
從歷史上看,硬化零件經常被磨削,因為許多切削工具無法滿足高硬度材料的嚴格要求。如今,許多公司正在從磨削操作轉向硬車削,因為其優勢很多。
硬車削通常定義為硬度高於 45 洛氏 C (Rc) 的材料車削,但通常硬車削被認為是 58 至 68 Rc。與任何加工應用一樣,切削工具必須比被加工的材料更硬。根據這個定義,理論上,硬質合金刀片可以加工 60 Rc 的材料,因為大多數硬質合金超過 85 Rc。然而,現實情況是硬質合金刀片無法承受硬車削中產生的熱量。
立方氮化硼 (CBN) 是硬車削應用的首選。CBN 是一種人造的非常堅硬的材料,硬度僅次於多晶金剛石。CBN 具有極高的硬度、韌性、化學和熱穩定性。
燒結的 CBN 坯料被切割成所需的形狀,這些形狀以 ISO 標準幾何形狀的形式釺焊到硬質合金坯料上;這些是最終的 CBN、單角或多角嵌件。

在硬車削應用中,CBN 的常見失效模式是 CBN 毛坯剝落。原因通常是釺焊。CBN 尖端相對較小,因此釺焊區域也較小,然後,釺焊因熱而軟化並導致 CBN 移動,從而導致剝落。最終使用者通常會因為轉向較軟的 CBN 等級而損失生產力,這種等級的運行速度較慢且持續時間不長。然而,根本原因通常是 CBN 和硬質合金刀片之間的釺焊軟化並導致過早剝落。另一種常見的故障模式是機器時尖端脫落。這是釺焊軟化的明顯癥狀。
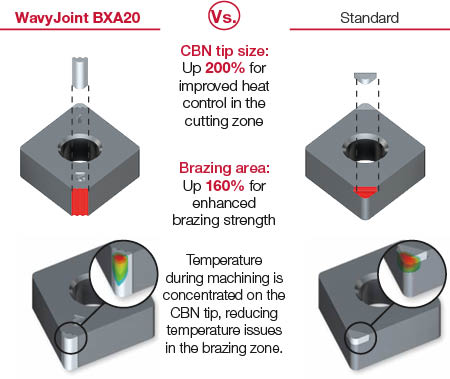
這就是泰珂洛推出其「CBN WavyJoint」的原因。 WavyJoint 是 CBN 段和硬質合金刀片之間的連接表面,它是一個不規則的彎曲表面,以相反的方向交替,類似於波浪。這使得 CBN 和硬質合金刀片之間的接觸表面增加了 160%。僅此特性就大大降低了釺焊軟化的可能性。

CBN 段大 200%,這意味著它不僅能夠實現更大的切深 (ap 0.8 mm),從而縮短循環時間,而且由於段尺寸大,到達 CBN 粘附到硬質合金刀片上的釺焊區域的熱量非常小。由於釺焊區域的熱量減少了 50%,因此釺焊軟化的可能性大大降低。
CBN WavyJoint 刀片可用於 Tungaloy 的新型 BXA20 材質。
BXA20 是一種新型基材,具有較低的 CBN 含量,再加上具有出色粘合強度的新型塗層,使該牌號成為抵抗月牙窪和側面磨損的理想選擇。
BXA20 塗層是一種多層氮化鈦鋁,厚度是傳統材質的 2 倍,可增強後刀面耐磨性。
BXA20 中的粘合劑在碳氮化鈦基中具有特殊的化學成分,在硬度和韌性之間取得了很好的平衡。正因為如此,BXA20 具有非常高的抗崩損性。這使得 BXA20 具有從連續到重度斷續切削的廣泛應用。
BXA20 的運行速度高達 180 m/min (590 SFM)
WavyJoint 提供“H”(重型)邊緣處理,可加強切削刃,使其成為間斷應用的理想選擇。
該刀片也可用於新型 HM 斷屑槽。該斷屑槽可實現平穩可靠的切屑控制,同時減少前刀表面的月牙窪磨損。 斷屑槽 還可以減少任何顫振。
CBN 波浪形刀片有 CNG*、DNG*、TNG*、VNG* 和 WNG* 槽型可供選擇。
