克服高阻力材料銑削中的刀具磨損挑戰
背景和現狀:
在銑削難切削材料和高硬度鋼時,立銑刀是一種非常常見的選擇。然而,這些材料具有較高的比切削阻力和較高的刀尖溫度,這會顯著影響刀具壽命。特別是在加工不鏽鋼、高溫合金和高硬度鋼時,立銑刀的刀尖溫度急劇上升,經常導致過早磨損和崩刃。這會導致刀具成本和加工費用增加。
現場挑戰:
在這種條件下,許多加工現場都面臨著刀具壽命的限制,需要頻繁更換刀具。這會導致運營效率降低和生產成本增加。對於主要選擇立銑刀的用戶來說,這個問題每天都令人頭疼,增加了尋求新解決方案的需求。

高進給銑刀的創新技術
高進給葉片類型的優點和理論:
在粗加工難切削材料和高硬度鋼時,高進給銑刀比立銑刀更具優勢。這個優勢在於 切割角度小。
在 AddDoFeed 的情況下,切割角度為 17°,這允許減少切割厚度。當切削角度為 17° 時,切削厚度可以製成大約是切削角度為 90° 的立銑刀 的三分之一 。這有助於抑制刀尖溫度的升高並延長刀具壽命。

高進給刀具的挑戰和對策:
高進給銑刀具有獨特的優點,但也有缺點。雖然它們允許薄切削厚度,但實現像立銑刀那樣的大切削深度 (ap) 是具有挑戰性的。許多用戶同時優先考慮刀具壽命和加工效率,這使得這方面變得至關重要。
在加工難切削材料和高硬度鋼時,立銑刀由於高比切削阻力而經常碎裂。這通常會導致切削深度減小 (ap) 或減小切削寬度 (ae) 和降低進給率,即使ap較大時也是如此。
對於像 AddDoFeed 這樣在小切深下運行的高進給銑刀,可以通過增加每齒進給量來提高整體效率。通過在保持較淺的深度的同時這樣做,用戶可以獲得等於或高於立銑刀的加工效率。
因此, AddDoFeed 不僅可以延長刀具壽命,還可以提高加工效率。
延長刀具壽命:
由於切削角度小,刀尖溫度受到抑制,從而減少磨損。此外,選擇將進給率提高到當前水準以上,可以通過減少每次通過切削刃和工件之間的接觸次數來減少磨損。
提高加工效率:
即使切削深度較小,提高進給率也能使加工效率趕上,從而提高加工效率。
降低成本:
通過使用高進給銑刀,可以通過“減少刀片使用量”、“從整體刀具轉換為刀片型刀具來降低刀具成本”和“減少換刀頻率”來降低整體加工成本。

AddDoFeed 的優點

AddDoFeed 與 SUS304 的 4 齒整體立銑刀
加工效率提高 2.7 倍
刀具壽命延長 1.8 倍
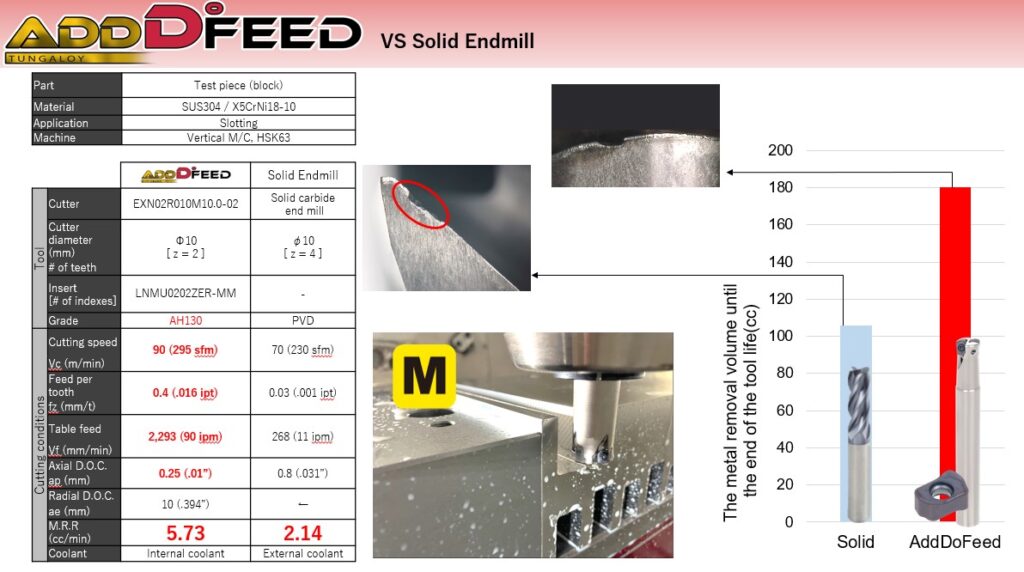
工具成本估算顯示工具成本降低了 80%
| 產品名稱 | AddDoFeed | Φ10 固體 立銑刀 |
|---|---|---|
| 插頁價格 (¥) *某電商網站列出的參考價 |
10 | 30 |
| 角球數 | 4 | 1 |
| 切削刃數量 | 4 | 4 |
| 使用壽命結束前的切屑去除量 (cc) | 180 | 108 |
| 每套跑步工具成本 (¥) *不包括刀體 |
100 | 300 |
| 每立方釐米排屑的刀具成本 (美元/立方釐米) | 0.06 | 0.28 |
AddDoFeed 來自車間的成功報告
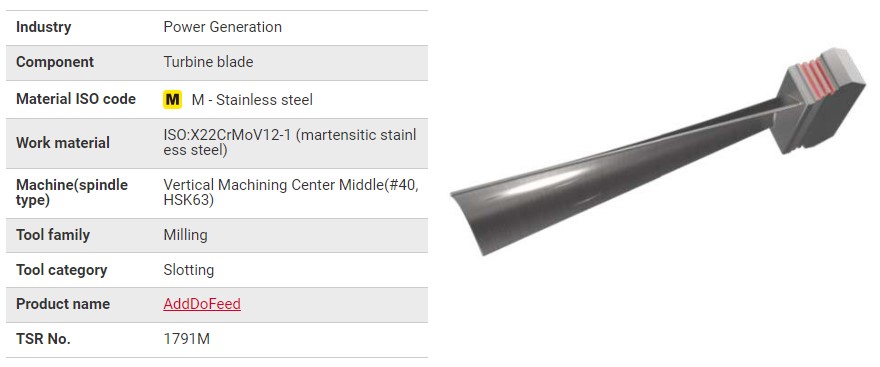
渦輪葉片加工的成功案例
使用 AddDoFeed 進行高進給加工取代了傳統的整體立銑刀,使加工效率提高了 2.9 倍。得益於 AH8015 材料出色的耐磨性和耐熱性以及刀尖冷卻的有效內部潤滑,刀具壽命延長了 7.5 倍。
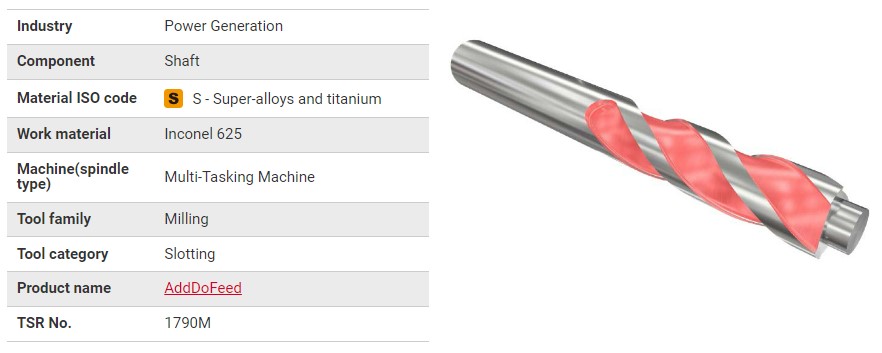
鉻鎳鐵合金軸加工的成功案例
傳統使用的整體立銑刀。 AddDoFeed 生成具有小切削角度的薄切屑,將切削載荷主要分配給刀尖。結果,刀具壽命翻了一番,效率提高了 2.2 倍。
對 AddDoFeed 如何改進您的流程感興趣?
與我們的 AddDoFeed 聊天機器人交互,以評估引入 AddDoFeed 的好處。通過輸入一些參數,我們的專業聊天機器人將為您提供量身定製的建議和特定優勢。