Tungaloy 的絲錐加工指南:克服常見挑戰並探索替代方案
歡迎閱讀我們關於絲錐加工的深入指南,這是一種廣泛使用的創建內螺紋的技術。雖然絲錐加工提供了便利,但它也可能帶來破損和對工件的潛在損壞等挑戰。在本文中,我們將深入探討絲錐斷裂的原因和有效的對策,並介紹使用螺紋銑刀和程式設計工具替代傳統絲錐加工的優勢。
目錄
您是否經常為水龍頭頻繁破損而煩惱?
在螺紋加工操作中,通常使用絲錐。然而,水龍頭在高負載下容易斷裂,這是一個明顯的缺點。當絲錐在加工過程中斷裂時,將其移除可能非常困難,並且可能會損壞工件。即使使用昂貴的材料,這也會增加生產有缺陷產品的可能性。 
什麼原因導致水龍頭破損?與螺紋銑刀的比較
水龍頭破損有幾個主要原因:
- 切屑堵塞: 絲錐不斷切割螺紋,導致大量切屑堵塞工具。
- 硬質材料,如硬化鋼: 在硬質材料中,絲錐上的負載增加,導致刀具破損。
- 窄絲錐: 小直徑絲錐在高負載下特別容易破損。
下表比較了相同螺紋加工操作的絲錐和螺紋銑刀。螺紋銑刀是間歇切削而不是連續切削,其優點是不易破損。
| 水龍頭 | 螺紋銑刀 | |
|---|---|---|
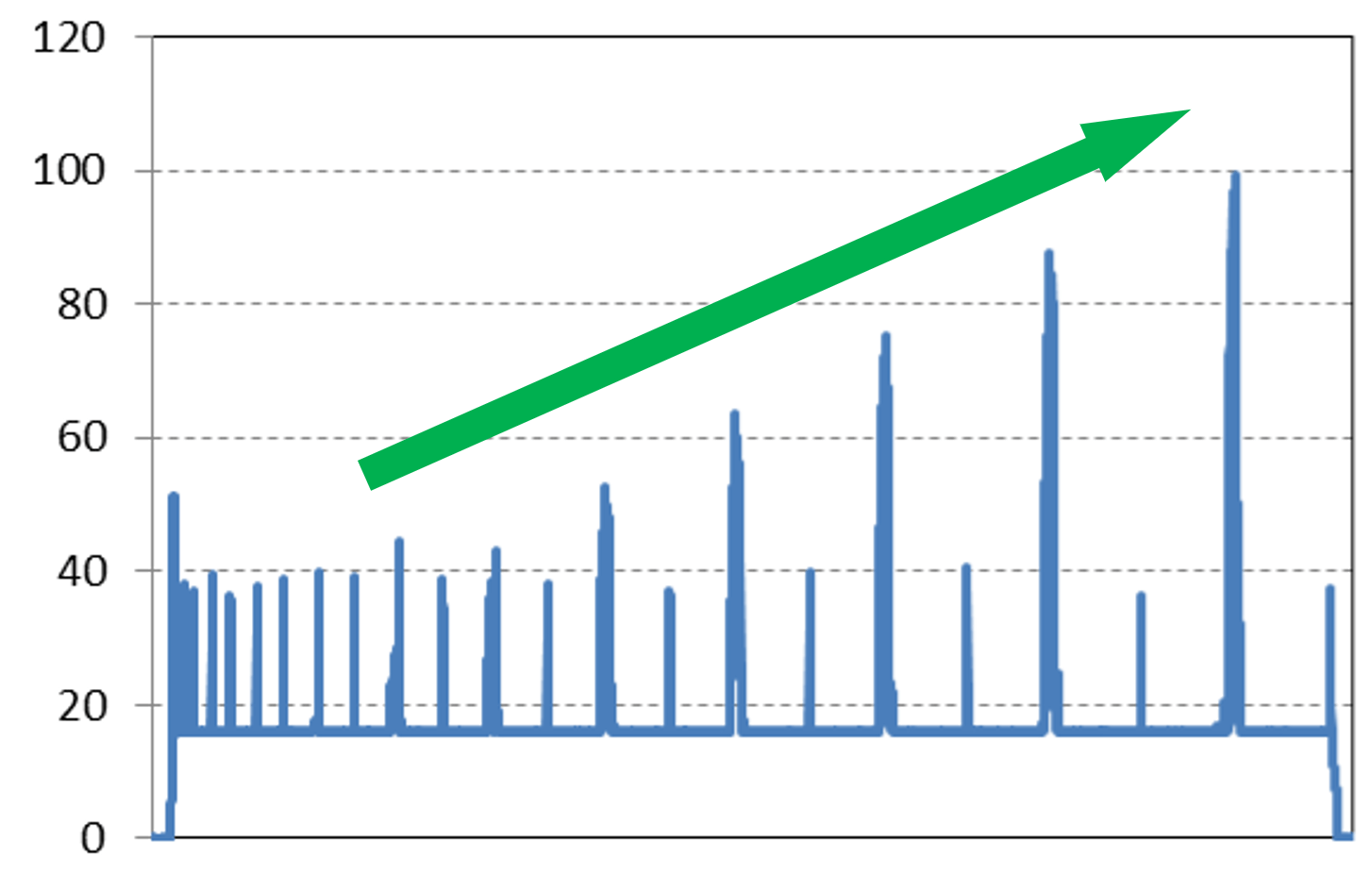
| 切割負載 |
主軸電流 (A)
螺紋深度
Vc:10 m/min,步距:2mm 高切削阻力,隨深度增加 → 刀具破損和工件報廢的風險 → 薄壁區域的螺紋變形 |
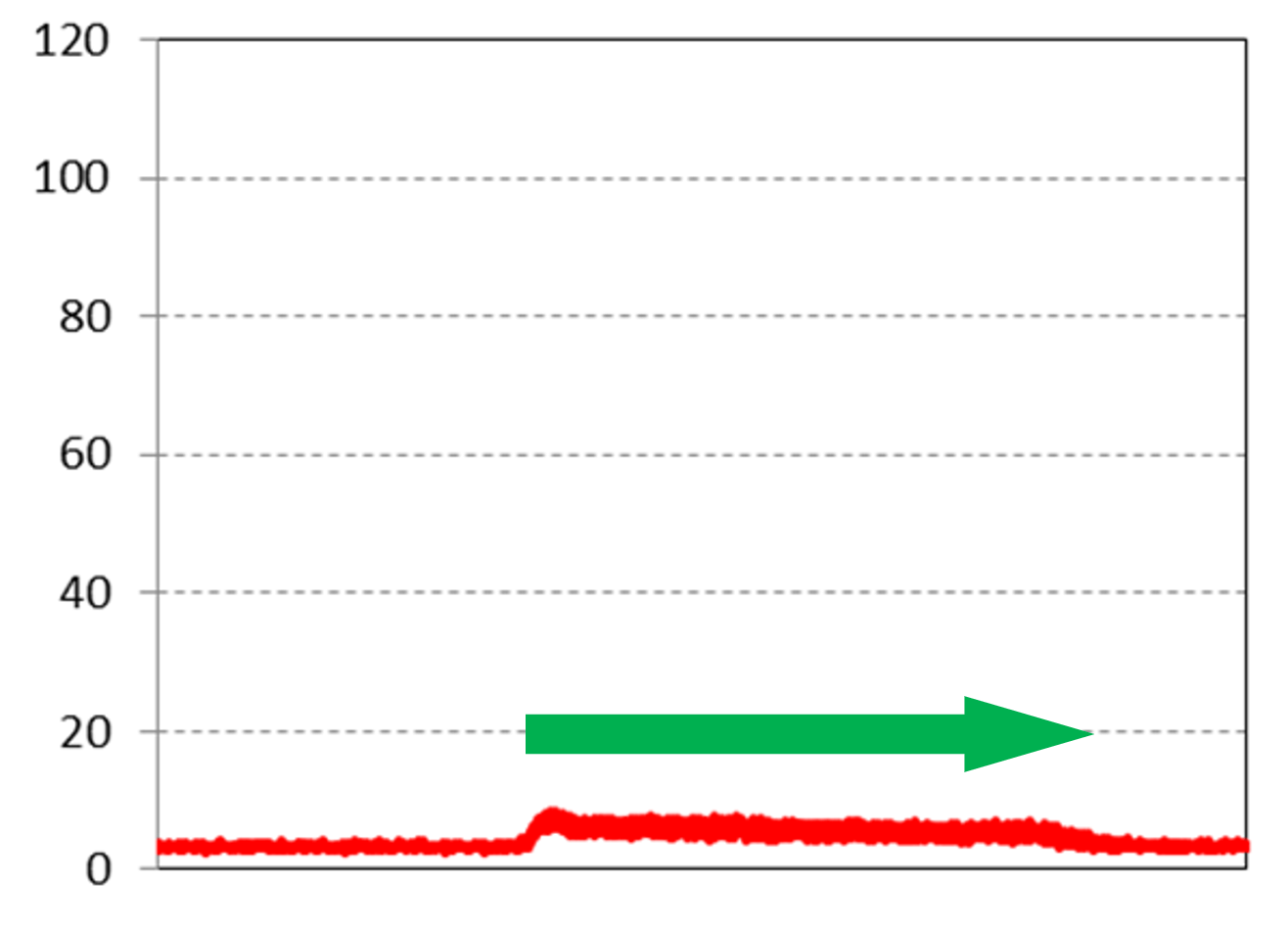
主軸電流 (A)
螺紋深度
Vc:95 m/min,fz:0.02 mm/z 切削阻力小,穩定 → 刀具破損風險小 → 即使在薄壁區域也能實現精確的螺紋形狀 使用機器:BT30、螺紋規格:Rc1/4 |
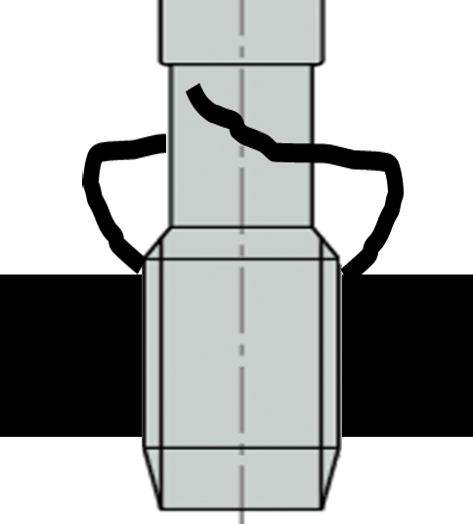
| 晶片 | 由於是連續切削, 切屑往往會伸
長→切屑可能會纏住工具,需要取出 → 因咬屑而有突然破損的風險
|
由於間歇切削, 切屑被細碎
→防止因不規則操作 而導致的意外停機→確保無人值守夜間運行期間的安全
|
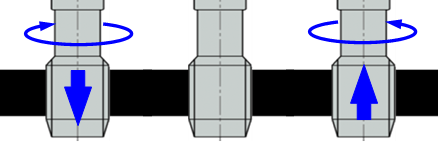
| 加工方法 | 使用機器的固定迴圈。
工具僅上下
|
使用機床的螺旋插補功能。
在圓弧插值 G02、G03 中移動,同時沿 Z 軸沿深度方向移動。 → 程式創建
|
| 拿掉破損的工具 | 需要用絲錐鑽拆卸。 可能會損壞工件。 |
即使它壞了,也只需要移除碎片。 可以進行再處理。 |
 移動
移動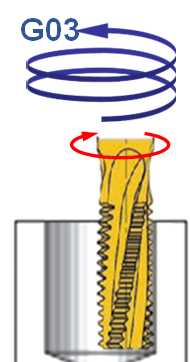 稍微複雜一些
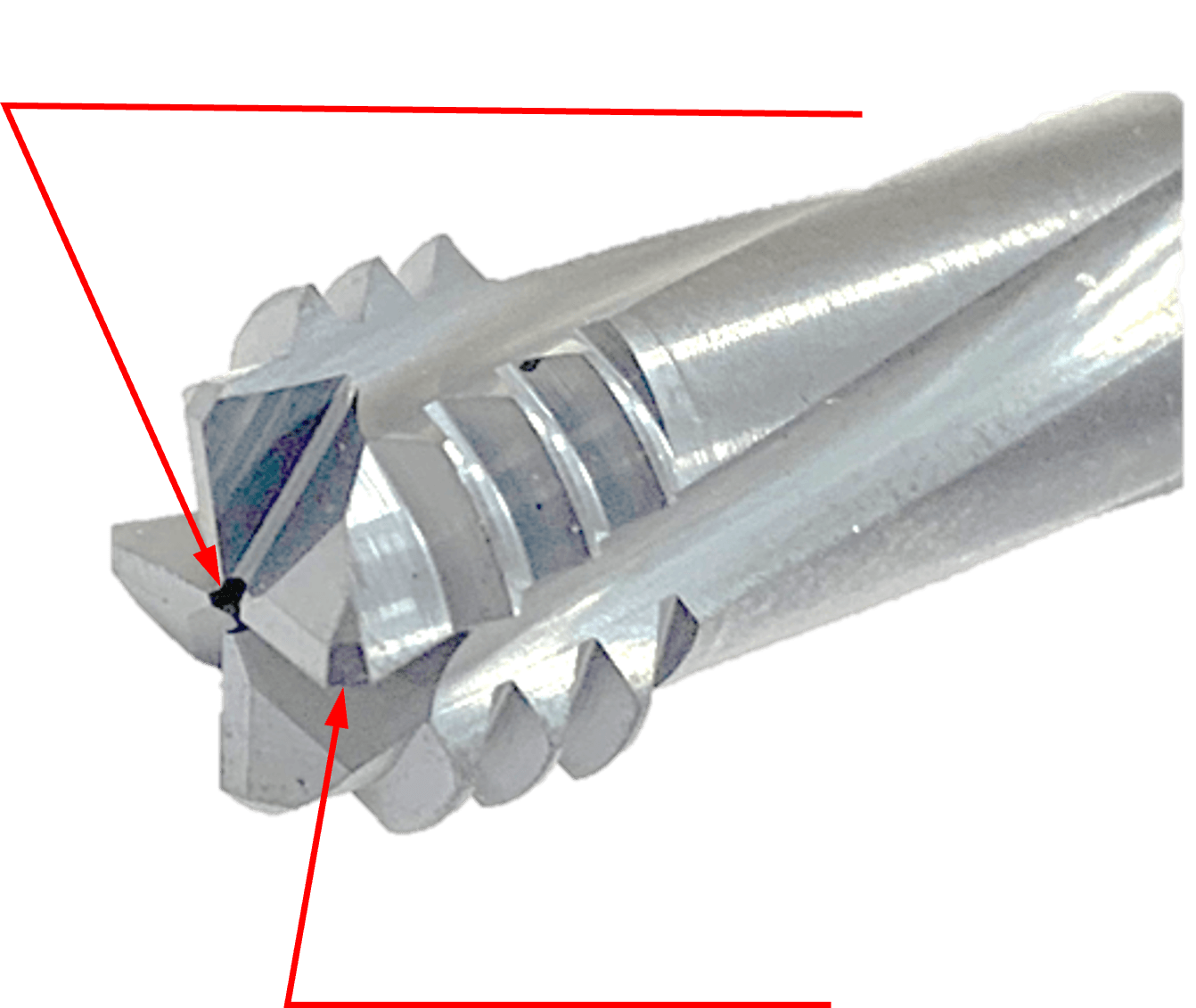
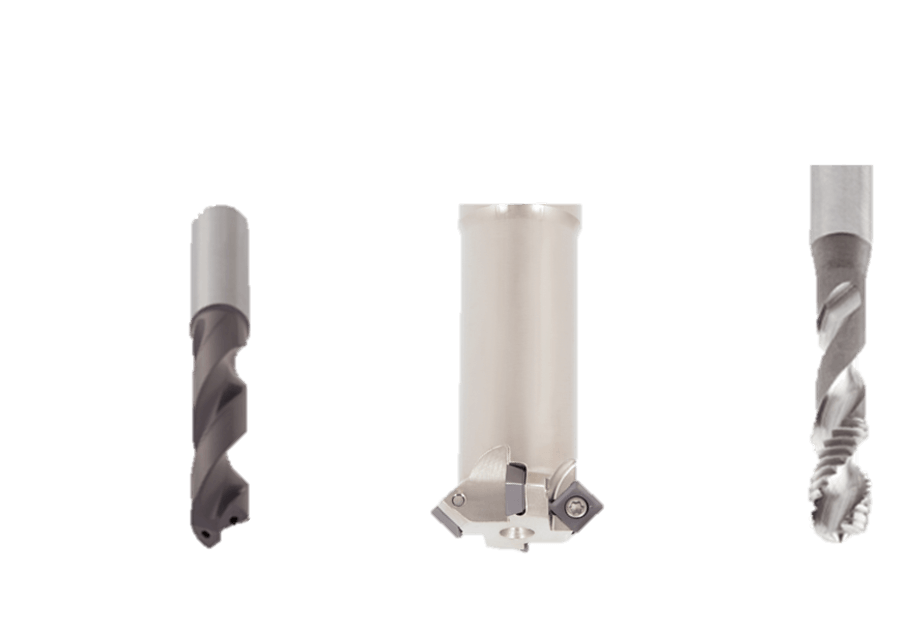
稍微複雜一些端面切削刃螺紋銑刀,可無導向孔進行螺紋加工!
我們在螺紋銑刀中引入了一種可以顯著提高生產率的工具。我們今天介紹的這款底邊螺紋銑刀是一種方便的工具,可以將鑽孔、螺紋和倒角結合起來,而無需導向孔!
| 水龍頭 | 帶端面切削刃的 MTECD | |
|---|---|---|
 |
切削液出口
(針距小於 1mm 時,
只有外部潤滑 )
倒角切削刃
|
|
| 加工方法 |
鑽孔工具
倒角
水龍頭
需要三種類型的工具和工藝:鑽孔、倒角和倒角攻絲。 |
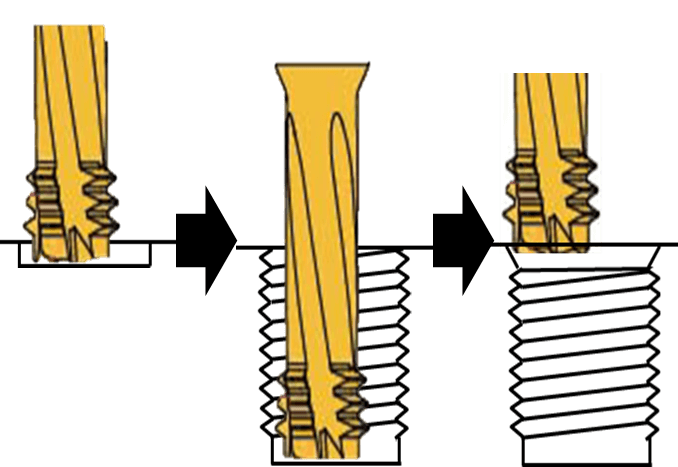
同時
鑽孔和螺紋加工
倒角
過程
(開始)
(完)
鑽孔和螺紋加工可以用一個工具完成。 |
| 導向孔 | 必填 | 無需導向孔 |
輕鬆創建螺紋銑刀程式!
對於經常遇到絲錐破損或希望整合刀具的使用者,建議使用端面切削刃螺紋銑刀,但由於程式創建的複雜性,許多人對實施它猶豫不決。為了解決這個問題,泰珂洛提供了一個聊天機器人工具,只需輸入螺紋規格和標準,就可以簡化端面切削刃螺紋銑刀的刀具選擇和程序創建。這大大減少了程式設計所需的工作量,並利用了螺紋銑削的優勢。*此聊天機器人僅支援度量線程的內部線程。對於其他螺紋類型,請 在此處聯繫我們。
【按線程規格選擇】Chatbot 在這裡
【按線程標準選擇】Chatbot 在這裡
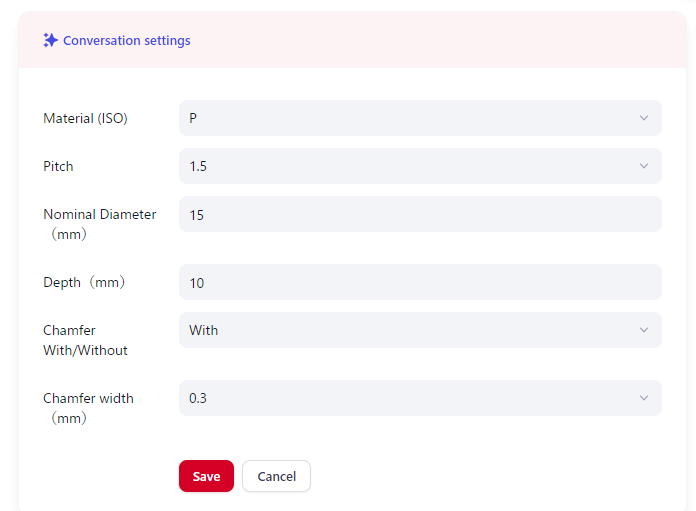
1. 設定螢幕
第一步是在工具中配置必要的參數。請輸入以下項目:
- 材料 (ISO):選擇所用材料的 ISO 標準
- Pitch:選擇間距值
- 公稱直徑 (mm):輸入螺紋的公稱直徑
- 深度 (mm):指定深度
- 倒角是/否:選擇是否包括倒角
- 倒角寬度 (mm):輸入倒角寬度(如果選擇了倒角)
- Select Language(選擇語言):選擇語言(例如,日語)
*使用線程標準的聊天機器人可以根據線程標準進行選擇。輸入所有參數后,按兩下 Save 按鈕保存設置。
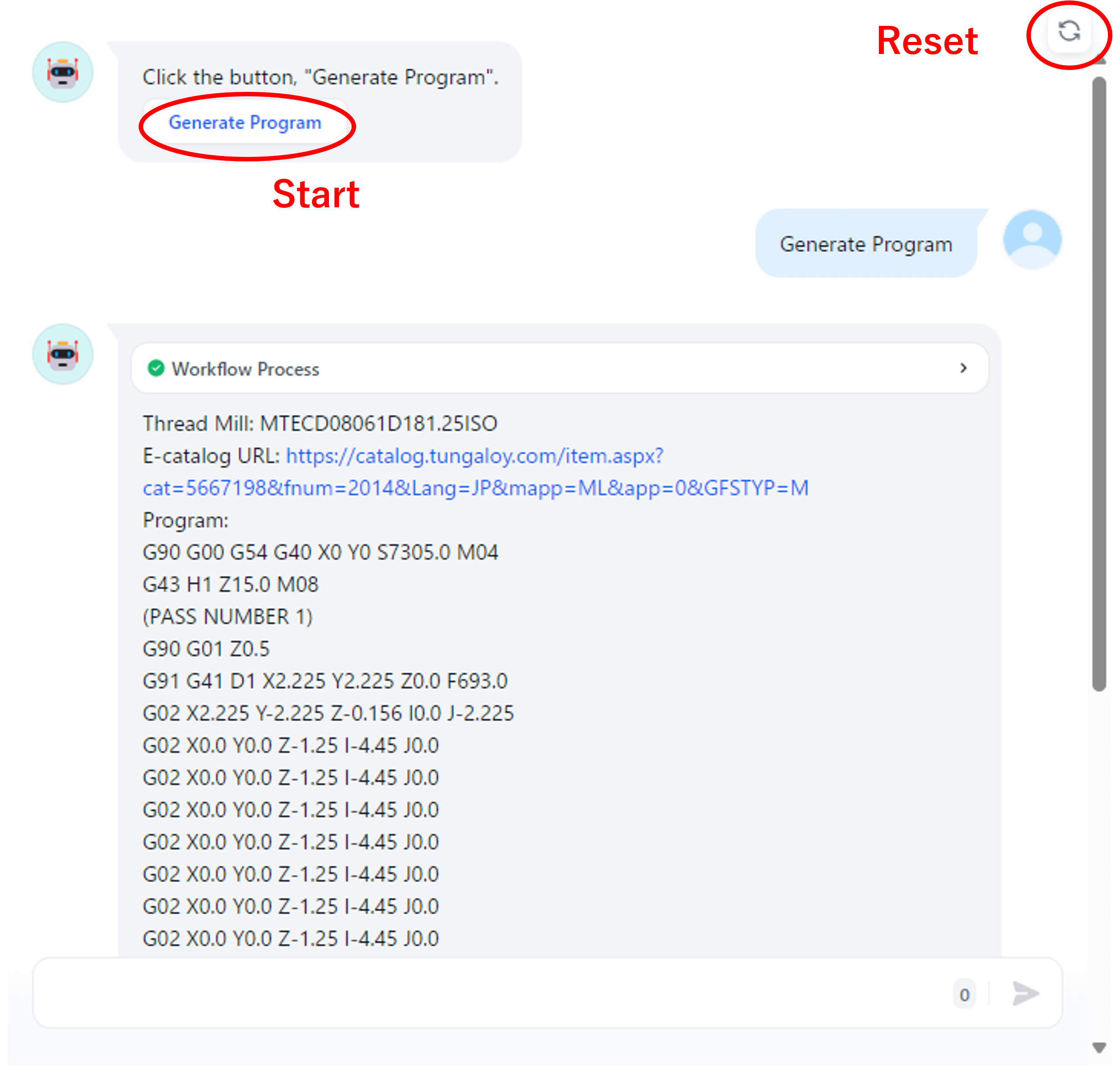
2. 程式生成
設置完成後,點擊 生成程式 按鈕創建程式。生成的程式將顯示在螢幕上,並且可以輕鬆複製和使用。如果您想重置設置,請按下右上角的 重置按鈕 返回設置螢幕。
用於建立程式的聊天機器人工具在下面可用!
按螺紋尺寸選擇
限制值與“Thread Depth(螺紋深度)”和“Chamfer width(倒角寬度)”有關
| 間距(mm) | 最大螺紋深度(mm) | 最大倒角寬度(mm) |
| 0,7 | 11 | 0,2 |
| 0,8 | 13,7 | 0,3 |
| 1 | 13,3 | 0,4 |
| 1,25 | 17,1 | 0,5 |
| 1,5 | 21,9 | 0,6 |
| 1,75 | 24,7 | 0,6 |
| 阿拉伯數位 | 33,3 | 0,6 |
按螺紋標準選擇
限制值與“Thread Depth(螺紋深度)”和“Chamfer width(倒角寬度)”有關
| 間距(mm) | 最大螺紋深度(mm) | 最大倒角寬度(mm) |
| 0,7 | 11 | 0,2 |
| 0,8 | 13,7 | 0,3 |
| 1 | 13,3 | 0,4 |
| 1,25 | 17,1 | 0,5 |
| 1,5 | 21,9 | 0,6 |
| 1,75 | 24,7 | 0,6 |
| 阿拉伯數位 | 33,3 | 0,6 |
在生成的程式中,工具將移動,如視頻中所示。
