

ECC
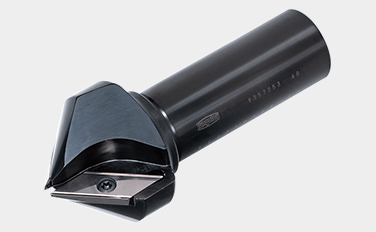
Chamfer mill featuring a screw clamp system and large parallelogram inserts
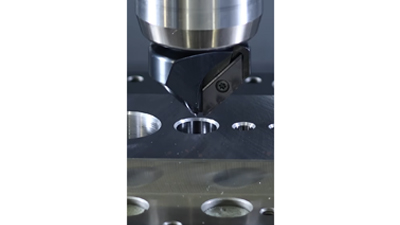
Indexable chamfer mill that covers a large range of diameters.

Applications & Features
Applications
Features
Indexable chamfer mill to improve productivity
1. Chamfer mills offered in angles of 30°, 41°, 45°, and 60°
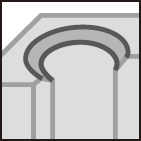
2. Supports plunge and interpolated chamfering across a wide range of hole diameters
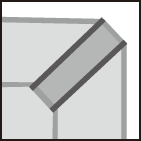
3. Ability to cut large chamfers along a profile
Inserts & Grades
Inserts

Grades
AH3135
![]()
![]()
- High fracture resistance
- Suitable for machining steel and stainless steel under general cutting conditions
AH330
![]()
- Excellent wear resistance
AH120
![]()
![]()
![]()
![]()
- Good balance between wear and fracture resistance
- Suitable for machining steel, stainless steel, and cast iron under general cutting conditions
NS740
![]()
- High resistance to fracture and thermal crack
- High-rigidity grade for milling
TH10
![]()
UX30
![]()
Toolholders
Standard cutting conditions
| ISO | Workpiece material | Hardness (HB) | Grade | RPM: n (min-1) | Feed per tooth: fz (ipt) |
|---|---|---|---|---|---|
| Carbon steels, Alloy steels S55C, C55, etc. SCM440, 42CrMo4, etc. |
< 300 | NS740 | 1000 – 3000 – 7000 | 0.004 – 0.0098 | |
| UX30 | 700 – 2000 – 4900 | 0.004 – 0.0098 | |||
| Die steels SKD61, etc. X40CrMoV5-1, etc. |
< 300 | AH3135 | 1000 – 3000 – 7000 | 0.004 – 0.0079 | |
| Stainless steels SUS304, etc. X5CrNi18-10, etc. |
< 250 | AH3135 | 1000 – 3000 – 7000 | 0.004 – 0.0098 | |
| Cast irons FC250, etc. 250, etc. |
150 – 250 | AH330 | 1000 – 3000 – 7000 | 0.004 – 0.0098 |
- When the hole diameter to be chamfered is small or the cutting edges near the front end of the tool are used, use the higher side of the RPM range shown in the table.
In contrast, when the hole diameter to be chamfered is large or the cutting edges far from the tool’s front end are used, use the lower side of the RPM range shown in the table. - When chamfering a small diameter hole (smaller than ø0.394″ (ø10 mm)) in a plunge milling mode, peck-feeding should not be used.
- When the hole diameter to be chamfered is smaller than ø0.394″ (ø10 mm) or the cutting edges near the tool’s front end are used, the feed should be set within 0.006 ipt (0.15 mm/t).
For more information about this product, visit our online e-catalog or download the product report:

Online shop |
|
Online shop Learn more |

e-Catalog |
|
e-Catalog Learn more |
Resources
 Tungaloy APP
Tungaloy APP TUNG NaviTool recommendations for your specific needs
TUNG NaviTool recommendations for your specific needs Machine Power Calculator
Machine Power Calculator Turning Insert Selection Guide
Turning Insert Selection Guide Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search
Tungaloy Success ReportExplore Tungaloy’s TSR for custom machining insights with easy search Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources.
Technical GuidesAccess Tungaloy’s technical guides for valuable insights, references, and resources. MatrixTool management system
MatrixTool management system