


6-corner inserts for high versatility, economy and productivity
Front Turning, Back Turning, Profiling, and Face Turning with ONE SINGLE TOOL

Applications & Features
Applications


Features
1. Two types of corner and cutting edge angles for versatile applications
Double-sided 6-corner insert with 80° or 35° corner angle
- Back (pull) turning: High feed designed cutting edge improves productivity about 200% higher than existing ISO tools with no need for special programming.
- Front (push) turning: Same machining process is available using the same cutting edge angle as standard ISO tools.

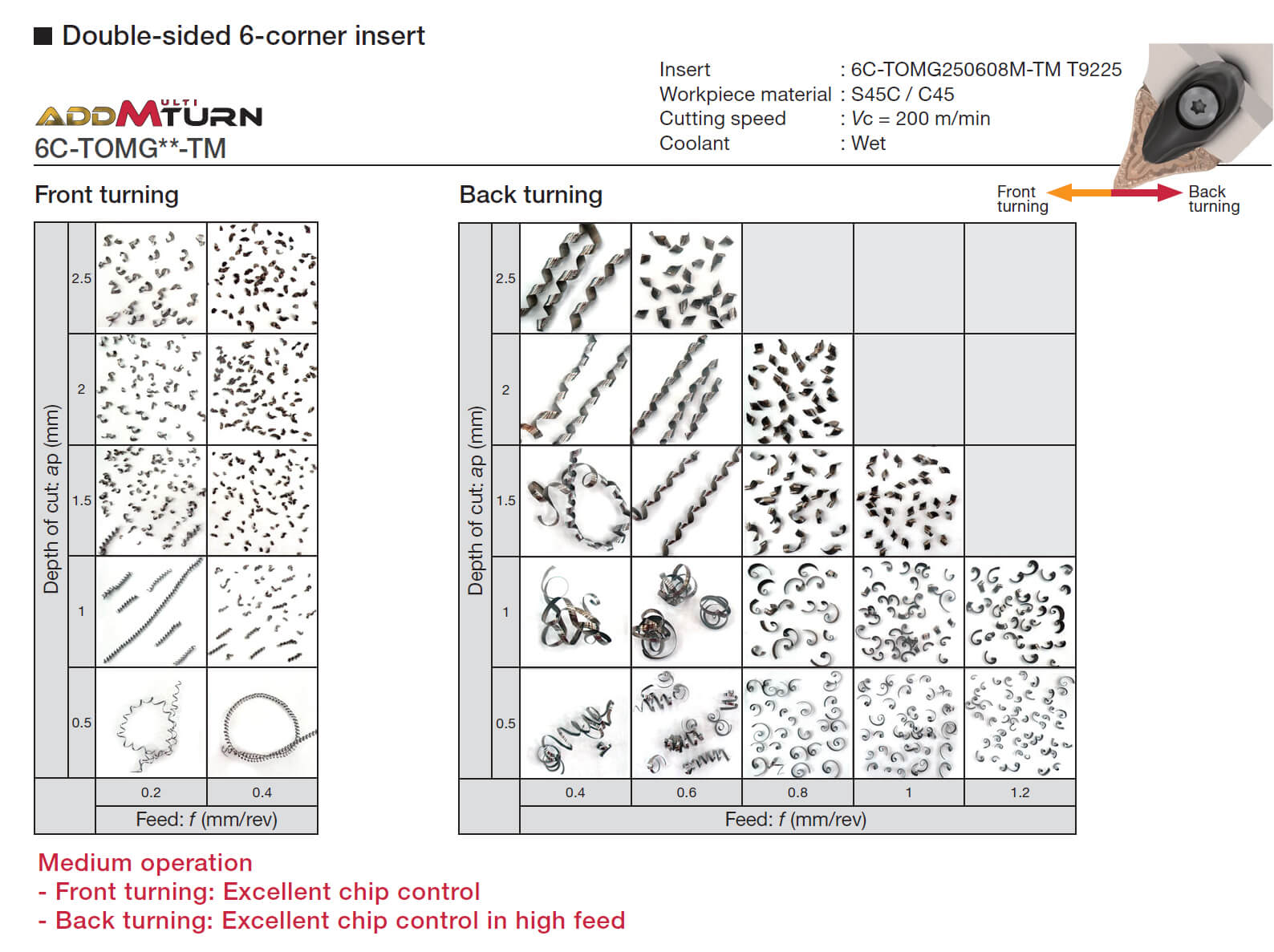
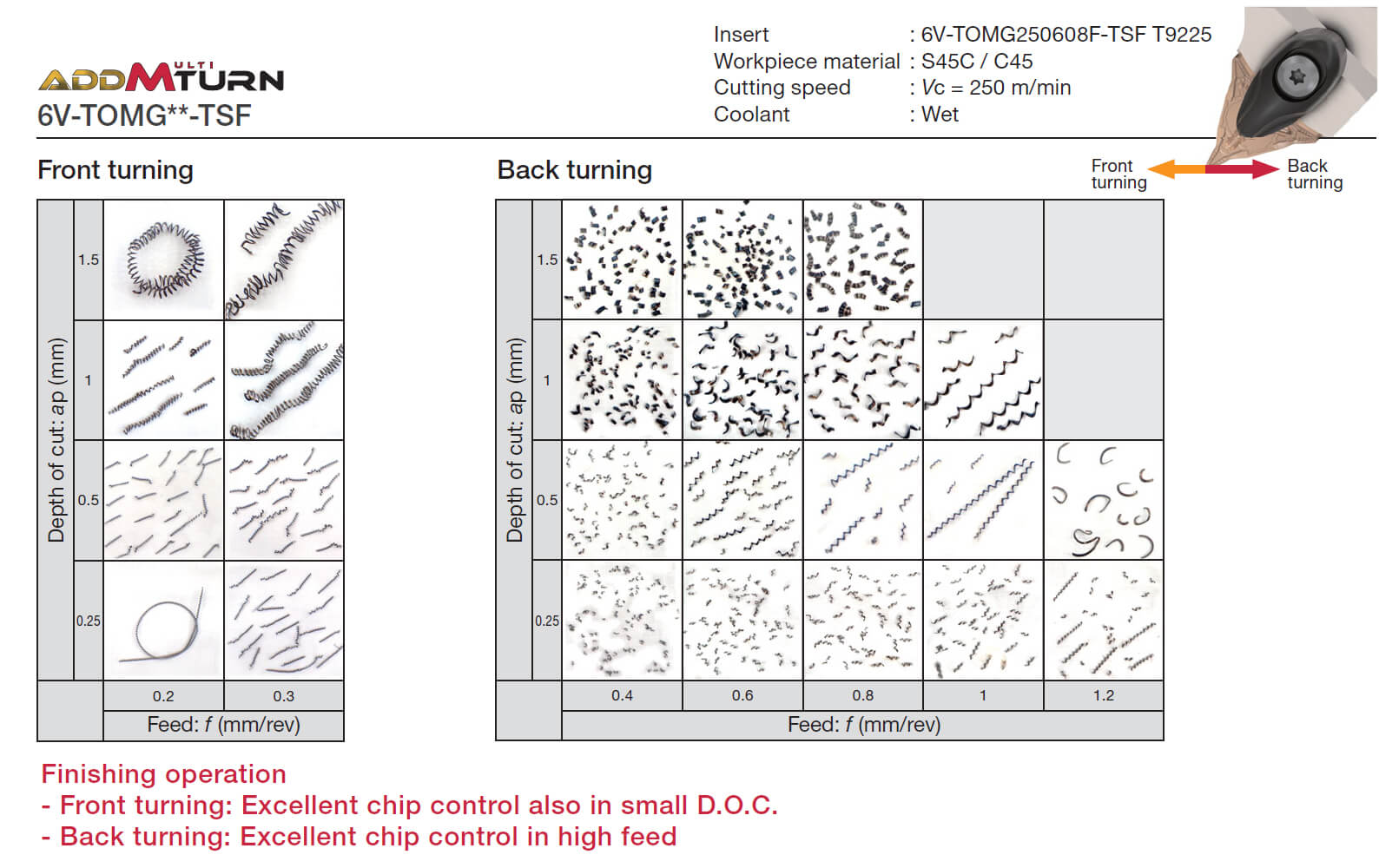
2.Chip control
3. Y-PRISM safe lock design has a rail on the shim and matching slot on the insert for tight interlocking and secure clamping.

Prevents the cutting forces from affecting the tool position in any direction and ensures high stability

Both inserts are interchangeable on the same toolholder
4. Tool life
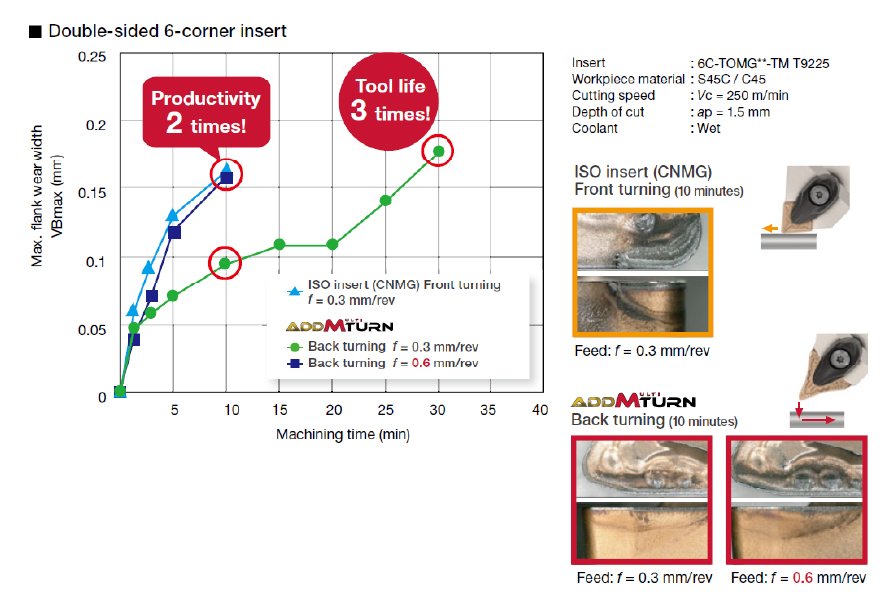
AddMultiTurn insert provided triple tool life when fed at the same feed rate as ISO insert.
Double the feed rate with AddMultiTurn compared with ISO insert without compromising tool life.
Inserts & Grades
Inserts
3C-TCMT
- Positive 7 deg relief angle, M class, triangular insert

6C-TOMG
- Negative relief ang., M class, 80 deg corner angle insert

6V-TOMG
- Negative relief ang., M class, 35 deg corner angle insert
Grades
AH8015
![]()
![]()
![]()
![]()
- Good balance between wear and fracture resistance
- First choice for machining heat-resistant alloy under general cutting conditions
T9225
![]()
![]()
![]()
- First choice for roughing to medium cutting
- High fracture resistance
T9215
![]()
![]()
![]()
- Well-balanced between wear and chipping resistance
- First choice for steel
- High versatility for a wide range of applications
AH6225
![]()
![]()
- First choice for stainless steel
- Excellent versatility for stainless steel machining, demonstrates a good combination of wear and fracture resistance
Toolholders


Practical examples
Example #1
| Part: | Turbine shaft |
| Material: | SCr420 / 20Cr4 |
| Toolholder: | ATXOL2525M25-A |
| Insert: | 6C-TOMG250608M-TM |
| Grade: | T9215 |
| Cutting conditions: | Vc = 147 (m/min) Face turning: f = 0.35 (mm/rev) ap = 1 – 2 (mm) External turning: f = 0.5 (mm/rev) ap = 0.5 (mm)Coolant: Wet (External coolant) Application: Face turning, External turning |

Example #2
| Part: | Gear part |
| Material: | S25C / C25 |
| Toolholder: | ATXOR2525M25-A |
| Insert: | 6V-TOMG250604F-TSF |
| Grade: | T9215 |
| Cutting conditions: | Vc = 200 (m/min) Roughing : f = 0.6 (mm/rev) x 2 passes Finishing : f = 0.1 (mm/rev) x 1 pass ap = 0.5 (mm) x 3 passesCoolant: Wet (External coolant) Application: External turning |

Standard cutting conditions
Double-sided 6-corner insert
| ISO | Operation | Chipbreaker | Grade | Depth of cut: ap (mm) | Feed: f (mm/rev) | Cutting speed | ||
|---|---|---|---|---|---|---|---|---|
| Front turning | Back turning | Front turning | Back turning | Vc (m/min) | ||||
 |
Finishing | TSF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 150 – 400 |
| TSF | T9225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 80- 300 | ||
| TLF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 150- 400 | ||
| TLF | T9225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 80- 300 | ||
| Medium to heavy cutting | TM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 150 – 400 | |
| TM | T9225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 80 – 300 | ||
| TLM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 150 – 400 | ||
| TLM | T9225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 80 – 300 | ||
 |
Finishing | TSF | AH6225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 60 – 240 |
| TLF | AH6225 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 60 – 240 | ||
| Medium to heavy cutting | TM | AH6225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 60 – 240 | |
| TLM | AH6225 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 60 – 240 | ||
 |
Finishing | TSF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 140 – 500 |
| TLF | T9215 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 140 – 500 | ||
| Medium to heavy cutting | TM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 140 – 500 | |
| TLM | T9215 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 140 – 500 | ||
 |
Finishing | TSF | AH8015 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 20 – 80 |
| TLF | AH8015 | 0.2 – 1.5 | 0.2 – 1.5 | 0.08 – 0.4 | 0.2 – 1.2 | 20 – 80 | ||
| Medium to heavy cutting | TM | AH8015 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 20 – 80 | |
| TLM | AH8015 | 0.5 – 2.5 | 0.5 – 2.5 | 0.2 – 0.6 | 0.4 – 1.2 | 20 – 80 | ||
Single-sided 3-corner insert
| ISO | Operation | Chipbreaker | Grade | Depth of cut: ap (mm) | Feed: f (mm/rev) | Cutting speed | ||
|---|---|---|---|---|---|---|---|---|
| Front turning | Back turning | Front turning | Back turning | Vc (m/min) | ||||
|
Medium to heavy cutting |
TM | T9215 | 0.5 – 4 | 0.5 – 2 | 0.2 – 0.6 | 0.4 – 2 | 150 – 400 |
|
Medium to heavy cutting |
TM | T9215 | 0.5 – 4 | 0.5 – 2 | 0.2 – 0.6 | 0.4 – 2 | 100 – 250 |
|
Medium to heavy cutting |
TM | T9215 | 0.5 – 4 | 0.5 – 2 | 0.2 – 0.6 | 0.4 – 2 | 140 – 500 |
For more information about this product, visit our online e-catalog or download the product report:
Metric
Imperial

Online shop |
|
Online shop Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management system
MatrixTool management system Special tool drawing generatorQuickly generate simple drawings for special products.
Special tool drawing generatorQuickly generate simple drawings for special products.