這是 Tungaloy 業務代表與客戶攜手走過的成功之路。


Tungaloy 業務代表
Takahiko MurataTakahiko Murata
- 家鄉
- 京都府京都市
- 經歷
- 1987 年 1 月入社(中途入社)。 第 36 年。
- 興趣
- 我從國中開始從事高山滑雪競速,至今仍持續活躍參賽。
淡季時則以高爾夫為主。
凡是從事金屬切削的人,至少都看過一次「切屑輸送機」。 本次將介紹與切屑輸送機相關的改善案例。
Tsubakimoto Mayfran Inc. 總部位於滋賀縣甲賀市,於 1973 年由椿本鏈條株式會社與 Mayfran International 合資成立。 1974 年開始生產其「ChipTote」切屑輸送機。 此後,公司開發了多元的搬運相關產品,如今以搬運與冷卻液處理設備的綜合製造商而廣為人知。
Tsubakimoto Mayfran Inc. 持續在「金屬切屑、冷卻液與固體廢棄物」的「搬運與處理」領域,提供最高品質的產品與服務,以贏得全球客戶的滿意與信賴。
皮帶銷內製專案
Tsubakimoto Mayfran Inc. 在滋賀縣甲賀市的總部工廠生產其主力產品——輸送機。 總部工廠作為母工廠,從鈑金加工到焊接、組裝、塗裝,皆以一貫化流程完成輸送機製造。 就在此時,輸送機關鍵零件之一的皮帶銷採購出現了問題。 過去總部工廠幾乎不進行金屬切削作業,需要加工的皮帶銷皆委外生產。 然而,協力廠商已難以持續生產。 為解決此問題,啟動了皮帶銷內製專案。 由對金屬切削具備深厚知識的生產技術部市橋先生擔任專案負責人。

「將原本委外的皮帶銷生產改為在總部工廠內製,可獲得許多效益,因此我們決定推動內製。內製可依需求彈性規劃生產,也更容易進行小批量生產。委外時,因訂單批量與交期因素,必須維持大量零件庫存(在製品)。改為內製後,可依客戶需求彈性調整生產排程與批量。導入即時生產後,零件庫存大幅降低。」
這是一項可望提升生產效率的重要專案。
「除了縮短交期與降低庫存的期待之外,我們也將成本競爭力設定為本次啟動專案的目標。 從生產成本來看,海外製造也是選項之一,但在最終組裝地——總部工廠——生產零件,從運輸交期(地產地消)的角度而言最為理想。 因此,我們設定目標:即使在國內製造,也要建立具備可與海外生產匹敵之成本競爭力的製造產線。」 我們認為達成成本競爭力的關鍵在於「自動化與延長無人運轉」。」
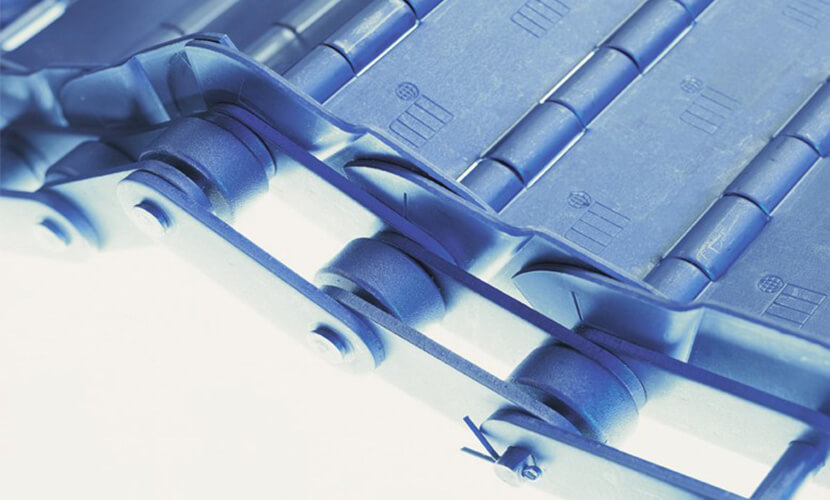
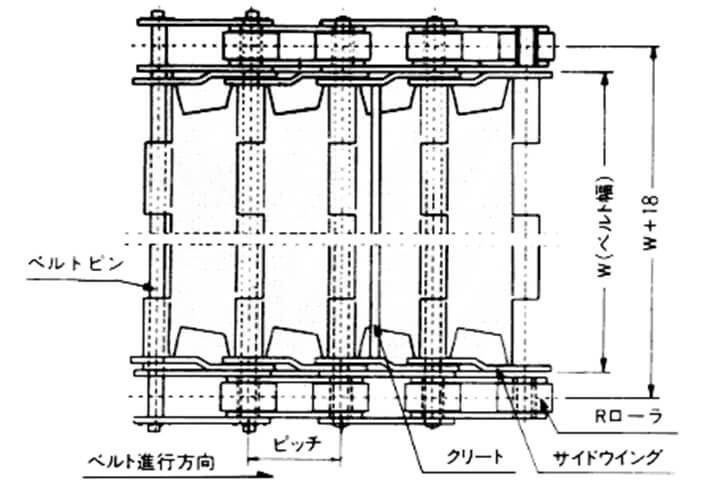
鉸鏈式鋼帶輸送機的外觀與結構
皮帶銷外觀

阻礙無人運轉的瓶頸製程
為達成所設定的目標,產線建置持續推進。 由於皮帶銷為長圓柱零件,因此採用棒材送料機供料。 此外,為自動化長工件的再夾持與兩端加工,選用具副主軸的 NC 車床,將工件裝載、加工到卸載全面自動化。
皮帶銷依直徑與長度不同有多種型號。 針對各型號製作並驗證加工程式,順利完成工廠首批加工零件的量產啟動。
雖然加工量產啟動順利完成,但另一項目標——延長無人運轉——仍未達成。 兩道製程所使用的刀具壽命短,換刀頻率過高,使延長運轉無法實現。
「我們希望在假日以無人運轉加工生產批量較大的型號。例如週五下班前完成段取並開始加工,若能在週末(週六、週日)進行無人加工,將能大幅提升產線生產效率並降低生產成本。為此需要達成約 48 小時的無人運轉,但瓶頸製程的刀具壽命問題使我們無法達標。」
皮帶銷加工中的瓶頸製程
瓶頸製程 1:切割/端面精加工車削
由於採用棒材送料機生產,切割製程是主要作業之一。 此外,為了加工多種型號而受限於可用刀具數與刀塔工位數,亦以切割刀具兼作端面精加工,以整合刀具使用。
瓶頸製程 2:定位鑽削 + 倒角
為提升孔位精度,在孔加工前先進行定位鑽削。 由於這些孔需要 C 倒角,因此設計為使用 90° 倒角工具預先加深切入,將定位鑽削與倒角合併為單一工序。
「定位鑽削 + 倒角」製程的加工示意
- 製程 1
定位鑽削 + 倒角

- 製程 2
鑽削
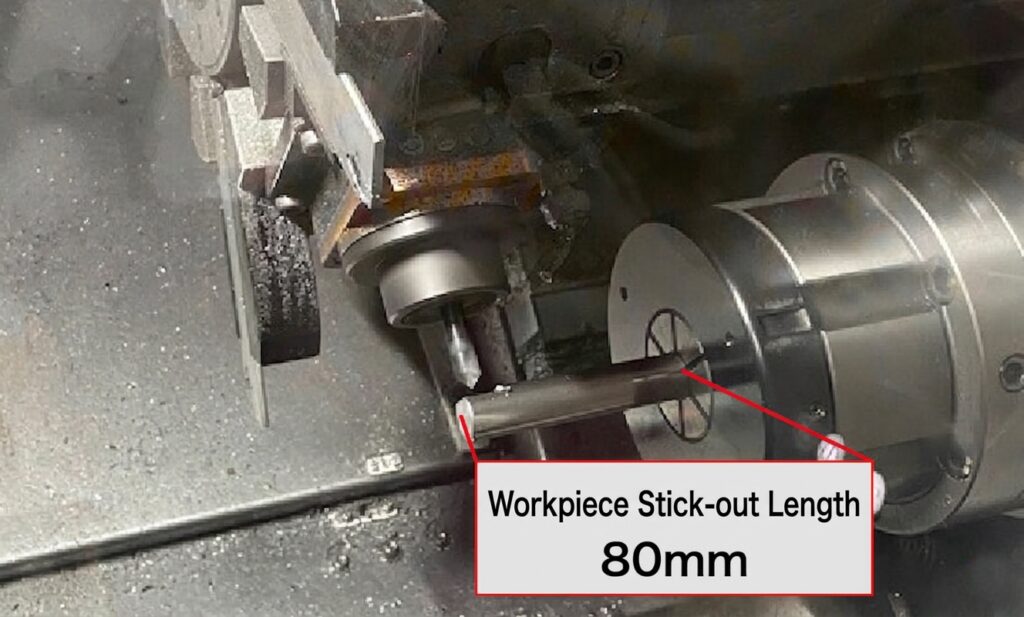
「我覺得特別棘手的製程,就是這道「定位鑽削 + 倒角」。 由於夾頭套筒夾持工件與旋轉刀具單元之間會干涉,加上機台銑削範圍的限制,工件必須伸出約 80mm 才能進行銑削作業。 而且因為是在端面附近加工,只能採用懸臂式段取。 在工件剛性不足的狀態下,加工變得不穩定。 尤其在小直徑皮帶銷型號上,振動特別明顯,導致倒角孔形不規則。」
「我們向多家廠商提出刀具改善需求並持續推進改善。有一家廠商為我們製作了客製刀具並進行測試,但始終難以找到能達到所需改善效果的刀具。」
延長無人運轉的目標陷入僵局。
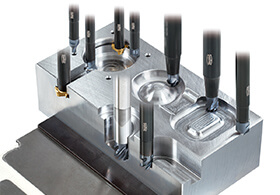
用於中心銷加工的棒材送料機+副主軸 NC 車床

「定位鑽削」+「倒角」製程視圖
瓶頸製程的解決方案
就在此時,市橋先生與 Tungaloy 京都營業所的村田首次見面。
市橋先生透過經銷商向村田提出,針對其所選用的鑽削產品進行加工諮詢。 村田拜訪市橋先生時,得知市橋先生所面臨的課題。
「針對切割/端面車削刀具的改善,我提案使用 TungCut。TungCut 具備獨特的弧形刀片座,對側向力有很強的抵抗力,是一個不僅可切割,也能進行車削加工的開槽/切割刀具系列。我為刀片選用最新材質 AH7025。由於該材質已在其他客戶處取得優異成果,因此建議進行測試。」
「測試 AH7025 後,我們成功延長刀具壽命,解決了其中一道瓶頸製程。原本從刀具壽命與表面粗糙度品質的角度出發,我們使用冷卻液加工。然而使用冷卻液需要因水質劣化而定期更換,且作為廢油處理也帶來近年日益嚴重的環境疑慮。我們希望建立無冷卻液的乾式加工。在這方面,AH7025 即使在乾式加工下也能獲得令人滿意的表面粗糙度品質,同時充分達成目標刀具壽命。我們對貴公司的刀具技術由衷感到佩服。」
「至於另一道瓶頸製程——「定位鑽削 + 倒角」——由於工件小直徑且伸出量長,我預期改善會相當困難。可換頭刀具 TungMeister 擁有多樣的倒角頭,因此我著手研究能否從這個系列中選出最適合皮帶銷加工的刀頭。」

可換頭立銑刀 TungMeister:豐富的倒角頭款式
可換頭立銑刀 TungMeister 的刀頭陣容不僅有方肩頭,亦包含高進給、球刀、倒角、鑽削與槽型等多種刀頭。 其中倒角工具的陣容,特別具備特性差異明顯的倒角頭。

「在多種刀頭類型之中,我為此應用選用了 VDS 型——切削最銳利、阻力最低的設計。」
TungMeister 倒角頭共有三種類型:「以壓製成形設計追求成本效益的 VCP 型」、「以多刃設計追求生產效率的 VCA 型」,以及「以高螺旋角設計實現低阻力切削的 VDS 型」。
「我選用 VDS 型,是期待其大螺旋角與低阻力設計適合此應用。此外,我檢視了 Tsubakimoto Mayfran 當時使用的競品倒角工具,發現其切削刃皆未施以 thinning。我認為使用具 thinning 特徵的 VDS 型可降低切削力,進而在低剛性工件上也能抑制工件撓曲。」
TungMeister 倒角頭陣容

成本效益型 VCP(具中心切削刃)

生產效率型 VCA(無中心切削刃)

銳利度型 VDS(具中心切削刃)
VDS 型特點
- VDS 刀頭正面圖
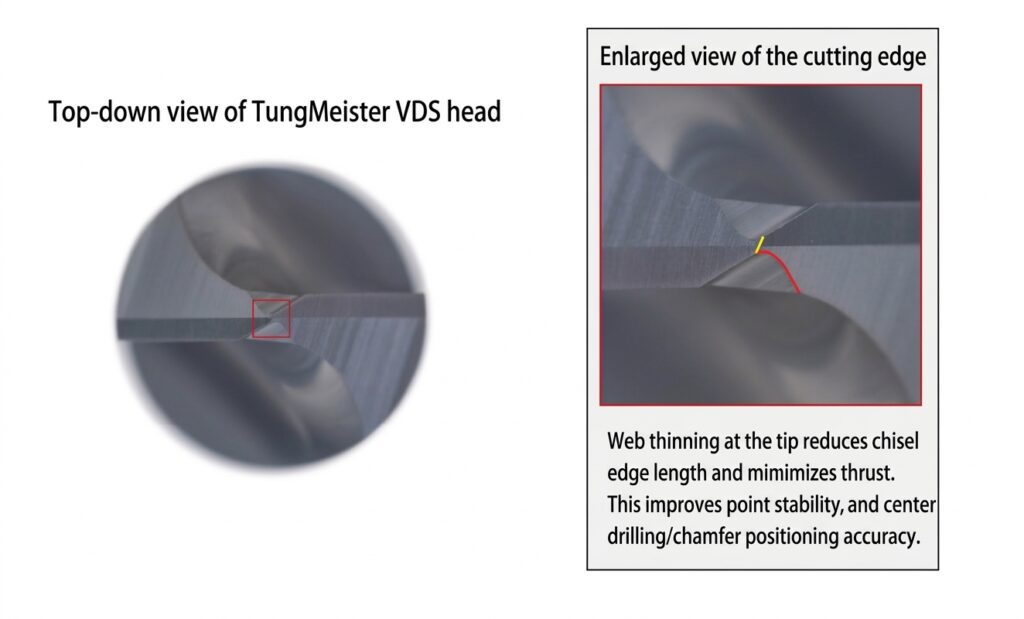
- VDS 刀頭

實現週末 48 小時無人運轉
在高度期待下,開始進行測試。 以往使用傳統刀具加工時會產生振動,而 VDS 型大幅抑制了振動的發生。 確認加工穩定後,測試進一步進入連續量產運轉測試。 測試結果顯示:
- 刀具壽命延長至 3,000 件——為原先設定 600 件壽命的 5 倍
- 原本形狀不規則的倒角部位變為乾淨的圓形,產品品質提升
皆為顯著改善。
「使用這款刀具加工後的結果,令人驚訝地帶來一連串新發現。解決兩道瓶頸製程並實現週末 48 小時無人運轉,對提升皮帶銷加工產線的生產效率有極大貢獻。以通用機台進行皮帶銷加工,即使在海外也尚未實現,因此我認為這條新產線已建立起可與海外生產匹敵的成本競爭力。」
「除了加工穩定性提升與刀具壽命延長之外,我們也很肯定 TungMeister 的換刀便利性。使用整體式刀具時,每次換刀都必須鬆開並重新鎖緊夾頭、調整刀具伸出量,並在 NC 程式中修正刀長補正。我們也曾使用以螺絲固定刀頭的倒角工具,但在拆卸時曾發生螺絲掉落並遺失在機台內的情況。TungMeister 只需用扳手即可更換刀頭,且無需拆下刀桿,也因此改善了換刀作業。」
在車床上(機內換刀頻繁)可換頭刀具所具備的獨特優勢,獲得了明確肯定。

使用 TungMeister VDS 型刀頭加工的倒角

改善重點
-
在工件剛性不足的條件下,採用低阻力倒角頭 VDS 型進行「定位鑽削」+「倒角」——實現穩定加工並大幅提升刀具壽命
VDS 型刀頭採用高螺旋角設計與 thinning 切削刃幾何。 可降低切削阻力並抑制工件撓曲,即使在低剛性條件下也能實現穩定加工。
-
解決瓶頸製程,實現 48 小時無人化生產
加工穩定化使刀具壽命顯著提升。 降低換刀頻率,有助於延長無人運轉時間。
邁向更長時間的無人運轉
Tsubakimoto Mayfran 不滿足於目前的改善成果,已著手推進下一步提升。
「兩道瓶頸製程解決後,另一道加工製程——端面加工——成為目前的新瓶頸。若能改善這道製程,我們下一步想挑戰 60 小時的無人運轉。」
聽到下一個目標後,村田回應道:
「端面加工與「定位鑽削 + 倒角」製程相同,也是在低剛性條件下加工。在這裡我也希望透過選用切削阻力盡可能低的刀具,追求穩定加工與延長刀具壽命。」
「自入社以來,我一直珍視前輩教導我的座右銘:「危機就是轉機」。 如同本案,有時事情進展順利,但也有加工不如預期、問題發生的時候。 然而,我認為最重要的不是輕易放棄,而是探索是否還有其他想法或改善對策,並持續挑戰。 我也覺得,特別是在困難案例中解決問題,能強化後續與客戶之間的信賴關係。」
村田也將全力支援下一個「實現 60 小時無人運轉」的挑戰。
「加工有許多事情,只有實際嘗試後才能理解。我們將不受既有觀念束縛,持續挑戰。」
市橋先生分享了對下一個挑戰的抱負。
Tungaloy 將持續努力,支援每天迎接新挑戰的製造現場專業人士。

左:製造部 第 1 製造課 課長 黑岩大輔先生
右:生產技術部 市橋淳平先生
本文介紹的產品