catálogo eletrônico |
|
Catálogo eletrônico Saiba mais |
Recursos
 Tungaloy APP
Tungaloy APP TUNG NaviRecomendações de ferramentas para necessidades específicas
TUNG NaviRecomendações de ferramentas para necessidades específicas Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore o TSR da Tungaloy para insights de usinagem personalizados com pesquisa fácil
Tungaloy Success ReportExplore o TSR da Tungaloy para insights de usinagem personalizados com pesquisa fácil Guias técnicosAcesse os guias técnicos da Tungaloy para insights, referências e recursos valiosos.
Guias técnicosAcesse os guias técnicos da Tungaloy para insights, referências e recursos valiosos. MatrixSistema de gerenciamento de ferramentas
MatrixSistema de gerenciamento de ferramentas