Are You Still Face Milling with an Solid EndMill?
The face mill won’t fit due to interference, so you use the bottom edge instead. The machining surface is too narrow, so you face mill with an end mill. Flat machining on Swiss-type lathes is left to the bottom edge as well. Is the bottom edge of an end mill really the right choice for your face milling? Cutter marks, poor surface quality, scratches that appear after plating — these issues stem from the fact that end mill bottom edges are not optimized for face milling. Tungaloy’s exchangeable-head end mill TungMeister VFM Head features a purpose-built face milling design with a wiper edge and sharp 6-flute cutting edges. Available in φ12 to φ25 — 4 sizes and covering all 6 ISO workpiece material groups, it redefines face milling with end mills. This article provides a thorough analysis of VFM’s technical features along with 3 user machining case studies.
What You’ll Learn in This Article
- Face milling with an end mill — has it become your “default”?
- Beyond the limits of bottom edges — the VFM Head option
- Performance backed by data — quantitative comparison of surface quality, efficiency, and tool life
- User machining case studies — “win” ratings in all 3 cases
- Summary — Transform your face milling with VFM
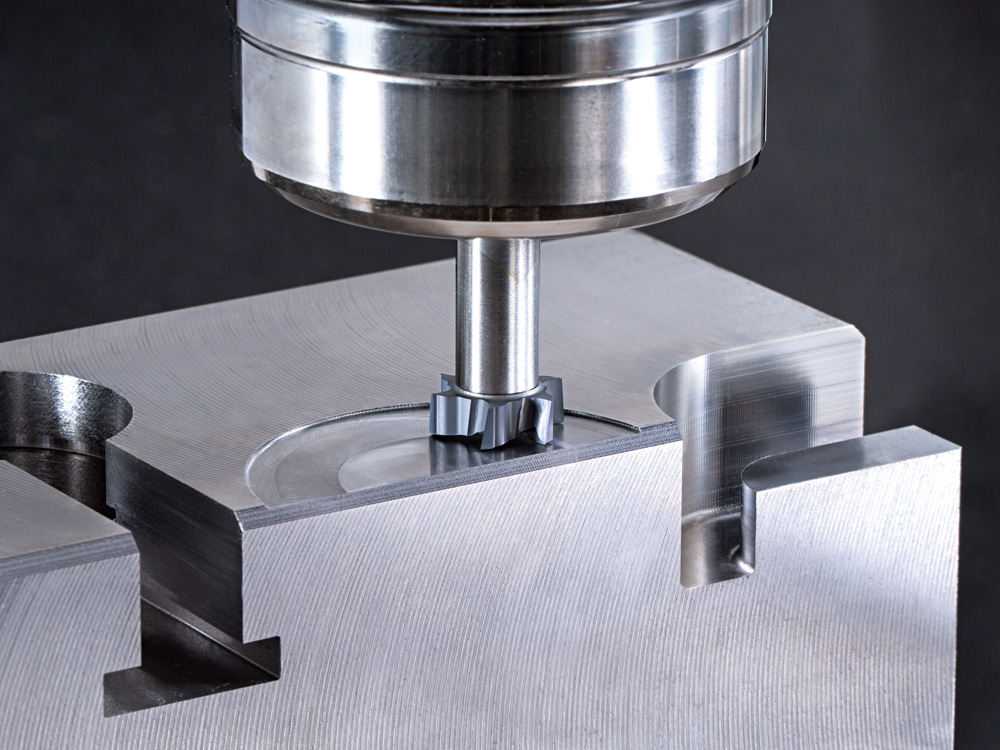
1. Face Milling with an End Mill — Has It Become Your “Default”?
For face milling and bottom surface finishing, the ideal tool is a face mill (face milling cutter). However, on the actual shop floor, hasn’t using an end mill’s bottom edge for face milling become the “default”?
Behind this lies three typical constraints.
Constraint 1: Interference prevents the face milling cutter from fitting


Interference from surrounding walls, clamps, and fixtures regularly makes it physically impossible to use a face milling cutter. In such situations, using the bottom edge of a small-diameter solid end mill for face milling is the common workaround.
Constraint 2: Machining surface is too narrow, making tool diameter excessive — end mill used as substitute
Constraint 3: Shank diameter restrictions on Swiss-type and conventional lathes
When performing flat machining (cotter milling) on round bar components using Swiss-type or conventional lathes, the shank diameter that can be mounted on the milling spindle unit is limited. Additionally, the low rigidity of the milling spindle makes it difficult to increase cutting conditions, resulting in unstable surface quality.
The Common Problem — Limitations of Solid End Mill Bottom Edges
Solid end mill bottom edges are the go-to solution in all of these scenarios. However, solid end mills are inherently designed primarily for peripheral cutting (shoulder milling, slotting) and are not optimized for bottom surface finishing. As a result, the following issues occur repeatedly.
- Cutter marks — Minor step differences and variations in radius accuracy on the bottom edges transfer directly to the machined surface, leaving cutter marks visible to the naked eye
- Poor bottom surface quality — Without a wiper edge, end mills struggle to achieve fine surface roughness. No glossy finish. Finishing quality requirements cannot be met
- Impact on downstream processes — Scratches on the machined surface become visible after plating, requiring additional processes such as grinding or hand finishing
Face milling with an end mill’s bottom edge has become the “default” — the TungMeister VFM Head was created to change that default.
2. Beyond the Limits of Bottom Edges — The VFM Head Option
VFM Design Concept
“There’s no choice but to face mill with an end mill” — the VFM face milling dedicated head from Tungaloy’s exchangeable-head end mill TungMeister series overturns this assumption. It achieves surface quality that bottom-edge face milling could never deliver, through the combination of a wiper edge and sharp cutting edges.
VFM incorporates 4 technical features specifically designed for face milling finishing.
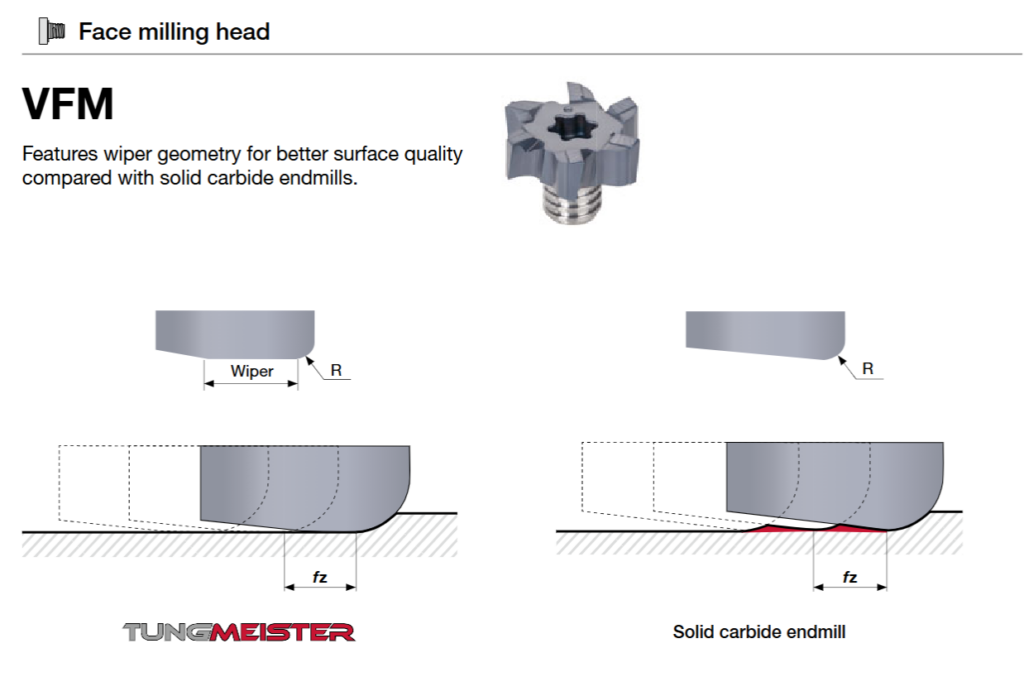
- Wiper edge equipped — A wiper edge on the bottom face smooths surface irregularities. Surface quality exceeding solid end mills is published in catalog specifications
- Sharp cutting edges × 6 flutes — 6 flutes across all sizes. Combines high feed rates from multi-flute design with low cutting resistance from sharp edges, simultaneously improving both surface quality and efficiency
- Low helix angle 10° × short cutting edge length 0.3×D — A 10° helix angle reduces axial cutting force. Combined with a cutting edge length shortened to 0.3× the tool diameter, this delivers an edge geometry optimized specifically for face milling
- Corner radius equipped (R0.2–R0.4) — Prevents edge chipping while suppressing burrs on the machined surface
POINT
An End Mill Head Dedicated to “Bottom Surface Finishing”
Face milling with an end mill’s bottom edge — this is a fundamentally different design from that “default.” The concept of a face mill’s “wiper edge” scaled down to end mill size — that is the essence of VFM.
φ10 to φ25 — 5-Size Lineup
VFM is available in 5 sizes to match different machining surface widths and machine environments. All sizes use the AH715 grade (latest coating, excellent wear and anti-welding resistance).
| Part Number | Tool Diameter | Flutes | Max. Depth of Cut | Corner R | Connection Thread |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3.6 mm | R0.2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3.6 mm | R0.2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4.8 mm | R0.4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6.0 mm | R0.4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7.5 mm | R0.4 | S10 |

ISO P/M/K/N/S/H — All Workpiece Material Groups Covered
One of VFM’s major strengths is its broad workpiece material coverage. From carbon steel to stainless steel, cast iron, aluminum alloys, and even titanium alloys, heat-resistant alloys, and hardened steel — standard cutting conditions are established for all 6 ISO groups.
| ISO | Workpiece Material | Vc (m/min) | fz φ12 (mm/t) |
|---|---|---|---|
| P | Carbon steel, alloy steel (S45C, SCM440, etc.) | 60–180 | 0.08–0.13 |
| M | Stainless steel (SUS304, SUS316, etc.) | 40–100 | 0.08–0.13 |
| K | Cast iron (FC250, FCD450, etc.) | 80–200 | 0.08–0.13 |
| N | Aluminum alloys | 100–700 | 0.08–0.13 |
| S | Titanium alloys, heat-resistant alloys (Ti-6Al-4V, Inconel 718, etc.) | 20–80 | 0.08–0.13 |
| H | Hardened steel (SKD11, SKH51, etc., up to 60HRC) | 20–80 | 0.08–0.13 |
No need to wonder “Can I use it on this material?” — that is another major advantage of VFM.
3 Use Cases Where VFM Excels
Here’s how VFM addresses the three constraints that force shops to rely on end mills.
| Constraint | Conventional Approach | VFM Solution |
|---|---|---|
| Large-diameter cutter won’t fit due to interference | Substitute with solid end mill bottom edge → cutter marks appear | Face mill–grade surface quality at φ12–φ25 small diameters. The wiper edge smooths the machined surface, dramatically improving finish while avoiding interference |
| Machining surface too narrow for oversized tool diameter | Continue using oversized face mill, or compromise with bottom edge | Select the right diameter to match the machining surface width. Wiper-equipped 6-flute design ensures excellent surface quality even at small diameters. Setup is also simplified |
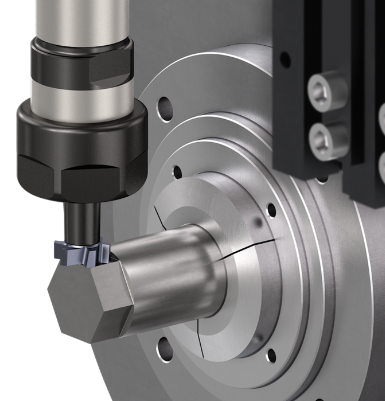
| Shank diameter restrictions on Swiss-type / conventional lathes | Compromise with small-diameter solid, unstable surface quality | Use a larger tool diameter relative to shank diameter (e.g., φ12 head on a φ8 shank). VER shank (ER collet) minimizes overhang for stable machining even on low-rigidity milling spindles |
POINT
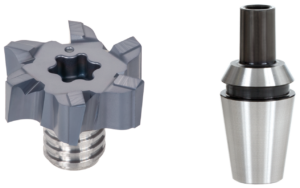
VER Shank Combination — Ideal for Swiss-Type and Conventional Lathes
With TungMeister’s VER shank (ER collet adapter), the tool can be mounted directly into the machine’s ER collet holder. By minimizing overhang, stable machining with suppressed vibration is achieved even on low-rigidity milling spindle units. The wiper edge’s excellent surface quality may also reduce or eliminate downstream processes (grinding, etc.) on flat-machined surfaces.
Surface Roughness Data — Ra That Surpasses Solid End Mills
Just how superior is VFM’s surface quality? Let’s verify with measured data published in the catalog.
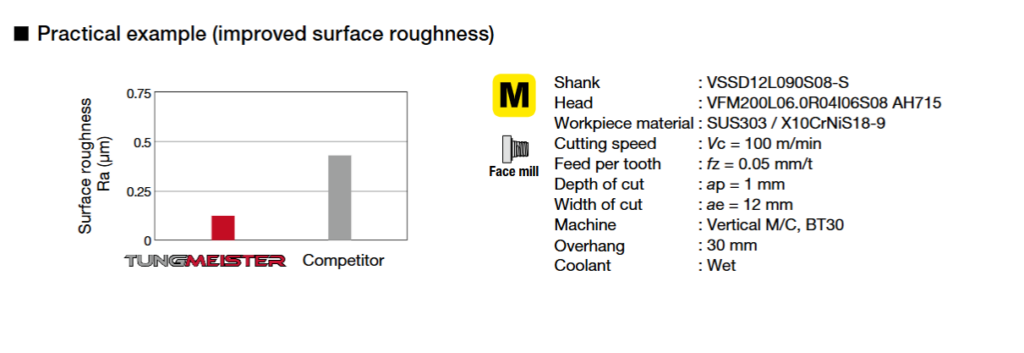
| Workpiece Material | SUS303 |
|---|---|
| Machine | Vertical M/C (BT30) |
| Head | VFM200L06.0R04I06S08 AH715 (φ20) |
| Cutting Conditions | Vc=100 m/min, fz=0.05 mm/t, ap=1 mm, ae=12 mm |
| Overhang Length | 30 mm (wet) |
Under these test conditions, VFM recorded surface roughness Ra surpassing both competitor solid end mills and competitor wiper-equipped products. It is particularly noteworthy that these results were achieved even in a low-rigidity BT30 environment.
Key Data
Surface Roughness Surpassing Solid End Mills Even on BT30
VFM’s wiper edge delivers stable surface quality even in a low-rigidity BT30 environment. VFM’s true strength shines precisely in environments with limited rigidity — Swiss-type lathes, compact machining centers, and similar setups.
3. Performance Backed by Data — Quantitative Comparison of Surface Quality, Efficiency, and Tool Life
From here, we quantitatively verify VFM’s performance across three axes — “surface quality,” “efficiency,” and “tool life” — based on 3 user machining case studies and catalog data.
Cross-Case Comparison of All 3 Cases
All 3 adoption cases received “win” ratings. Despite different workpiece materials and machine environments, VFM significantly outperformed existing tools in both surface quality and efficiency.
| Comparison | Case 1: Hastelloy-X | Case 2: SUS440C | Case 3: SS |
|---|---|---|---|
| Workpiece Material | Hastelloy-X (forged) | SUS440C | SS400 |
| Machine | Horizontal MC / BT50 | Vertical MC / BT30 | Vertical MC / BT40 |
| Existing Tool | φ12 solid end mill | φ12 solid end mill | φ10 solid end mill |
| Efficiency Gain | +50% | +50% | +67% |
| Surface Quality | Good (glossy surface) | Very good | Good |
| Tool Life | — (test time expired) | +50% (240 pcs/head) | — (demo) |
| Result | Win | Win | Win |
Here are the key takeaways from this data.
Point 1: Surface quality rated “good” or better in all cases — cutter mark and scratch issues fundamentally resolved
In Case 1, cutter marks caused by the solid end mill’s bottom edge disappeared, and the machined surface gained a glossy finish. Case 2 received a “very good” rating. In Case 3, the issue of scratches becoming visible after plating was eliminated. All results were achieved through the wiper edge smoothing the machined surface.
Point 2: 50–67% efficiency improvement — not just surface quality, but productivity gains too
VFM not only improves surface quality but also outperforms existing tools in feed rate and chip removal rate. The 6-flute high-feed capability combined with low cutting resistance from sharp edges enables simultaneous improvement of both surface quality and efficiency.
Point 3: Proven across BT30 to BT50 — wide range of machine environments
From the lowest-rigidity BT30 machine to BT50, stable results were achieved regardless of machine environment. VFM’s effectiveness holds even on low-rigidity machines.
Catalog Data — 1.5× Efficiency, 1.4× Tool Life
In addition to user case studies, VFM’s capabilities are backed by catalog data.
| Catalog Case | Material | Improvement | Result |
|---|---|---|---|
| Case A (φ20) | SUS303 | Surface roughness comparison | Ra surpassing competitor solid products |
| Case B (φ16) | A5052 | Efficiency comparison | 1.5× efficiency (surface quality maintained) |
| Case C (AH715) | FCD400 | Tool life comparison | 1.4× tool life (surface quality also improved) |
Section 3 Summary
Outperforming Existing Tools in Surface Quality, Efficiency, and Tool Life
VFM outperforms existing tools in one or more of surface quality, efficiency, and tool life. Improving surface quality while also increasing efficiency — not a trade-off, but a result made possible by a design dedicated to the wiper edge concept.
4. User Machining Case Studies
What happened when shops that had been face milling with end mill bottom edges switched to VFM? Positive results in all 3 cases. From heat-resistant alloys to stainless steel and general steel, VFM has been adopted across a wide range of workpiece materials.
Case 1 Hastelloy-X Bottom Surface Finishing — Adopted for Glossy Surface

Machining Details
- Part: Case — outlet seal surface (bottom surface finishing)
- Workpiece material: Hastelloy-X (forged)
- Machine: Horizontal MC / BT50
Challenges
- A competitor’s end mill — not originally suited for bottom surface finishing — was being used as a temporary measure
- Frequent rework on bottom surface finishing. Visual appearance was a bigger issue than surface roughness values
Cutting Condition Comparison
| Existing (Competitor End Mill) | VFM (AH715) | |
|---|---|---|
| Tool diameter | φ12 (6-flute) | φ12 (6-flute) |
| Cutting speed | 20 m/min | 30 m/min |
| Feed per tooth | 0.05 mm/t | 0.1 mm/t |
| Depth of cut | 2 mm | 1 mm |
| Feed rate | 159 mm/min | 477 mm/min |
| Chip removal rate | 3.82 cm³/min | 5.73 cm³/min (+50%) |
| Surface quality | Same as previous | Good (glossy) |
POINT
Adopted for Glossy Surface — Rework Eliminated
VFM produced a glossy finish on the machined surface, with visual appearance improving far beyond surface roughness values alone. Bottom surface finishing rework was eliminated, and adoption was confirmed. The positive evaluation of VFM already adopted for other features expanded to bottom surface finishing as well.
Case 2 SUS440C Face Milling Finish — Adopted After Cutter Marks Disappeared
Machining Details
- Part: Block workpiece
- Workpiece material: SUS440C
- Machine: Vertical MC / BT30
- Operation: Face milling (finishing)
Challenges
- Face milling was performed using the bottom edge of a solid end mill (4-flute)
- Cutter marks appeared, causing reliability issues in the machining process
Cutting Condition Comparison
| Existing (Competitor End Mill) | VFM (AH715) | |
|---|---|---|
| Tool dia. / Flutes | φ12 / 4-flute | φ12 / 6-flute |
| Cutting speed | 34 m/min (same conditions) | |
| Feed per tooth | 0.06 mm/t (same conditions) | |
| Feed rate | 216 mm/min | 325 mm/min (+50%) |
| Chip removal rate | 2.6 cm³/min | 3.9 cm³/min (+50%) |
| Parts per head | 160 pcs | 240 pcs (+50%) |
| Surface quality | Poor (cutter marks present) | Very good (cutter marks eliminated) |
POINT
Cutter Marks Eliminated + 50% Efficiency Gain + 50% Tool Life Gain
Switching from a 4-flute solid end mill to VFM’s 6-flute design increased feed rate by 50% at the same fz (effect of increased flute count). Additionally, cutter marks were completely eliminated, and parts per head increased by 50%. Surface quality, efficiency, and tool life — all three delivered, leading to adoption even in a low-rigidity BT30 environment.
Case 3 SS400 Face Milling — Solved Post-Plating Scratch Problem

Machining Details
- Part: Machine component (face milling → plating process)
- Workpiece material: SS400
- Machine: Vertical MC / BT40
- Operation: Face milling (finishing)
Challenges
- Face milling with a competitor’s solid end mill (φ10, 4-flute)
- Parts undergo plating after machining; scratches on the machined surface were becoming visible after plating
Cutting Condition Comparison
| Existing (Competitor End Mill) | VFM (AH715) | |
|---|---|---|
| Tool dia. / Flutes | φ10 / 4-flute | φ12 / 6-flute |
| Cutting speed | 150 m/min (same conditions) | |
| Feed per tooth | 0.06 mm/t | 0.08 mm/t |
| Feed rate | 1,146 mm/min | 1,910 mm/min (+67%) |
| Chip removal rate | 0.34 cm³/min | 0.57 cm³/min (+67%) |
| Surface quality | Poor (scratches visible after plating) | Good |
POINT
Post-Plating Scratch Problem Resolved — Downstream Quality Improved
VFM’s wiper edge produces a smooth machined surface that directly impacts the quality of downstream processes such as plating and coating. With scratches no longer visible, the risk of rework and quality complaints in downstream processes is also reduced. This contributes to “total process improvement” that extends beyond the machining operation itself.
Summary — Transform Your Face Milling with VFM
“Are you still face milling with an end mill?” — This article has presented the technical features, data, and case studies of the TungMeister VFM Head as the answer to this question. Here are the key points.
- Face milling with an end mill — there’s a problem with this “default” — Many shops have no choice but to rely on end mills due to interference constraints, narrow surface widths, and shank diameter limitations
- VFM is a head designed exclusively for face milling — Wiper edge + sharp cutting edges + 6 flutes × low helix angle × short cutting edge length. A fundamentally different approach from general-purpose end mill bottom edges
- Surface quality surpassing solid end mills — published in catalog specifications — In Ra comparison on SUS303, VFM outperformed both competitor solid and wiper-equipped products
- “Win” ratings in all 3 user case studies — 50–67% efficiency improvement, surface quality rated “good” to “very good” in all cases. Cutter marks eliminated, glossy surfaces, post-plating scratch issues resolved
- Proven from BT30 to BT50 — Stable machining on low-rigidity machines and Swiss-type lathes. VER shank minimizes overhang
- All ISO P/M/K/N/S/H workpiece materials covered — Proven on Hastelloy-X, SUS440C, SS, A5052, FCD400, and more
- Exchangeable-head system reduces running costs — Instead of replacing the entire solid tool, only the head is exchanged. The shank is reused
- 4-size lineup from φ12 to φ25 — Select the right diameter to match the machining surface width
You don’t need to keep face milling with an end mill’s bottom edge. If cutter marks, poor surface quality, or post-plating appearance issues sound familiar, give the VFM Head a try.