
This is the road to success walked by Tungaloy’s sales representatives together with their customers.
Achieving 48 Hours of Unattended Weekend Operation! What Chamfering Tool Solved the Bottleneck Blocking Lights-Out Manufacturing?
Interview CooperationTsubakimoto Mayfran Inc.


Tungaloy Sales Representative
Takahiko MurataTakahiko Murata
- Hometown
- Kyoto City, Kyoto Prefecture
- Career
- Joined in January 1987 (mid-career hire). 36th year.
- Hobbies
- I started alpine ski racing in junior high school and still compete actively today.
During the off-season, it’s all about golf.
Anyone involved in metal cutting has seen a “chip conveyor” at least once. This time, we present an improvement case study related to chip conveyors.
Tsubakimoto Mayfran Inc., headquartered in Koka City, Shiga Prefecture, was established in 1973 as a joint venture between Tsubakimoto Chain Co. and Mayfran International. In 1974, the company began production of its “ChipTote” chip conveyor. Since then, the company has developed a wide range of material handling products and is now widely known as a comprehensive manufacturer of material handling and coolant processing equipment.
Tsubakimoto Mayfran Inc. continues to provide the highest quality products and services to earn global customer satisfaction and trust in the field of “handling and processing” for “metal chips, coolant, and solid waste.”
Table of Contents
Belt Pin In-House Manufacturing Project
Tsubakimoto Mayfran Inc. manufactures conveyors—their flagship product—at their headquarters factory in Koka City, Shiga Prefecture. The headquarters factory is the mother plant that handles everything from sheet metal work to welding, assembly, and painting in an integrated conveyor production process. It was during this time that a problem arose with the procurement of belt pins, one of the key conveyor components. Previously, the headquarters factory had performed almost no metal cutting operations, and belt pins requiring machining had been outsourced for production. However, it became difficult for the subcontractor to continue production. To address this issue, a belt pin in-house manufacturing project was launched. Mr. Ichihashi from the Production Engineering Department, who had deep knowledge of metal cutting, was appointed as the project leader.

“By bringing the previously outsourced belt pin production in-house at our headquarters factory, we could gain many benefits, so we decided to proceed with in-house manufacturing. In-house production enables flexible production planning according to demand and makes small-lot production easier. When outsourcing, we needed to maintain large component inventories (work-in-progress) due to order lot sizes and lead times. By manufacturing in-house, we can flexibly adjust production schedules and lot sizes to match customer requirements. Implementing just-in-time production has resulted in a significant reduction in component inventory.”
This was an important project with expected improvements in production efficiency.
“In addition to expectations for lead time reduction and inventory reduction, we also set cost competitiveness as a goal for this launch project. Considering production costs, overseas manufacturing was one option, but producing components at the headquarters factory—the final assembly site—is optimal in terms of transportation lead times (local production for local consumption). Therefore, we set a goal to build a manufacturing line with cost competitiveness that can match overseas production even with domestic manufacturing. We believed the key to achieving cost competitiveness was ‘automation and extended unattended operation.’”
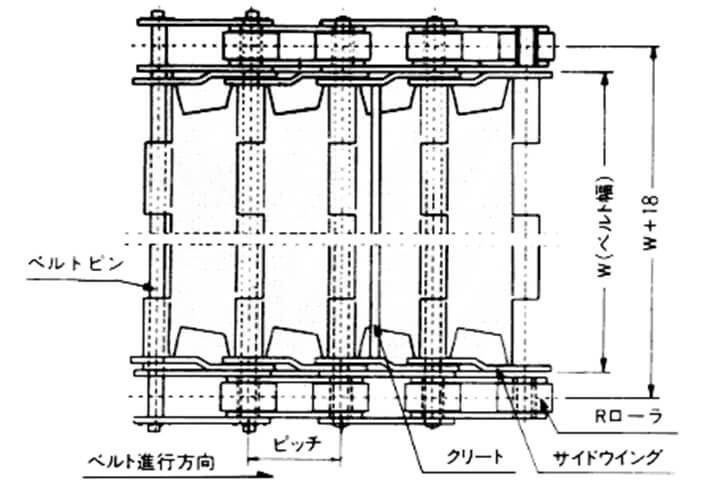
Appearance and Structure of Hinge-Type Steel Belt Conveyor
Appearance of Belt Pins

The Bottleneck Process Blocking Unattended Operation
To achieve the targets set, line construction progressed. Since belt pins are long cylindrical parts, a bar feeder was adopted for material supply. Additionally, to automate re-gripping of long workpieces and machining of both ends, an NC lathe with a sub-spindle was selected, automating everything from workpiece loading, machining, to workpiece unloading.
Belt pins come in various models with different diameters and lengths. Machining programs were created and verified for each model, and the startup of the factory’s first machined components was successfully completed.
Although the machining startup was completed successfully, the other target—achieving extended unattended operation—had not yet been met. The tools used in two processes had short tool life, and the high frequency of tool changes made extended operation impossible.
“We aimed to machine models with relatively large production lots through unattended operation during holidays. For example, complete the setup when leaving on Friday and start machining. If we could run unattended machining over the weekend (Saturday and Sunday), it would significantly contribute to line production efficiency and production costs. To achieve this, we needed to accomplish approximately 48 hours of unattended operation, but tool life issues in the bottleneck processes prevented us from reaching the target.”
Bottleneck Processes in Belt Pin Machining
Bottleneck Process 1: Parting Off / End Face Finish Turning
Since production used a bar feeder, the parting-off process was one of the main operations. Also, due to limitations in the number of tools and turret stations needed to machine various models, the parting tool was also used for end face finishing to consolidate tool usage.
Bottleneck Process 2: Spot Drilling + Chamfering
To improve hole position accuracy, spot drilling was performed before hole machining. Since these holes required C-chamfering, the process was designed to use a 90° chamfering tool driven deeper in advance to combine spot drilling and chamfering in a single operation.
Machining Image of “Spot Drilling + Chamfering” Process
- Process 1
Spot Drilling + Chamfering

- Process 2
Drilling
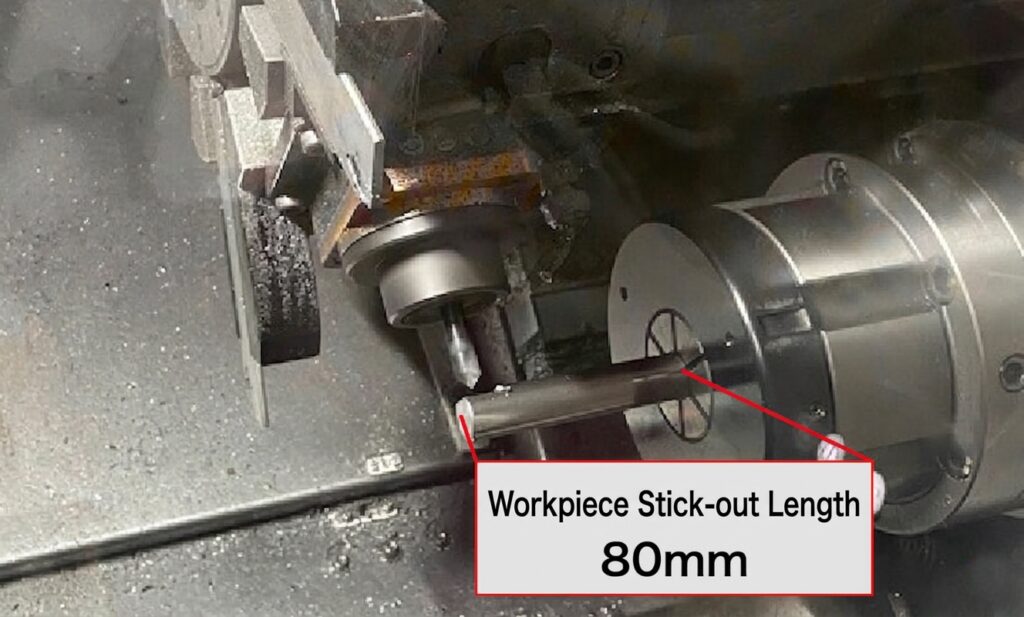
“The process I felt was especially problematic was this ‘spot drilling + chamfering’ process. Due to interference between the collet case gripping the workpiece and the rotary tool unit, as well as the machine’s milling range limitations, the workpiece needed to protrude approximately 80mm for milling operations. Moreover, since machining occurred near the end face, it had to be done in a cantilevered setup. With the workpiece in a low-rigidity state, machining became unstable. Chatter was particularly pronounced on smaller diameter belt pin models, resulting in chamfers with irregular hole shapes.”
“We had requested tool improvements from multiple manufacturers and were working on tool improvements. We had custom tools made by one manufacturer and conducted tests, but we were struggling to find a tool that delivered the improvement we needed.”
The goal of extended unattended operation had hit a dead end.
NC Lathe with Bar Feeder and Sub-Spindle Used for Center Pin Machining

View of “Spot Drilling” + “Chamfering” Process
Solutions for the Bottleneck Process
It was around this time that Mr. Ichihashi and Murata from Tungaloy’s Kyoto Sales Office first met.
A consultation request regarding machining with a drill product that Mr. Ichihashi had selected reached Murata through a distributor. When Murata visited Mr. Ichihashi, he learned about the challenges Mr. Ichihashi was facing.
“For the parting/end face turning tool improvement, I proposed TungCut. TungCut features a unique arc-shaped insert seat that provides strong resistance to lateral forces, making it a grooving/parting tool series capable of not only parting but also turning operations. I selected AH7025, our latest grade, for the insert. Since this grade had already delivered excellent results at other customers, I recommended testing with it.”
“When we tested AH7025, we achieved tool life extension and resolved one of the bottleneck processes. Originally, we used coolant for machining from the perspective of tool life and surface finish quality. However, using coolant requires periodic replacement due to water quality degradation, and disposing of it as waste oil raises the environmental concerns that have become increasingly problematic recently. We wanted to establish dry machining without coolant. In that regard, AH7025 delivered satisfactory surface finish quality even in dry machining while sufficiently achieving the target tool life. We were honestly impressed by your tool technology.”
“For the other bottleneck process—’spot drilling + chamfering’—I anticipated it would be a difficult improvement given the small-diameter workpiece and long overhang conditions. Since the exchangeable head tool TungMeister offers a wide variety of chamfering heads, I explored whether we could select the optimal head for belt pin machining from this lineup.”

Exchangeable Head End Mill TungMeister: Extensive Chamfering Head Variations
The exchangeable head end mill TungMeister offers an extensive head lineup beyond square heads, including high-feed, ball nose, chamfering, drilling, and slot-type heads. The chamfering tool lineup in particular features chamfering heads with distinctly different characteristics.

“Among the multiple head types available, I selected the VDS type—the sharpest cutting and lowest resistance design—for this application.”
TungMeister chamfering heads are available in three types: the “VCP type with press-formed design for cost-effectiveness,” the “VCA type with multi-flute design for productivity,” and the “VDS type with high helix angle design for low-resistance cutting.”
“I selected the VDS type expecting that its large helix angle and low-resistance design would be suitable for this application. Also, when I examined the competitor chamfering tools that Tsubakimoto Mayfran was using, none had thinning applied to the cutting edge. I thought that using the VDS type with its thinning feature would reduce thrust force, thereby suppressing workpiece deflection even on low-rigidity workpieces.”
TungMeister Chamfering Head Lineup

Cost-Effective VCP Type (with center cutting edge)

Productivity-Focused VCA Type (without center cutting edge)

Sharpness-Focused VDS Type (with center cutting edge)
Features of VDS Type
- Front View of VDS Head
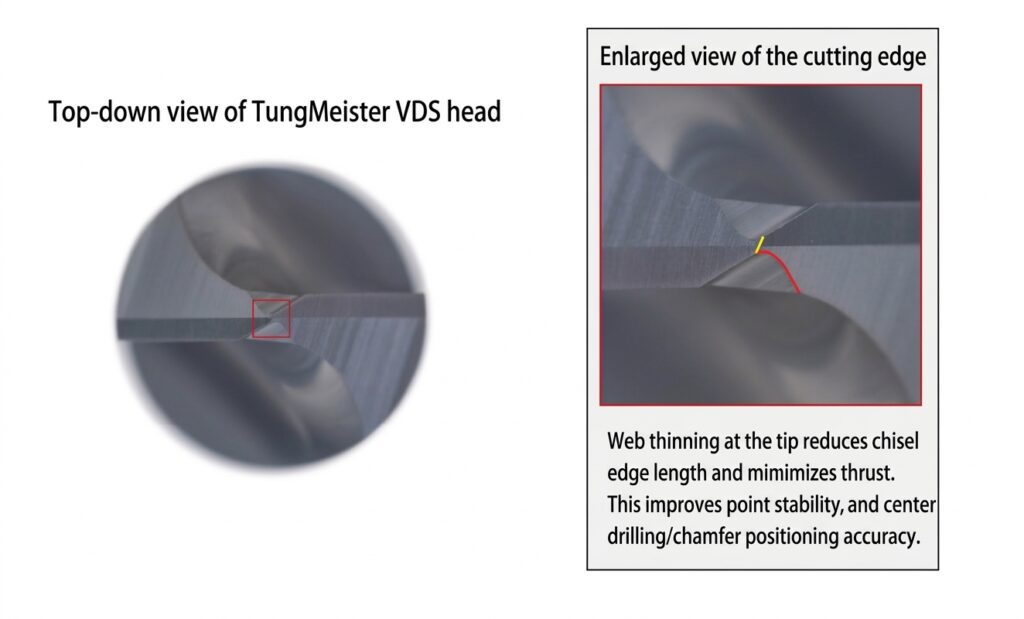
- VDS Head

Achieving 48-Hour Unattended Weekend Operation
With high expectations for success, testing began. While the conventional tool had been machining with chatter, the VDS type significantly suppressed chatter occurrence. After confirming stable machining, the testing moved to a running production test. The test results showed:
- Tool life extended to 3,000 parts—5 times the previous 600-part tool life setting
- The chamfered area, which had previously been an irregular shape, became a clean circular shape, improving product quality
These were significant improvements.
“The results from machining with this tool were an astonishing series of new discoveries. Resolving the two bottleneck processes and achieving 48-hour unattended weekend operation has greatly contributed to improving productivity on the belt pin machining line. Belt pin machining using general-purpose machines has not yet been achieved even overseas, so I believe this new line has been built with cost competitiveness that can match overseas production.”
“In addition to improved machining stability and extended tool life, we also appreciate the ease of tool change with TungMeister. With solid tools, each tool change required loosening and re-tightening the collet, adjusting tool overhang length, and making tool length offset corrections in the NC program. We had also used chamfering tools with screw-type head attachment, but there were incidents where screws were dropped and lost inside the machine during removal. TungMeister, which allows head replacement using only a wrench without removing the shank, has also led to improvements in tool change operations.”
The benefits unique to exchangeable head tools on lathes—where in-machine tool changes are frequent—were clearly appreciated.

Machined Chamfer Using TungMeister VDS Type Head

Key Improvement Points
-
Low-Resistance Chamfering Head VDS Type Used for “Spot Drilling” + “Chamfering” in Low Workpiece Rigidity Conditions — Achieved Stable Machining and Dramatically Improved Tool Life
The VDS type head features a high helix angle design and thinned cutting edge geometry. It reduces cutting resistance and suppresses workpiece deflection, enabling stable machining even in low-rigidity conditions.
-
Resolving Bottleneck Processes Enabled 48-Hour Unattended Production
Stabilized machining significantly improved tool life. Reducing tool change frequency contributed to extending unattended operation time.
Toward Even Longer Unattended Operation
Tsubakimoto Mayfran is not satisfied with the current improvements and is already moving toward further enhancements.
“Now that the two bottleneck processes have been resolved, a different machining process—face machining—has become the current bottleneck. By improving this process, we want to challenge 60 hours of unattended operation next.”
Upon hearing the next target, Murata responded:
“Similar to the ‘spot drilling + chamfering’ process, face machining also involves low-rigidity conditions. Here too, I want to pursue stable machining and extended tool life by selecting a cutter with the lowest possible cutting resistance.”
“Since joining this company, I have valued the motto ‘A pinch is a chance’ taught to me by a senior colleague. As in this case, things sometimes go well, but there are also times when machining doesn’t go as planned and trouble arises. However, rather than giving up easily, I believe the most important thing is to explore whether there are other ideas or improvement measures and to keep challenging. I feel that resolving troubles in particularly difficult cases strengthens the subsequent trust relationship with the customer.”
Murata is committed to supporting the next challenge of achieving 60-hour unattended operation as well.
“There are many things in machining that you can only understand by actually trying. We intend to continue challenging ourselves without being constrained by existing concepts.”
Mr. Ichihashi shared his aspirations for the next challenge.
At Tungaloy, we will continue to strive to support the manufacturing professionals who are taking on new challenges every day.

Left: Mr. Daisuke Kuroiwa, Section Chief, Manufacturing Department, 1st Manufacturing Section
Right: Mr. Junpei Ichihashi, Production Engineering Department
Products Featured in This Article
Select the optimal tool from a diverse range of tool geometries to improve machining efficiency
TungMeister
Dramatically reduce tool change time