您還在用整體硬質合金立銑刀做平面銑削嗎?
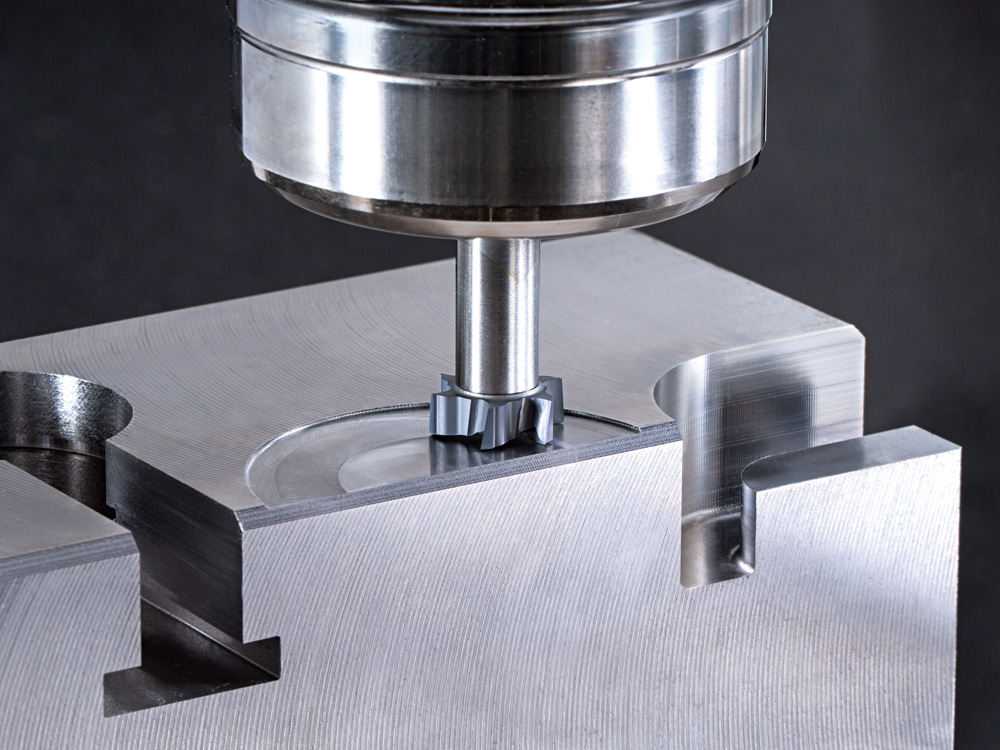
因干涉導致平面銑刀無法裝入,因此改用底刃加工。 加工面過窄,因此以立銑刀進行平面銑削。 瑞士型車床的平面加工也同樣只能交由底刃處理。 立銑刀的底刃真的是您平面銑削的正確選擇嗎? 刀痕、表面品質不佳、鍍膜後才浮現的刮痕——這些問題的根源在於立銑刀底刃並非為平面銑削最佳化。 Tungaloy 可換頭式立銑刀 TungMeister VFM Head 採用專為平面銑削打造的設計,配備 wiper edge 與 銳利的 6 Flute 切削刃。 提供 φ12~φ25(共 4 種尺寸),並涵蓋 ISO 工件材料 6 大群組,重新定義以立銑刀進行平面銑削的可能性。 本文將深入解析 VFM 的技術特點,並介紹 3 個使用者加工案例。
1. 用立銑刀進行平面銑削——是否已成為您的「預設」?
在平面銑削與底面精加工方面,理想的刀具是平面銑刀(Face milling cutter)。 然而,在實際現場,以立銑刀底刃進行平面銑削是否已成為「預設」?
其背後有三項典型限制。
限制 1:因干涉導致平面銑刀無法裝入


周邊壁面、夾具與治具的干涉,經常使平面銑刀在物理上無法使用。 在此情況下,以小直徑整體硬質合金立銑刀的底刃進行平面銑削,是常見的替代作法。
限制 2:加工面過窄,刀具直徑過大——以立銑刀替代
限制 3:瑞士型/一般車床的刀柄直徑限制
在瑞士型或一般車床上對圓棒零件進行平面加工(cotter milling)時,可安裝於銑削主軸單元的刀柄直徑受到限制。 此外,銑削主軸剛性不足,使得難以提高切削條件,導致表面品質不穩定。
共通問題——整體立銑刀底刃的限制
在上述所有情境中,整體立銑刀底刃往往成為首選解法。 然而,整體立銑刀本質上主要為周刃切削(肩銑、開槽)而設計,並未針對底面精加工最佳化。 因此,下列問題反覆發生。
- 刀痕——底刃上些微的段差與圓弧精度差異會直接轉印到加工面,留下肉眼可見的刀痕
- 底面品質不佳——缺少 wiper edge,立銑刀難以達到細緻的表面粗糙度。 無法呈現光澤面。 無法滿足精加工品質要求
- 對後續製程的影響——加工面上的刮痕在鍍膜後變得明顯,需追加研磨或手工修整等工序
以立銑刀底刃進行平面銑削已成為「預設」——TungMeister VFM Head 正是為了改變這個預設而誕生。
2. 超越底刃極限——VFM Head 的選擇
VFM 設計理念
「只能用立銑刀做平面銑削」——Tungaloy 可換頭式立銑刀 TungMeister 系列的 VFM 平面銑削專用刀頭,顛覆了這項既定印象。 透過 wiper edge 與銳利切削刃的組合,實現底刃平面銑削無法達到的表面品質。
VFM 融入了專為平面銑削精加工設計的 4 項技術特點。
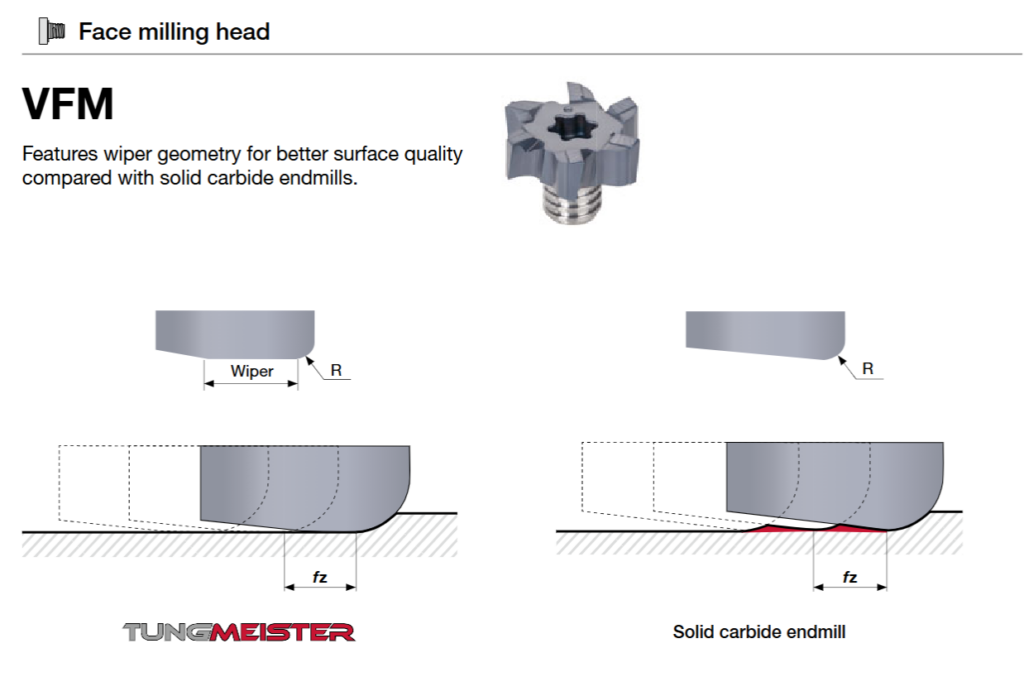
- 配備 wiper edge——底面 wiper edge 可平滑表面起伏。型錄規格中亦公布了超越整體立銑刀的表面品質
- 銳利切削刃 × 6 Flute——全尺寸皆為 6 Flute。 多刃設計帶來高進給能力,銳利刃口降低切削阻力,同時提升表面品質與效率
- 低螺旋角 10° × 短刃長 0.3×D——10° 螺旋角可降低軸向切削力。 並將刃長縮短至刀具直徑的 0.3 倍,形成專為平面銑削最佳化的刃形
- 配備 Corner radius(R0.2~R0.4)——抑制刃口崩裂,同時降低加工面毛邊
重點
專為「底面精加工」打造的立銑刀刀頭
以立銑刀底刃進行平面銑削——VFM 的設計與該「預設」有著根本性的不同。 將平面銑刀的「wiper edge」概念縮小至立銑刀尺寸——這正是 VFM 的精髓。
φ10~φ25——5 種尺寸陣容
VFM 提供 5 種尺寸,可對應不同加工面寬度與機台環境。 全尺寸皆採用 AH715 材質牌號(最新鍍膜,具優異耐磨與抗熔著性能)。
| 料號 | 刀具直徑 | Flute | 最大 切削深度 | Corner R | 連接螺紋 |
|---|---|---|---|---|---|
| VFM100L03.6R02I06S05 | φ10 | 6 | 3.6 mm | R0.2 | S05 |
| VFM120L03.6R02I06S05 | φ12 | 6 | 3.6 mm | R0.2 | S05 |
| VFM160L04.8R04I06S06 | φ16 | 6 | 4.8 mm | R0.4 | S06 |
| VFM200L06.0R04I06S08 | φ20 | 6 | 6.0 mm | R0.4 | S08 |
| VFM250L07.5R04I06S10 | φ25 | 6 | 7.5 mm | R0.4 | S10 |

ISO P/M/K/N/S/H——涵蓋所有工件材料群組
VFM 的一大優勢在於其廣泛的工件材料適用範圍。 從碳鋼、不鏽鋼、鑄鐵、鋁合金,到鈦合金、耐熱合金,以及 Hardened steel——ISO 6 大群組皆建立了標準切削條件。
| ISO | 工件材質 | Vc(m/min) | fz φ12(mm/z) |
|---|---|---|---|
| P | 碳鋼、合金鋼(S45C、SCM440 等) | 60~180 | 0.08~0.13 |
| M | 不鏽鋼(SUS304、SUS316 等) | 40~100 | 0.08~0.13 |
| K | 鑄鐵(FC250、FCD450 等) | 80~200 | 0.08~0.13 |
| N | 鋁合金 | 100~700 | 0.08~0.13 |
| S | 鈦合金、耐熱合金(Ti-6Al-4V、Inconel 718 等) | 20~80 | 0.08~0.13 |
| H | Hardened steel(SKD11、SKH51 等,最高 60HRC) | 20~80 | 0.08~0.13 |
無須再煩惱「這種材質能用嗎?」——這也是 VFM 的另一項重要優勢。
VFM 特別擅長的 3 種使用情境
以下說明 VFM 如何對應迫使現場仰賴立銑刀的三項限制。
| 限制 | 傳統作法 | VFM 解決方案 |
|---|---|---|
| 因干涉導致大直徑 Cutter 無法裝入 | 以整體立銑刀底刃替代 → 產生刀痕 | 在 φ12~φ25 小直徑也能達到平面銑刀等級的表面品質。 wiper edge 可平滑加工面,大幅提升精加工品質,同時避開干涉 |
| 加工面過窄,不適合過大的刀具直徑 | 繼續使用過大平面銑刀,或以底刃妥協 | 依加工面寬度選擇合適直徑。 配備 wiper edge 的 6 Flute 設計,即使小直徑也能確保優異表面品質。 設定也更簡化 |
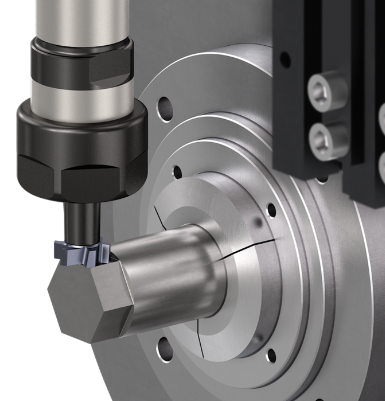
| 瑞士型/一般車床的刀柄直徑限制 | 以小直徑整體刀具妥協,表面品質不穩定 | 在刀柄直徑限制下使用更大的刀具直徑(例如 φ8 刀柄搭配 φ12 刀頭)。 VER 刀柄(ER 夾頭)可縮短懸伸量,即使在低剛性銑削主軸也能穩定加工 |
重點
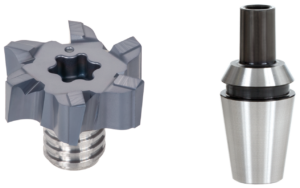
VER 刀柄組合——最適合瑞士型與一般車床
搭配 TungMeister 的 VER 刀柄(ER 夾頭轉接座),可直接裝入機台的 ER 夾頭刀把。 透過縮短懸伸量,即使在低剛性銑削主軸單元也能抑制振動、實現穩定加工。 wiper edge 的優異表面品質亦可降低或省略平面加工後的後續工序(研磨等)。
表面粗糙度數據——Ra 超越整體立銑刀
VFM 的表面品質究竟優異到什麼程度? 讓我們以型錄中公布的實測數據來驗證。
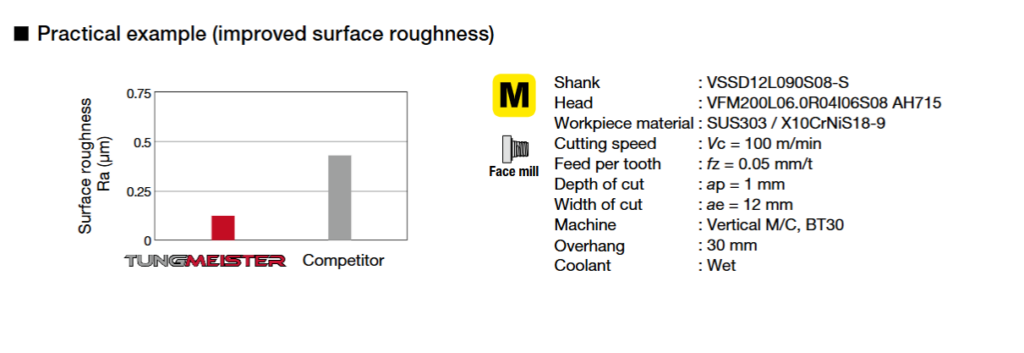
| 工件材質 | SUS303 |
|---|---|
| 機床 | 立式 M/C(BT30) |
| 刀頭 | VFM200L06.0R04I06S08 AH715(φ20) |
| 切削條件 | Vc=100 m/min,fz=0.05 mm/z,ap=1 mm,ae=12 mm |
| 懸伸長度 | 30 mm(濕式) |
在此測試條件下,VFM 的表面粗糙度 Ra 超越競品整體立銑刀與競品 wiper edge 產品。 尤其值得注意的是,即使在低剛性的 BT30 環境中也能達成此結果。
關鍵數據
即使在 BT30 也能超越整體立銑刀的表面粗糙度
VFM 的 wiper edge 即使在低剛性 BT30 環境也能提供穩定的表面品質。 VFM 的真正強項,正是在剛性受限的環境——如瑞士型車床、小型加工中心等。
3. 以數據佐證的性能——表面品質、效率與刀具壽命的量化比較
接下來將依據 3 個使用者加工案例 與 型錄數據,從「表面品質」「效率」「刀具壽命」三個面向量化驗證 VFM 的性能。
3 個案例的交叉比較
3 個導入案例皆獲得「win」評價。 即使工件材質與機台環境不同,VFM 在表面品質與效率兩方面皆大幅優於既有刀具。
| 比較 | 案例 1:Hastelloy-X | 案例 2:SUS440C | 案例 3:SS |
|---|---|---|---|
| 工件材質 | Hastelloy-X(鍛造) | SUS440C | SS400 |
| 機床 | 臥式 MC/BT50 | 立式 MC/BT30 | 立式 MC/BT40 |
| 既有刀具 | φ12 整體立銑刀 | φ12 整體立銑刀 | φ10 整體立銑刀 |
| 效率提升 | +50% | +50% | +67% |
| 表面品質 | 良好(光澤面) | 非常好 | 好 |
| 刀具壽命 | —(測試時間到期) | +50%(240 件/刀頭) | —(展示) |
| 結果 | Win | Win | Win |
以下為本次數據的重點整理。
重點 1:所有案例的表面品質皆評為「良好」以上——刀痕與刮痕問題從根本解決
案例 1 中,由整體立銑刀底刃造成的刀痕消失,加工面呈現光澤。 案例 2 獲得「非常好」評價。 案例 3 中,鍍膜後刮痕變得明顯的問題也獲得解決。 所有成果皆是透過wiper edge 平滑加工面而達成。
重點 2:效率提升 50~67%——不僅表面品質提升,生產力也同步提升
VFM 不僅改善表面品質,也在進給速度與切屑去除率方面超越既有刀具。 6 Flute 的高進給能力結合銳利刃口帶來的低切削阻力,使表面品質與效率得以同時提升。
重點 3:從 BT30 到 BT50 皆獲驗證——適用廣泛的機台環境
從剛性最低的 BT30 到 BT50,不受機台環境影響皆能獲得穩定成果。 VFM 即使在低剛性機台上也同樣有效。
型錄數據——效率 1.5 倍、刀具壽命 1.4 倍
除使用者案例外,VFM 的能力亦有型錄數據佐證。
| 型錄案例 | 材料 | 改善幅度 | 結果 |
|---|---|---|---|
| 案例 A(φ20) | SUS303 | 表面粗糙度比較 | Ra 超越競品整體產品 |
| 案例 B(φ16) | A5052 | 效率比較 | 效率 1.5 倍(維持表面品質) |
| 案例 C(AH715) | FCD400 | 刀具壽命比較 | 刀具壽命 1.4 倍(表面品質亦提升) |
第 3 節總結
在表面品質、效率與刀具壽命方面超越既有刀具
VFM 在表面品質、效率與刀具壽命中的一項或多項表現皆優於既有刀具。在提升表面品質的同時也提高效率——並非取捨,而是專為 wiper edge 概念打造的設計所帶來的成果。
4. 使用者加工案例
當原本以立銑刀底刃進行平面銑削的現場改用 VFM 後,結果如何?3 個案例皆獲得正面成果。 從耐熱合金到不鏽鋼與一般鋼材,VFM 已在多種工件材料上導入。
案例 1 Hastelloy-X 底面精加工——因光澤面而導入

加工內容
- 零件:Case——出口密封面(底面精加工)
- 工件材質:Hastelloy-X(鍛造)
- 機台:臥式 MC/BT50
課題
- 原先以競品立銑刀作為臨時對策使用——該刀具本非為底面精加工而設計
- 底面精加工經常需要返工。 相較於表面粗糙度數值,外觀更是主要課題
切削條件比較
| 既有(競品立銑刀) | VFM(AH715) | |
|---|---|---|
| 刀具直徑 | φ12(6 Flute) | φ12(6 Flute) |
| 切深 | 20 m/min | 30 m/min |
| 每齒進給量 | 0.05 mm/z | 0.1 mm/z |
| 切削深度 | 2 mm | 1 mm |
| 進給速度 | 159 mm/min | 477 mm/min |
| 切屑去除率 | 3.82 cm³/min | 5.73 cm³/min(+50%) |
| 表面品質 | 與以往相同 | 良好(光澤) |
重點
因光澤面而導入——返工消除
VFM 使加工面呈現光澤,外觀改善幅度遠超僅以表面粗糙度數值所能反映的程度。 底面精加工返工被消除,並確認導入。 原本對 VFM 其他加工特徵的正面評價,也擴展到對底面精加工的肯定。
案例 2 SUS440C 平面銑削精加工——刀痕消失後導入
加工內容
- 零件:方塊工件
- 工件材質:SUS440C
- 機台:立式 MC/BT30
- 加工:平面銑削(精加工)
課題
- 以整體立銑刀(4 Flute)底刃進行平面銑削
- 出現刀痕,造成加工可靠性疑慮
切削條件比較
| 既有(競品立銑刀) | VFM(AH715) | |
|---|---|---|
| 刀具直徑 /Flute | φ12/4 Flute | φ12/6 Flute |
| 切深 | 34 m/min(相同條件) | |
| 每齒進給量 | 0.06 mm/z(相同條件) | |
| 進給速度 | 216 mm/min | 325 mm/min(+50%) |
| 切屑去除率 | 2.6 cm³/min | 3.9 cm³/min(+50%) |
| 每刀頭加工數 | 160 件 | 240 件(+50%) |
| 表面品質 | 不佳(有刀痕) | 非常好(刀痕消除) |
重點
刀痕消除 + 效率提升 50% + 刀具壽命提升 50%
由 4 Flute 整體立銑刀切換為 VFM 的 6 Flute 設計後,在相同 fz下進給速度提升 50%(Flute 數增加的效果)。 此外,刀痕完全消除,每刀頭加工數提升 50%。表面品質、效率與刀具壽命三者兼具,即使在低剛性 BT30 環境中也促成導入。
案例 3 SS400 平面銑削——解決鍍膜後刮痕問題

加工內容
- 零件:機械零組件(平面銑削 → 鍍膜製程)
- 工件材質:SS400
- 機台:立式 MC/BT40
- 加工:平面銑削(精加工)
課題
- 以競品整體立銑刀(φ10、4 Flute)進行平面銑削
- 零件加工後需鍍膜;加工面刮痕在鍍膜後變得明顯
切削條件比較
| 既有(競品立銑刀) | VFM(AH715) | |
|---|---|---|
| 刀具直徑 /Flute | φ10/4 Flute | φ12/6 Flute |
| 切深 | 150 m/min(相同條件) | |
| 每齒進給量 | 0.06 mm/z | 0.08 mm/z |
| 進給速度 | 1,146 mm/min | 1,910 mm/min(+67%) |
| 切屑去除率 | 0.34 cm³/min | 0.57 cm³/min(+67%) |
| 表面品質 | 不佳(鍍膜後刮痕明顯) | 好 |
重點
鍍膜後刮痕問題解決——後續製程品質提升
VFM 的 wiper edge 可形成平滑加工面,直接影響鍍膜、塗裝等後續製程品質。刮痕不再明顯後,也降低了後續製程返工與品質客訴風險。 這有助於實現超越單一加工工序的「整體製程改善」。
總結——以 VFM 改變您的平面銑削
「您還在用立銑刀做平面銑削嗎?」——本文以 TungMeister VFM Head 的技術特點、數據與案例,作為對此問題的解答。 重點如下。
- 用立銑刀進行平面銑削——這個「預設」其實有問題——因干涉限制、加工面狹窄與刀柄直徑限制,許多現場不得不仰賴立銑刀
- VFM 是專為平面銑削打造的刀頭——wiper edge + 銳利切削刃 + 6 Flute × 低螺旋角 × 短刃長。 與一般用途立銑刀底刃截然不同的作法
- 表面品質超越整體立銑刀——已於型錄規格中公布——在 SUS303 的 Ra 比較中,VFM 超越競品整體與 wiper edge 產品
- 3 個使用者案例全數獲得「win」評價——效率提升 50~67%,表面品質皆評為「良好」至「非常好」。刀痕消除、光澤面、鍍膜後刮痕問題解決
- 從 BT30 到 BT50 皆獲驗證——低剛性機台與瑞士型車床也能穩定加工。 VER 刀柄可縮短懸伸量
- 涵蓋所有 ISO P/M/K/N/S/H 工件材料——已在 Hastelloy-X、SUS440C、SS、A5052、FCD400 等材料上驗證
- 可換頭系統降低運行成本——無須更換整支整體刀具,只需更換刀頭。 刀柄可重複使用
- φ12~φ25 的 4 種尺寸陣容——依加工面寬度選擇合適直徑
您不必再持續用立銑刀底刃進行平面銑削。 若您也遇到刀痕、表面品質不佳或鍍膜後外觀問題,建議您試用 VFM Head。