
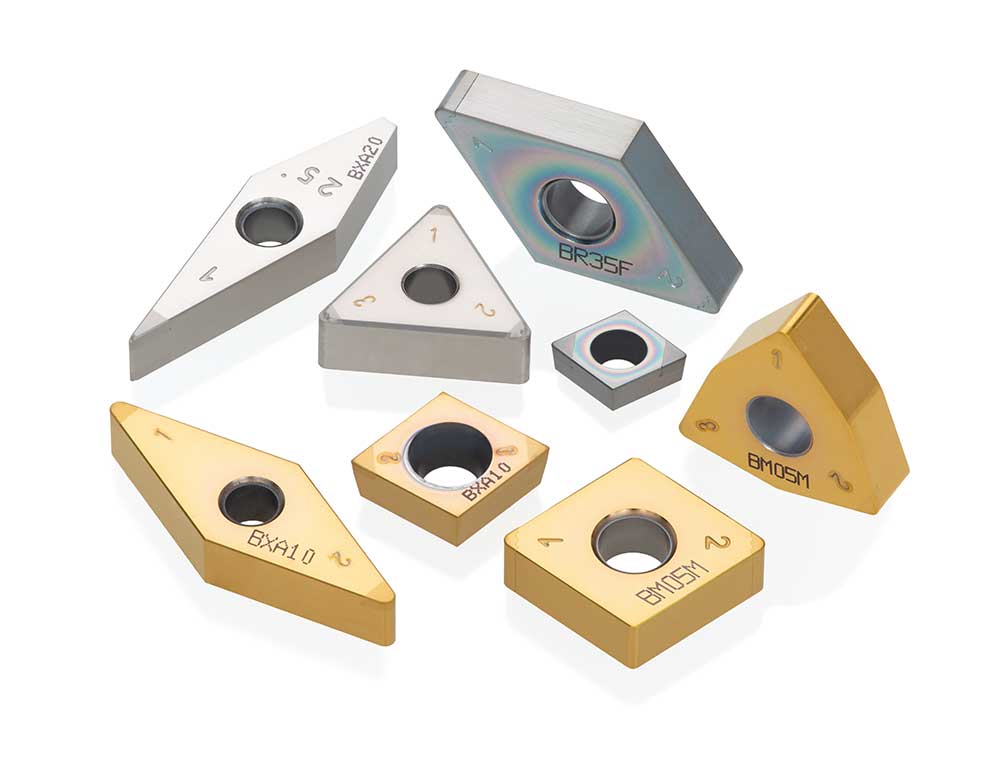
Iwaki, Japan – Mar, 2026 – Tungaloy Corporation (President: Satoshi Kinoshita; Head Office: Iwaki City, Fukushima Prefecture) announces the expansion of the HF chipbreaker for carburized layer removal in its coated CBN series (BM05M/BXA10/BXA20/BR35F). The lineup now includes the new highly wear-resistant BXA10 grade and additional corner radii of R1.6 mm and R2.0 mm, enhancing the range to achieve stable machining and longer tool life in heavy-duty cutting.

Challenges and Trends
In the automotive industry, carburized layer removal processing is frequently performed on components such as gears and shafts, which are representative parts of transmission systems. In this process, it is essential to stably remove the high-hardness carburized layer while maintaining high productivity. However, with the conventional BXA20 grade, wear resistance was inferior to that of competitors’ H10 grades, resulting in tool life issues during continuous machining. In addition, when using a small corner radius of R1.2 mm or less for deep cutting of hardened steel, both the outer diameter and face turning operations tend to excessively load the central part of the cutting edge, sometimes leading to unstable tool life. The market strongly demands a solution that ensures both stable machining and long tool life to overcome these challenges.
Product Overview
“BM05M, BXA10, BXA20, and BR35F” are CBN-coated insert series optimized for turning hardened steels. They combine excellent wear resistance and fracture toughness, offering outstanding performance across a wide range of applications—from continuous to heavy interrupted cutting. With innovative brazing technology, these grades deliver stable, long tool life and enable highly efficient production.
Benefits and Features
Feature 1: Stable Chip Control in Deep Cutting Operations
– The HF breaker reliably breaks chips even under heavy cutting conditions such as carburized layer removal, preventing chip entanglement.
– Excellent chip evacuation reduces load fluctuations during machining, ensuring stable cutting performance.
– Delivers consistent surface finish quality, minimizing variation in subsequent processes.
Feature 2: Long Tool Life with Highly Wear-Resistant BXA10 Grade
– Exhibits outstanding wear resistance even under high-load conditions such as machining hardened materials or carburized layers.
– Suppresses edge chipping and wear progression, significantly extending tool life.
– Maintains stable dimensional accuracy during long periods of continuous machining.
Feature 3: Wide Range of Machining Capability with Large Corner Radius Options
– Newly added R1.6 and R2.0 mm radii improve tool life stability in external and face turning operations.
– The large corner radius distributes cutting load and enhances edge strength.
Cutting Performance

| Insert | CNGG120408 (CBN insert with chipbreaker for hardened steel turning) |
| Holder | ACLNL25252M12-A |
| Workpiece material | SCM415 (60HRC) |
| Cutting speed | Vc = 150 m/min |
| Feed | f = 0.15 mm/rev |
| Depth of cut | ap = 0.5 mm x 5 passes |
| Machining | External continuous cutting |
| Coolant | Wet |
Success Stories
IMPROVED TOOL LIFE
With a 1.6 mm nose radius, the cutting areas on the nose radius were effectively separated, eliminating overlapping. This led to stable machining and provided 1.5 times longer tool life over that of the highly wear-resistant BXA10 grade. Additionally, the HF chipbreaker ensures excellent chip control.
| Industry | Automotive |
| Component | Spacer |
| Material ISO code | |
| Work material | SCM415 |
| Machine(spindle type) | CNC Lathe |
| Tool family | Turning |
| Tool category | External & Face turning |
| Product name | BXA10 |
| TSR No. | 5536T |
